Гост 11871-88 гайки круглые шлицевые класса точности а. технические условия
Чем их закручивать?
Пожалуй, применение – это самый важный момент, касающийся шлицевых гаек. По умолчанию их используют, чтобы фиксировать строго соосные детали. Обычным делом является применение радиусных (их еще называют цанговыми) ключей. У них имеется захват в виде дуги, оканчивающийся прицепом, похожим внешне на крючок. Об использовании отвертки, разумеется, и речи быть не может.
В государственном стандарте закрепили 21 формат ключей для любых гаек. Эти ключи обязательно изготавливаются из стали с добавкой хрома. Иногда применяют шарнирный инструмент. Вполне достаточно иметь один ключ для каждой размерной группы и применять его по мере надобности. В некоторых случаях работать со шлицевыми гайками помогают торцевые головки.
О том, как сделать ключ для шлицевых гаек своими руками, вы можете узнать из видео ниже.
Особенности
Шлицевая гайка поставляется самыми разными компаниями и присутствует в ассортименте всех ведущих изготовителей. Технически это «всего лишь» металлическое кольцо. На отверстие изделия изнутри наносится резьба. При этом снаружи наносятся специальные шлицы, которые и дали название такому крепежу. Подобные пазы формируются с использованием фрезеровки.
Роль пазов – обеспечение прокручивания метиза вокруг своей оси. Количество шлицов должно соответствовать сечению изделия. Шлицевые метизы редко используют для обычных резьбовых стыков, зато они очень востребованы в различных отраслях промышленности, а именно:
- станкостроение;
- автомобилестроение;
- другие отрасли машиностроения.
Речь идет, прежде всего, об агрегатах, которые содержат валы и другие интенсивно вращающиеся части. Нагрузка на шлицевой крепеж очень велика, поэтому он должен быть крайне надежен и устойчив. Для его изготовления применяют только сталь прочностью не ниже 36 HRS. Минимальная глубина закаливания – 0,1 см.
Требования
Ключевые моменты закреплены в ГОСТ 11871-88. Он распространяется на круглые шлицевые изделия уровня точности А. Нормированы следующие моменты:
- номинал сечения резьбы;
- шаг нанесения этой резьбы;
- количество шлицев;
- теоретическая масса конструкции.
Контроль гаек может проводиться, прежде всего, визуальным способом. Увеличительные приборы при этом не применяются, но требуется освещенность в помещении не менее 300 люкс. В сложных условиях применяют обычные лупы с коэффициентом усиления 2,5–3. В описании методов контроля в стандарте 11871-88 приведены ссылки на другие акты, определяющие следующее:
- исследование допусков и отклонений от них;
- установление твердости термообработанного металла;
- порядок сравнения с образцами шероховатости;
- правила проверки дефектов и наносимых покрытий;
- уровень допустимых нагрузок по оси.


Полезно также обратить внимание на ГОСТ 11871-80. Он охватывает круглые шлицевые гайки с сечением резьбы 0,4–20 см
Категории точности при этом должны быть A или B. Наконец, необходимо присмотреться и к стандарту 8530-90, определяющему характеристики гаек, шайб и скоб для закрепляющих и стяжных втулок. Размер головок должен быть пропорционален диаметру основного сечения.
Благодаря специальным пазам установить гайку на положенное место можно легко и быстро. Ничуть не сложнее оказывается и ее демонтаж
Что немаловажно, монтажный процесс проходит оперативно даже в довольно сложных условиях. Стопорить круглые шлицевые гайки необходимо с использованием многолапчатых шайб
Такие шайбы оснащают внешними «лапками», а один выступ располагается внутри. Для шайб должны соблюдаться положения стандарта 11872
Стоит обратить внимание, что шлицевые метизы весят существенно меньше традиционных шестигранных образцов (при сопоставимых параметрах, конечно). А также у них меньше радиальные размеры

Есть три ключевых типа шлицевого крепежа:
- вообще без фаски;
- с простой фаской;
- с фаской, но одновременно и со скруглением.
