Арматура а500с: что это такое, для чего используется, технические характеристики
Содержание:
- Вязка арматуры А500С
- Таблица классов арматуры.
- Анкеровка арматуры. Соединения арматуры. Гнутые стержни
- Взаимозаменяемость арматуры
- Общие сведения
- Арматура А3 и А500С: в чём разница?
- Влияние температуры гибки
- Что влияет на качество гибки
- Сварка арматуры А500С
- Отличия арматуры А400 от А500
- Момент инерции квадратной трубы
- Гибка арматуры в МЕТАЛЛ БЮРО
- Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
- Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
- Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
- Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
- Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
- Разница между классами А3 и А500с
- Преимущества
- 2 Сортамент
Вязка арматуры А500С
Для создания каркаса используется обычная проволока или пластмассовые хомуты. В последнем случае обеспечивается прочность, качество и простота создания соединения.
Стальная проволока изготавливается из низкоуглеродистой стали, характеризуется гибкостью и простотой применения. В зависимости от цвета различается способ обработки поверхности – белый цвет свидетельствует о покрытии проволоки цинком, а черный – об отсутствии обработки. Специалисты рекомендуют использовать проволоку диаметром 1,2-1,4 мм, которая обеспечит прочность и надежность.
Стоимость вязальной проволоки ниже, чем хомутов из ПВХ. Однако пластиковые элементы имеют свои преимущества:
- прочность;
- скорость проведения работ;
- простота создания соединения.
Хомуты способны выдержать значительные нагрузки, сохранив первоначальную геометрию каркаса или сетки. Недостатком является неустойчивость к отрицательным температурам. Оставлять каркас открытым в холодное время года нельзя, т.к. это приводит к снижению эластичности и разрыву хомутов.
При необходимости для вязки стальной арматуры А500С можно использовать пластиковые хомуты с сердечником из стальной проволоки. Они часто применяются в кабельных трубах и трубах со слаботочными сетями.
Стандартно применяется четыре способа вязки арматуры крюком. Они отличаются по скорости создания каркасов и надежности соединения элементов в нем. Чтобы сократить временные затраты на создание соединений, используют специальный пистолет. Это дает положительный экономический эффект.
Вяжут арматуру при создании фундамента. Это обеспечивает прочность, надежность и устойчивость зданий и сооружений, возведенных в сложных грунтовых условиях. В данном случае сварочные соединения для арматуры А500С не используются из-за большой нагрузки. При выборе оптимального способа создания каркаса, необходимо оценить все условия и внешние факторы.
Таблица классов арматуры.
|
Класс |
Диаметр в мм |
Марка стали |
|
А1 (А240) |
6-40 |
Ст3кп, Ст3пс, Ст3сп |
|
А2 (А300) |
10-40,40-80 |
Ст5сп, Ст5пс, 8Г2С |
|
А3 (А400) |
6-40, 6-22 |
35ГС, 25Г2С, 32Г2Рпс |
|
А4 (А600) |
10-18(6-8), 10-32(36-40) |
80C, 20ХГ2Ц |
|
А5 (А800) |
10-32(6-8), (36-40) |
23в2Г2Т |
Как узнать массу погонного метра арматуры? Для решения этой задачи необходимо свериться с таблицей расчета, найдя в ней номинальный диаметр (номер профиля) используемой в строительстве арматуры. Для расчета веса арматуры, используйте онлайн калькулятор веса арматуры для ленточного фундамента.
|
Диаметр (мм) |
Вес кг/метр |
|
5,5 мм |
0,187 |
|
6 мм |
0,222 |
|
8 мм |
0,395 |
|
10 мм |
0,617 |
|
12 мм |
0,888 |
|
14 мм |
1,210 |
|
16 мм |
1,580 |
|
18 мм |
2,000 |
|
20 мм |
2,470 |
|
22 мм |
2,980 |
|
25 мм |
3,850 |
|
28 мм |
4,830 |
|
32 мм |
6,310 |
|
36 мм |
7,990 |
|
40 мм |
9,870 |
|
45 мм |
12,480 |
|
50 мм |
15,410 |
Очевидно, что при расчете веса в погонных метрах, вам также необходимо воспользоваться таблицей. К примеру, масса 1 метра 12 мм арматуры равняется 0,88 кг.
