Гост 10619-80. винты самонарезающие с потайной головкой для металла и пластмассы. конструкция и размеры (с изменением n 1)
Нормативы Государственного стандарта
Главные нормы массы, технических и качественных характеристик прописаны в гост 1145-80. Документ диктует допустимую форму шляпки, размер внутренней поверхности, оптимальную длину «тела» и т.д. Название самореза предусматривает указание конкретного исполнения крепежа, величины диаметра, параметров резьбы, группы материала, объема внешнего покрытия.
Согласно с установленным документом, допускается производство крепежей с размерами в пределах от 0,7 см до 10 см. Каждая категория подразделяется на подгруппы, для которых характерны определенные величины диаметра головки.
 Саморез по ГОСТу.
Саморез по ГОСТу.
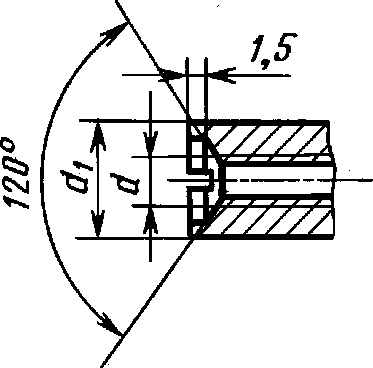
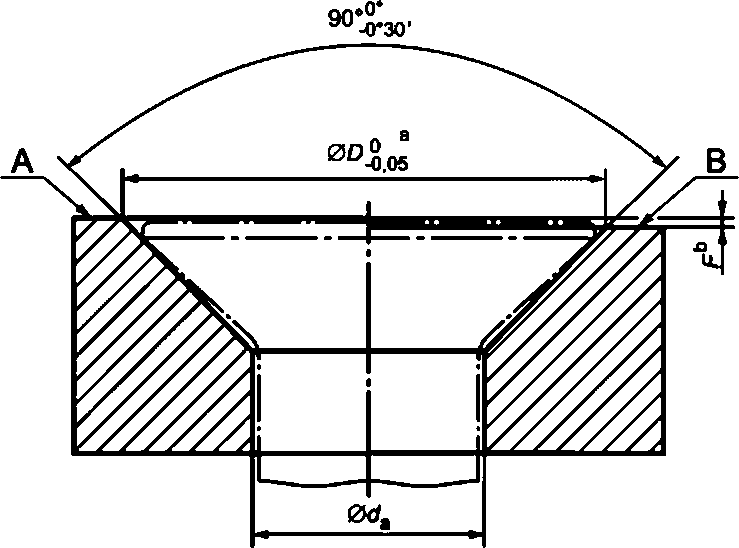
Действующий норматив состоит из четырех частей. В первой содержатся схемы нескольких вариантов исполнения. Саморез может иметь плоскую или углубленную потайную головку, с ножкой полностью или частично покрытой резьбой
На чертежах прописывается обозначение главных элементов данных шурупов, на которые необходимо уделять отдельное внимание в процессе производства и проверки качества. К важным параметрам относятся:
- Внешний диаметр и шаг резьбы;
- Размеры шляпки;
- Характеристики шлица (номер, радиус и глубина).
Отдельным положением в стандарте прописаны значения массы и допустимые отклонения данного параметра от установленной нормы.
Основное кодирование предусматривает использование числовых обозначений данных характеристик, благодаря чему ускоряется процесс поиска необходимой модели для покупки.Примерная маркировка имеет следующий вид Шуруп 2-3х20,016 ГОСТ 1145-80.Первая цифра определяет вариант исполнения детали, число 3 обозначает оптимальный диаметр шляпки, а величина 20,016 указывает на толщину элемента крепления с учетом возможного покрытия. Подобная практика учета деталей позволяет быстро находить необходимые для определенной поверхности шурупы.
6


* Размер для справок.
Издание официальное ★
Перепечатка воспрещена
Издание с Изменением № 1, утвержденным в апреле 1985 г. (ИУС 7—85).