В качестве сырья может применяться сталь марки 14Х17Н2, 12Х18Н10Т, 12Х18Н10Т. Такие материалы берут для повышения стойкости к коррозии. В нормальных условиях предпочтительны «простые» углеродистые стали категорий 20, 35 и 45. Применимы легированные сплавы 30ХГСА, а также 35Х. Из латуней подходит только марка Л63.
Сталь 35-й марки используют лишь для метизов с резьбой не менее 0,6 и не более 4,8 см. Она непременно должна переносить нагрузки от 13,2 до 240,7 кН. Таково требование к заводскому контролю, зафиксированное в стандарте
Немаловажно поэтому требовать предъявления сертификатов с соответствующими отметками
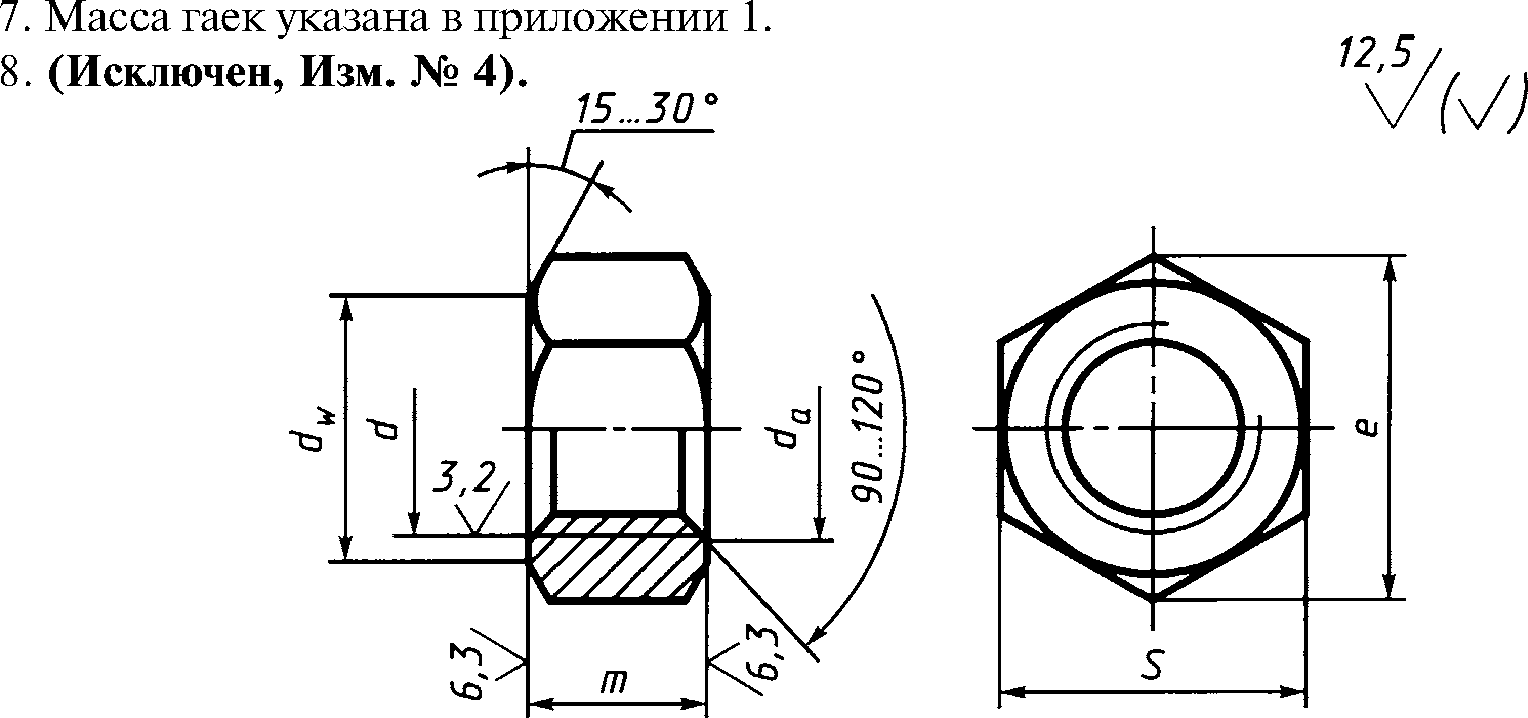
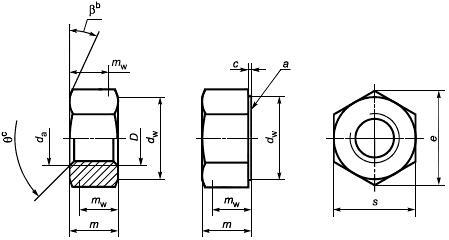
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
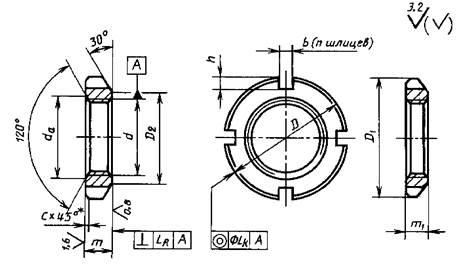
1.1. Размеры гаек должны соответствовать указанным на и в .