Количество метров арматуры в одной тонне определяется при помощи следующей таблицы:
|
Диаметр (мм) |
Метров в одной тонне |
|
5,5 мм |
5347 |
|
6 мм |
4504 |
|
8 мм |
2531 |
|
10 мм |
1620 |
|
12 мм |
1126 |
|
14 мм |
826 |
|
16 мм |
633 |
|
18 мм |
500 |
|
20 мм |
405 |
|
22 мм |
335 |
|
25 мм |
260 |
|
28 мм |
207 |
|
32 мм |
158 |
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п.5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
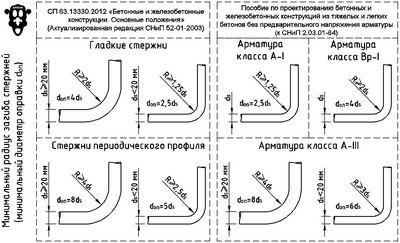
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста — длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки.В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84)п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Взаимозаменяемость арматуры
Специалисты проектных организаций и строители легко внедряют арматуру класса А500С вместо А3, так как такие замены не несут в себе дополнительных расходов. Сотрудники НИИЖБ уже успели провести контрольные наблюдения и подтверждают расчётное повышение прочности на многих объектах. Собственно, прогресс не стоит на месте, и некоторые исследователи заявляют, что для А500С уже есть ещё более выгодная замена, а именно арматура А500СП с четырьмя рядами поперечных рёбер. Уже сейчас этот вид профильного проката используется на ответственных участках строительства, в условиях сейсмической активности, пониженных температур и других жёстких условий.
Общие сведения
Арматура– важнейшая часть металлоконструкций в виде металлического стержня, служащего для армирования бетона. Арматурная сталь разных классов может изготавливаться в мотках или стержнях. Стержни выпускаются в зависимости от длины арматурного стержня, в основном от 6 до 12 м (чаще всего используется стержень длиной 11 м 70 см). Вес арматуры зависит от диаметра сечения стержня. Для примера, арматура 10 мм в сечении стержня будет намного легче, чем, например, арматура 20 мм, 36 мм или вообще 40 мм в сечении.

Механические свойства арматурной стали является показателем для ее классифицирования. Определенный класс используется в зависимости от первоначальных требований к будущей металлоконструкции. Если говорить метафорой, то арматуру в металлоконструкции можно сравнить с ролью скелета в человеческом организме — это основа основ! Поэтому при выборе и дальнейшей работе этот объект заслуживает самое пристального внимания. Ведь от этого зависит конечный результат, реализация всего проекта будущей металлоконструкции.
Арматура А3 и А500С: в чём разница?
А500С пришла на смену устаревшей арматуре А400 (А3). Недостаточная прочность стержней старого образца привела к нескольким авариям, и специалисты принялись за разработку нового класса арматурной стали. Основными недостатками А3 считают недопустимость применения сварки и недостаточную пластичность, которую удалось повысить в А500С, судя по фактическим измерениям, на целую четверть. Недобросовестные исполнители применяли сварку А3 для ускорения строительства, тем самым создавая слабые, хрупкие места в общем полотне армирования. Это и приводило к преждевременному выходу железобетона из строя. Сталь, используемая для производства А500С, без потери упругости выдерживает контактную дуговую сварку, что и обусловило повсеместный переход строителей на использование арматуры нового класса. Помимо этого был достигнут экономический эффект, описанный выше, что приводило к средней экономии 10% затрачиваемых на материал армирования средств, а на некоторых участках выгода составляла 20-25%. Область применения арматуры А500С гораздо шире, нежели А400, благодаря лучшей морозоустойчивости.

Влияние температуры гибки
Для высокоуглеродистых и легированных сталей, ввиду недостаточной их пластичности, выполнение гибки заготовок, диаметр которых превышает 35…40 мм, целесообразнее осуществлять с подогревом исходной заготовки до 600…700С. Горячая гибка целесообразна также, если недопустимы искажения в конфигурации сечения готового изделия. Эти искажения вызываются изгибом тех участков заготовки, которые примыкают к очагу деформации. При малом радиусе гиба в зонах сжатия могут образовываться складки. Их не бывает лишь тогда, когда относительное сужение поперечного сечения ψ деформируемой стали более 50%, что для условий холодной гибки практически не соблюдается (см. табл. 1). Поэтому в качестве критерия для гибки с нагревом принимают условие
rmin > R(1-2ψ)/2ψ
Горячую гибку арматурных прутков ведут на горизонтально-гибочных машинах, иногда называемых кузнечными бульдозерами. Для нагрева штучных заготовок могут использоваться очковые пламенные печи или индукционные нагреватели.