|
Номинальный диаметр резьбы d |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Шаг резьбы Р |
1,25 |
1,75 |
2,0 |
2,5 |
3,5 |
||
|
Диаметр головки D |
Номин. |
4,5 |
5,6 |
7,4 |
9,2 |
11,0 |
14,5 |
|
Пред. откл. по h 14 |
-0,30 |
-0,36 |
-0,43 |
||||
|
Высота головки к, не более |
1,50 |
1,65 |
2,20 |
2,50 |
3,00 |
4,00 |
|
|
Ширина шлица п |
Номин. |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
|
Не менее |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,06 |
|
|
Не более |
0,80 |
1,00 |
1,20 |
1,51 |
1,91 |
2,31 |
|
|
Глубина шлица t |
Не менее |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
|
Не более |
0,73 |
0,85 |
1,10 |
1,35 |
1,60 |
2,10 |
|
|
Допуск биения в заданном направлении (2IT14) |
0,60 |
0,72 |
0,86 |
||||
|
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IT14) |
0,50 |
0,60 |
0,72 |
||||
|
Номер крестообразного шлица |
1 |
2 |
3 |
||||
|
Диаметр крестообразного шлица т, не более |
2,6 |
2,8 |
4,0 |
4,5 |
6,5 |
7,4 |
|
|
Глубина крестообразного шлица h |
1,05 |
1,25 |
1,55 |
2,05 |
2,45 |
3,40 |
|
|
Глубина вхождения калибра в крестообразный шлиц |
Не более |
1,2 |
1,4 |
1,8 |
2,3 |
3,0 |
3,9 |
|
Не менее |
0,9 |
U |
1,3 |
1,8 |
2,5 |
3,4 |
|
|
Недовод резьбы, не более |
0,8 |
1,0 |
п римечание. Крестообразный шлиц — по ГОСТ 10753—86.
|
Длина винта / |
Номинальный диаметр резьбы d |
||||||
|
Номин. |
Пред. откл. по у 7 |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
6 |
± 0,75 |
— |
— |
— |
— |
||
|
8 |
— |
— |
— |
||||
|
10 |
— |
— |
|||||
|
12 |
± 0,90 |
— |
|||||
|
14 |
— |
||||||
|
16 |
|||||||
|
(18) |
|||||||
|
20 |
± 1,05 |
— |
Стандартные длины |
||||
|
(22) |
— |
— |
|||||
|
25 |
— |
— |
|||||
|
30 |
— |
— |
|||||
|
35 |
± 1,25 |
— |
— |
||||
|
40 |
— |
— |
— |
||||
|
45 |
— |
— |
— |
||||
|
50 |
— |
— |
— |
— |
П римечание. Длины /, заключенные в скобки, применять не рекомендуется
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5х 30.01 ГОСТ 11652-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5х 1,5х 30.01.016 ГОСТ 11652-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618—80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1 Справочное
Теоретическая масса самонарезающих винтов
|
Длина винта /, мм |
Номинальный диаметр резьбы d, мм |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Масса 1000 шт. стальных винтов, кг » |
||||||
|
6 |
0,20 |
0,30 |
— |
— |
— |
— |
|
8 |
0,26 |
0,38 |
0,72 |
— |
— |
— |
|
10 |
0,32 |
0,46 |
0,86 |
1,34 |
— |
— |
|
12 |
0,37 |
0,54 |
1,00 |
1,56 |
2,48 |
— |
|
14 |
0,43 |
0,62 |
U4 |
1,78 |
2,81 |
— |
|
16 |
0,49 |
0,70 |
1,28 |
2,00 |
3,14 |
4,21 |
|
18 |
0,54 |
0,78 |
1,42 |
2,22 |
3,47 |
4,78 |
|
20 |
— |
0,86 |
1,56 |
2,44 |
3,80 |
5,35 |
|
22 |
— |
— |
1,70 |
2,66 |
4,13 |
5,92 |
|
25 |
— |
— |
1,91 |
2,99 |
4,62 |
6,77 |
|
30 |
— |
— |
2,19 |
3,54 |
5,43 |
8,19 |
|
35 |
— |
— |
2,47 |
4,09 |
6,24 |
9,61 |
|
40 |
— |
— |
— |
4,64 |
7,05 |
11,03 |
|
45 |
— |
— |
— |
5,19 |
7,86 |
12,45 |
|
50 |
— |
— |
— |
— |
8,67 |
13,87 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
Принятая классификация шурупов
Согласно с государственным стандартом 1145-80 саморезы изготовляются из трех типов сырья. В процессе производства данных крепежей используют:
- Низкоуглеродистую сталь;
- Углеродистую сталь;
- Коррозионностойкую сталь.
Для улучшения технических характеристик внешнюю поверхность детали покрывают оцинкованными или хромированными составами.
По параметрам и целевому предназначению крепежи бывают:
- Черные оксидированные. Имеют достаточно широкую резьбу, компактную шляпку.
-
Желтопассированные. Покрыты специальным средством, которое защищает от разрушений и возникновения ржавчин. Для самореза желтого по дереву характерно наличие резьбы на всей длине ножки детали и высокая рыночная цена. Дополнительно, они могут быть представлены в белом цвете.
- Глухари. Толстые фиксаторы, используемые для закрепления материалов из плотных пород древесины.
Каждая из представленных групп деталей имеет свои особенности, которые регламентируют основные сферы их использования.