|
Исполнение 1 |
Исполнение 2 |
|
|
__________
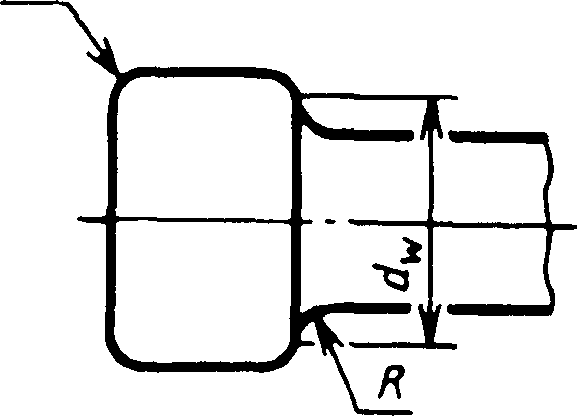
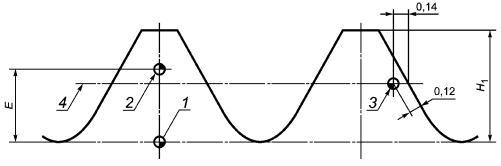
*Допускается вместо фаски скругление радиусом R = c и отсутствие фаски для исполнения 2.
мм
|
Номинальный диаметр резьбы d |
Шаг резьбы P |
D |
m |
D1 |
m1 |
D2 |
da |
b |
h |
c, не более |
Число шлицев n |
|
|
не менее |
не более |
|||||||||||
|
6 |
0,50 |
16 |
5 |
16 |
4 |
11,5 |
6 |
6,75 |
4 |
1,5 |
0,6 |
4 |
|
8 |
1,00 |
22 |
6 |
18 |
5 |
13,5 |
8 |
8,75 |
||||
|
10 |
1,25 |
24 |
8 |
20 |
15,5 |
10 |
10,80 |
|||||
|
12 |
26 |
22 |
6 |
17,5 |
12 |
13,00 |
6 |
|||||
|
14 |
1,50 |
28 |
24 |
18,5 |
14 |
15,10 |
2,0 |
|||||
|
16 |
30 |
28 |
22,0 |
16 |
17,30 |
|||||||
|
18 |
32 |
30 |
24,0 |
18 |
19,40 |
1,0 |
||||||
|
20 |
34 |
32 |
26,0 |
20 |
21,60 |
|||||||
|
22 |
38 |
10 |
36 |
7 |
29,0 |
22 |
23,80 |
2,5 |
||||
|
24 |
42 |
38 |
31,0 |
24 |
25,90 |
|||||||
|
27 |
45 |
42 |
35,0 |
27 |
29,20 |
|||||||
|
30 |
48 |
45 |
38,0 |
30 |
32,40 |
|||||||
|
33 |
52 |
48 |
8 |
40,0 |
33 |
35,60 |
8 |
3,0 |
||||
|
36 |
55 |
50 |
42,0 |
36 |
38,90 |
|||||||
|
39 |
60 |
56 |
48,0 |
39 |
42,10 |
|||||||
|
42 |
65 |
60 |
52,0 |
42 |
45,40 |
|||||||
|
45 |
1,5 |
70 |
63 |
55,0 |
45 |
48,60 |
6 |
|||||
|
48 |
75 |
12 |
67 |
58,0 |
48 |
51,80 |
3,5 |
|||||
|
(50) |
78 |
70 |
61,0 |
50 |
52,00 |
|||||||
|
52 |
80 |
52 |
54,00 |
10 |
||||||||
|
56 |
2,0 |
85 |
75 |
65,0 |
56 |
58,00 |
4,0 |
1,6 |
||||
|
(58) |
90 |
80 |
70,0 |
58 |
60,00 |
|||||||
|
60 |
60 |
62,00 |
||||||||||
|
(62) |
95 |
85 |
75,0 |
62 |
64,00 |
|||||||
|
64 |
64 |
66,0 |
||||||||||
|
68 |
100 |
15 |
90 |
80,0 |
68 |
70,00 |
||||||
|
(70) |
70 |
72,00 |
||||||||||
|
72 |
105 |
95 |
10 |
85,0 |
72 |
75,00 |