Что влияет на качество гибки
В момент начала данной операции в зоне гиба появляются деформации, которые в начальный момент носят упругий характер, а затем переходят в пластические. Именно поэтому конечная конфигурация арматурного прутка в целом сохраняется и после снятия деформирующего усилия.
Вся деформация происходит только в локальных областях, которые называются очагами деформации. При сгибании те волокна материала, которые находятся у внутренней поверхности заготовки, оказываются с меньшим радиусом кривизны. Поэтому они сжимаются в продольном направлении и растягиваются — в радиальном (поперечном, если заготовка имеет квадратное поперечное сечение). Граница между этими волокнами, где напряжения растяжения и сжатия уравновешиваются, называется нейтральным слоем, длина которого в процессе гибки прутка не изменяется.
Кроме того, на выполнение гибки и качество изгиба арматурных профилей влияют:
- Прочностные характеристики материала.
- Сложность конфигурации изделия после гибки (в частности, радиус гиба).
- Температура, при которой ведется процесс.
- Точность линейных размеров а также сечения в плане конечной детали.
Степень влияния этих факторов на процесс гибки различна. Рассмотрим все перечисленные выше составляющие.
Сварка арматуры А500С
Сварка является одним из наиболее популярных способов соединения элементов в каркас. Это обусловлено высокой свариваемостью материала, т.к. в нем имеется небольшой процент легирующих компонентов и углерода. В некоторых случаях использовать сварку менее рационально, чем вязку.
Арматура диаметром более 16 мм подлежит сварке без ухудшения технических характеристик после проведения работ. Применение стержней диаметром 10-14 мм позволяет использовать сварку при строительстве в районах, где отсутствуют сейсмические нагрузки. В противном случае произойдет разрушение объекта во время движения плит.
Сортамент арматуры А500С достаточно широк, что позволяет подобрать оптимальный вариант для строительства в любых условиях. Однако не стоит использовать сварные соединения при неустойчивых грунтах или сложных инженерно-геологических условиях. Сварка применяется при небольших осадках здания, т.к. в данном случае отсутствуют динамические колебания.
Максимальная экономическая эффективность обеспечивается при больших объемах работ. В высотных монолитных строениях используются каркасы, созданные на заводах по производству металлоконструкций. Это сокращает временные затраты на сварку на строительной площадке и расходы на материалы. При малых объемах работ каркасы и сетки варят непосредственно на площадке.

Отличия арматуры А400 от А500
Арматура А400 и А500 относят к классу А-III. Их можно назвать сестрами-близняшками, так как они схожи как внешне, так и в области применения. Человеку с улицы они будут казаться абсолютно одинаковыми, однако если приглядеться повнимательнее, отличия существенны.
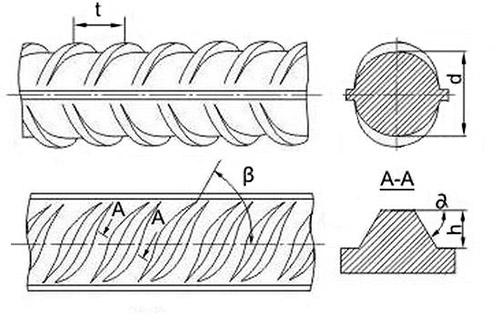
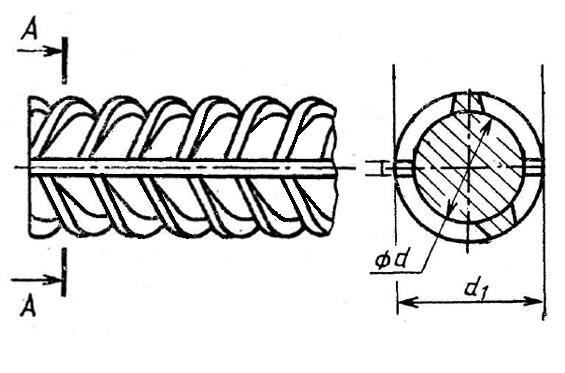
Внешние отличия
Во-первых, специалисту, например, арматурщику, разбирающемуся в теме, отличить ее визуально не составит особого труда. У арматуры А500 шаг поперечного ребра длиннее, чем у А400.
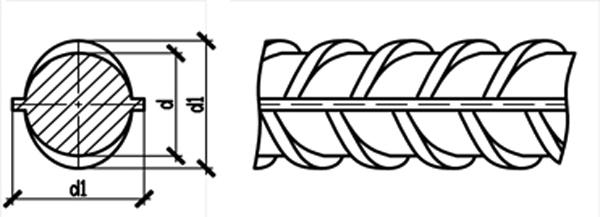
Профиль арматуры А500
Сам «рисунок» арматуры более толще по сравнению со своей «названной сестрой» и идет по винтовой линии чаще, что обеспечивает лучшую сцепку с бетоном. Это все можно отнести к внешним отличиям.
Отличия по составу стали
Во-вторых, у арматуры А500 состав стали более углеродистый чем у А400, вдобавок еще он термо-механически упрочняется, что дает лучшую прочность и гибкость. А это в свою очередь обеспечивает лучшее качество сварного шва и меньшую хрупкость по сравнению с арматурой А400. Выбор такого состава хорошо обеспечивает стойкость к коррозии и значительно повышает качество сварного соединения, обеспечивая минимальную возможность появления трещин и других погрехов, возможных при сварке.

А400
Также эластичность арматурного стержня А500 дает возможность более точнее придерживаться заданных параметров проекта арматурного каркаса железобетонного изделия при гибке его на станке.

А500
Если произвести эксперимент и задать одинаковые параметры гибочной установке, и согнуть сначала арматуру А400, а потом А500 и сравнить полученные результаты, то более точная заготовка, которая лучше держит форму, будет из стержня А500. Из-за всех преимуществ арматуры А500, при необходимости в процессе изготовления металлоконструкции, ею можно заменить арматуру А400. А вот если в проекте заявлена арматура А500, то замена ее на класс ниже, т.е. А400 может понести существенную угрозу стойкости и качества арматурной конструкции и поставит под угрозу качественное завершение проекта.
Отличия в цене
В-третьих, сравнивая ценовую линию этих объектов можно прийти к выводу, что разница в материальных затратах между ними минимальна, что так же играет на руку арматуре А500.
Арматура А400 совсем на немного дешевле в сравнении с оппонентом, и это преимущество мало, когда является решающим. Раньше возможно и отдавалось предпочтение арматуре А400, но с появлением «сестрички», ситуация на рынке резко изменилась. А появилась арматура А 500 на арене металлопроката совсем недавно, однако молниеносно завоевала популярность и заняла почетное место в мире металлоконструкций.
Подводя итоги всего вышеизложенного, можно сделать вывод, что новые технологии не стоят на месте тем самым позволяя находить более качественные и универсальные способы создания качественных, универсальные, экономически выгодных материалов. А это дает «зеленый свет» для модернизации и улучшения всего поэтапного процесса изготовления металлоконструкций, порой завораживающие своей мощью, красотой и грацией.
Момент инерции квадратной трубы
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ
Square steel tubes. Range
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ
Square steel tubes. Range
Дата введения 01.01.83
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 1).
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:
То же, мерной длиной 6000 мм:
То же, немерной длины:
3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0 до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2 s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 s, для электросварных труб размером 60 × 60 × 4 мм — не более 3 s.
5. Трубы изготовляют:
- бесшовные горячедеформированные — от 4 до 12,5 м,
- бесшовные холоднодеформированные и электросварные — от 1,5 до 9 м,
- бесшовные горячедеформированные — от 4 до 12,5 м,
- бесшовные холоднодеформированные — от 4,5 до 11 м,
- электросварные — от 5 до 9м.
Предельное отклонение на общую длину +100 мм,
длины кратно и мерной
- бесшовные горячедеформированные — от 4 до 12,5 м с припуском на каждый рез по 5 мм,
- бесшовные холоднодеформированные — от 1,5 до 11 м с припуском ни каждый рез по 5 мм,
- электросварные — любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность.
(Измененная редакция, Изм. № 1, 3).
6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
при точности изготовления
(Измененная редакция, Изм. № 1).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°.
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
11. Технические требования должны соответствовать ГОСТ 13663.
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.04.82 № 1529
3. ВЗАМЕН ГОСТ 8639-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 № 1125
6. ИЗДАНИЕ (декабрь 2005 г.) с изменениями 1, 2, 3, утвержденными в июне 1987 г., ноябре 1989 г., сентябре 1992 г. (ИУС 10-87, 2-90, 12-92)
Расчетные значения для квадратных профильных труб
В таблицах 1.1-1.3 приведены расчетные значения для квадратных профильных труб, точнее — для профилей стальных гнутых замкнутых сварных квадратного сечения согласно ГОСТ 30245-2003. Профили изготавливаются на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный профиль.
Рисунок 1. Поперечное сечение квадратной профильной трубы (стального гнутого замкнутого профиля сварного квадратного).
Таблица 1.1. Квадратные профильные трубы высотой 40-90 мм
Таблица 1.2. Квадратные профильные трубы высотой 100-160 мм
Таблица 1.3. Квадратные профильные трубы высотой 180-300 мм
Таблица 2.1. Квадратные профильные трубы высотой 10-50 мм (согласно ГОСТ 8639-82)
Таблица 2.1. Квадратные профильные трубы высотой 60-180 мм (согласно ГОСТ 8639-82)
1. Условные обозначения: h — высота профиля, b — ширина профиля, F — площадь поперечного сечения, R — радиус наружного закругления угла, I — момент инерции, W — момент сопротивления, i — радиус инерции.
2. Радиус наружного закругления угла R = 2,0t при t ≤ 6,0 мм, R = 2,5t при 6,0 10,0 мм.
3. Масса 1 м длины профиля определена по площади поперечного сечения, при плотности стали 7,85 г/см 3 .
Момент инерции квадратной трубы Момент инерции квадратной трубы ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ Square steel tubes. Range ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ Square steel tubes. Range Дата введения 01.01.83 1 . Настоящий
Гибка арматуры в МЕТАЛЛ БЮРО
Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.
Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
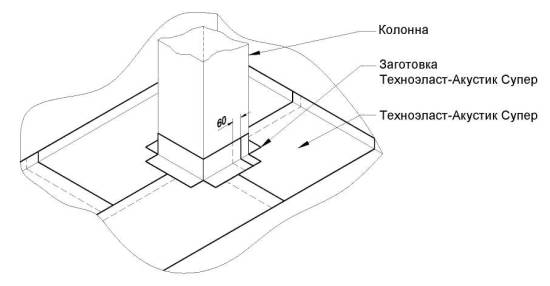
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 — 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.
Разница между классами А3 и А500с
Ассортимент арматуры представлен рифлеными стержнями диаметром от 6 до 40 мм и длиной до 11,7 м. Оба относятся к горячекатанной продукции, А500с иногда получают путем тепломеханической обработки. В настоящий момент профиль А3 выполнен в виде кольца с более частыми ребрами, поперечные выступы у него пересекаются с двумя основными продольными. Такое исполнение увеличивает качество сцепления прута с бетоном и делает его оптимальным для применения в ответственных монолитных ж/б конструкциях. Серповидный А500с с редкими выступами более удобен для проведения сварочных работ.
| Наименование показателя | Класс арматуры | |
| А500с | А3 | |
| Марки стали | 3ПС | 35ГС и 25Г2С |
| Содержание в составе углерода, % | 0,22 | 0,2-0,37 |
| Предел текучести (напряжение, при котором начинает развиваться пластическая деформация), Н/мм2 | 500 | 400 |
| Сопротивление разрыву, Н/мм2 | 600 | 590 |
| Расчетное сопротивление растяжению, МПа | 450 | 365 |
| Предел эксплуатации при отрицательных температурах, °C | До -55 | До -40 |
| Тип профиля | Серповидный | Кольцевой |
Стандартное обозначение начинается с буквы, обозначающей тип и технологию изготовления. Литера «А» применяется для горячекатаной или термоупрочненной продукции. Следующая за ней цифра характеризует серию и тип стали в старой маркировке, и то же плюс индекс текучести – в новой. Завершающая буква указывается при наличии у проката особых свойств: «С» означает, что прутья пригодны для электродуговой сварки, «К» свидетельствует о высокой коррозионной устойчивости, «Т» – о термомеханическом упрочнении стали. Также информация о продукте включает цифровое обозначение диаметра стержней.
Стоимость арматуры
| Диаметр прутьев, мм | Длина, мм | Вес п.м., кг | Метров в 1 тонне | Цена за т., рубли | Цена за п.м. рубли | |||
| А500с | А3 | А500с | А3 | |||||
| 6 | 6000 | 0,222 | 4504 |
33100 |
32800 | 7,35 | 7,28 | |
| 8 | 11700 | 0,395 | 2531 | 13,1 | 12,95 | |||
| 10 | 0,617 | 1620 | 30600 | 31600 | 18,9 | 19,51 | ||
| 12 | 0,888 | 1126 | 28700 | 31200 | 25,50 | 27,7 | ||
| 14 | 1,21 | 826 | 28100 | 31100 | 34 | 37,65 | ||
| 16 | 1,58 | 633 | 27900 | 30000 | 44,1 | 47,4 | ||
| 18 | 2 | 500 | 29700 | 55,8 | 59,4 | |||
| 20 | 2,47 | 405 | 28100 | 29500 | 69,38 | 72,84 | ||
| 22 | 2,98 | 335 | 27900 | 30300 | 83,3 | 90,45 | ||
| 25 | 3,85 | 260 | 27700 | 29600 | 106,55 | 88,36 | ||
| 28 | 4,83 | 207 | 133,8 | 143 | ||||
| 32 | 6,31 | 158 | 30100 | 175,3 | 145,4 | |||
| 36 | 7,99 | 125 | 27900 | 29100 | 223,2 | 184,2 |
Сортамент этой продукции практически не отличается по сечению и массе, различия во внешнем виде проявляются лишь по типу профиля и маркировке производителя. Стоимость зависит от:
- востребованности определенного диаметра (самыми популярными остаются прутья 12 мм);
- сезонности (в летний период затраты на ее приобретение возрастают на 10-20 %);
- объема партии (оптовые цены ниже на 10-15 %);
- условий доставки.
Преимущества
Благодаря форме поверхности арматура А500С отличается высокой прочностью, пластичностью и отсутствием концентраторов напряжений. Также форма хорошо сказывается на экономии сырья при производстве, что делает изделие достаточно дешевым и доступным.
Самое главное преимущество – это возможность ее сварки с помощью электродуговых сварочных аппаратов. Небольшое количество легирующих металлов в составе используемой стали существенно улучшает свариваемость изделий.
Возможность термической обработки существенно улучшает прочностные качества арматуры А500С, что расширяет вариативность ее использования.
2 Сортамент
Основным показателем является диаметр (сечение) арматурного прута (проволоки). В соответствии с этим употребляются следующие выражения:
- арматура 10 — изделие из стали которое имеет сечение 10 мм;
- арматура 12 — сечение 12 мм.
Упаковка изделий проводится также в соответствии с диаметрами — до 10 мм отпуск проводится в мотках (бухтах), а большие сечения пакуются прутками различной длины:
- мерной;
- кратной мерной;
- немерной (6-12 м);
- коротышами (1,5-6 м).
2.1 Класс А1
Сортамент данного класса представлен диаметрами от 6 до 40 мм. По профилю такая арматура может быть гладкой или ребристой.

Прутья арматуры класса А1
Изготавливается она из высококачественной низколегированной углеродистой стали:
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
- Д16;
- 3СП;
- Ст3;
- А500С.
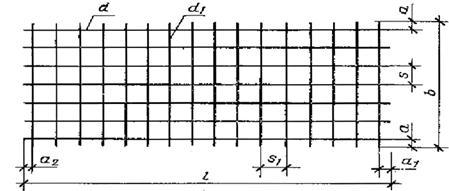
Ее назначение — усиления (армирование) бетонных конструкций небольшой толщины. Отдельными производителями (прочитать про оборудование для производства арматуры — можно отдельно) выпускаются не только прутки, но и сварные сетки или каркасы, которые используются для изготовления железобетонных ригелей, балок, прогонов. При изготовлении сварных сеток может быть использована проволока ВР-1.
Отличительной особенность данного класса является применение в агрессивных средах, таких как хлор или природный газ.
2.2 Класс А2
Выпускается диаметрами от 10 до 80 мм. Применяется практически в таких же направлениях строительства как и А1, но изготавливается из несколько других марок стали:
- Ст5пс, Ст5сп, А500С — для диаметров 10-40 мм;
- 18Г2С — 40-80 мм.
Хорошо проявляет себя при изготовлении сварных сеток для укрепления полов и горизонтальных плоских конструкций.
2.3 Класс А3
Содержание сортамента арматуры А3 представлено прутками с диаметром от 6 до 40 мм, из которых наиболее востребованными являются сечения 10, 12 и 14 мм. Изготовлена из стали, которая хорошо поддается свариванию, поэтому очень удобна в изготовлении сварных сеток с различной величиной ячеек. Марки стали:
- А500С;
- 35ГС;
- Ст3;
- 25Г2С;
- А400.
А3 имеет характеристики, которые значительно повышают прочность строительных железобетонных конструкций, так как имеет хорошее сцепление с бетоном. Кроме того, высокая стойкость к коррозии и пластичность позволяют применять такую арматуру на ответственных участках строительных элементов, особенно при использовании А500С.

Арматура класса А3
А3 имеет периодический профиль, который задается в виде поперечных выступов по винтовой линии, а также двумя противоположно расположенными ребрами, идущими по всей длине изделия.
Поставляется потребителю:
- в мотках (при диаметре менее 10 мм);
- в прутках длиной от 6 до 12 м (сечение более 10 мм).
Существуют дополнительные индексы в обозначении арматуры класса А3:
- С — предназначена для сваривания;
- К — повышенная стойкость к коррозии;
- Т — изготовлена из термически упрочненной стали;
- В — имеет упрочненную вытяжку.
2.4 Класс А4
Выпускается диаметрами от 10 до 32 мм. При изготовлении используются следующие марки стали:
- 80С, А500С — для изделий с сечением 10-18 мм;
- 20ХГ2Ц — диаметр прутков 10-32 мм.
Продукция этого класса применяться как напрягаемая.

Виды профилей металлической арматуры
Но технические характеристики позволяют широко ее использовать и в не напряженных строительных конструкциях или их элементах. Хорошая свариваемость стали позволяет ее стыковку в конструкциях способом обжатой обоймы.
2.5 Класс А5
Имеет сечения от 6 до 36 мм и для ее изготовления применяется всего одна марка стали — 23Х2Г2Т (АТ800).
Используется для усиления длинномерных строительных конструкций как напрягаемые стержни.
2.6 Класс А6
Сечение этого изделия задано в пределах от 6 до 32 мм. В производстве используется сталь марок:
- 20Х2Г2СР;
- 22Х2Г2АЮ;
- 22Х2Г2Р.
В строительстве областью применения являются конструкции находящиеся в условиях напрягаемых стержней. Нагрузки принимаются эффективно, когда данное изделие сварено в виде сеток с квадратной или прямоугольной формой ячеек.
Полная таблица сортамента арматурных стержней и проволоки из высокопрочных сортов стали, представлена ниже:
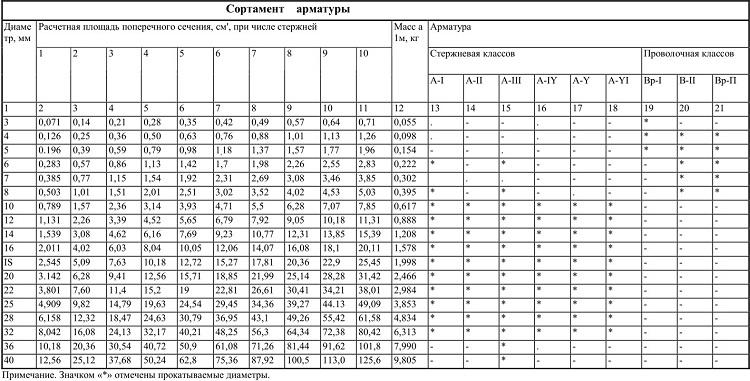
Таблица сортамента арматуры
Данная таблица позволяет определить вес используемой арматуры, который учитывается при транспортировке, а также при расчете основных параметров будущих строительных конструкций.
2.7 Производство металлической арматуры (видео)
Портал об арматуре » Используем сортамент арматуры для возведения железобетонных конструкций