||||||
|
76 |
110 |
76 |
80,00 |
|||||||||
|
80 |
115 |
100 |
90,0 |
80 |
84,00 |
|||||||
|
85 |
120 |
108 |
98,0 |
85 |
89,00 |
|||||||
|
90 |
125 |
18 |
112 |
102,0 |
90 |
94,00 |
12 |
|||||
|
95 |
130 |
118 |
108,0 |
95 |
99,00 |
|||||||
|
100 |
2 |
135 |
125 |
115,0 |
100 |
104,00 |
||||||
|
105 |
140 |
130 |
120,0 |
105 |
109,00 |
|||||||
|
110 |
150 |
22 |
138 |
12 |
125,0 |
110 |
114,00 |
14 |
5,5 |
|||
|
115 |
155 |
145 |
132,0 |
115 |
120,00 |
|||||||
|
120 |
160 |
150 |
137,0 |
120 |
125,00 |
|||||||
|
125 |
165 |
155 |
142,0 |
125 |
130,00 |
|||||||
|
130 |
170 |
160 |
147,0 |
130 |
135,00 |
8 |
||||||
|
(135) |
175 |
26 |
165 |
152,0 |
135 |
140,00 |
||||||
|
140 |
180 |
170 |
157,0 |
140 |
145,00 |
|||||||
|
(145) |
190 |
175 |
162,0 |
145 |
150,00 |
2,5 |
||||||
|
150 |
200 |
180 |
167,0 |
150 |
155,00 |
16 |
||||||
|
160 |
3,00 |
210 |
190 |
177,0 |
160 |
162,00 |
||||||
|
170 |
220 |
30 |
202 |
189,0 |
170 |
172,00 |
||||||
|
180 |
230 |
215 |
14 |
202,0 |
180 |
185,00 |
7,5 |
|||||
|
190 |
240 |
230 |
213,0 |
190 |
195,00 |
|||||||
|
200 |
250 |
240 |
223,0 |
200 |
205,00 |
Примечания:
1. Допускается по соглашению между изготовителем и потребителем изготовлять гайки М45 — М125 с 4 шлицами.
2. Гайки с размерами, указанными в скобках, применять не рекомендуется.
Пример условного обозначения гайки исполнения 1, с диаметром резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм с полем допуска резьбы 6Н, из стали марки 35, с химическим окисным покрытием, пропитанным маслом:
Гайка М16 ∙ 1,5-6Н.05.05 ГОСТ 11871-88
То же, из латуни Л63, без покрытия:
Гайка М16 ∙ 1,5-6Н.32 ГОСТ 11871-88
То же, исполнения 2, с цинковым покрытием толщиной 9 мкм, хроматированным:
Гайка 2 М16 ∙ 1,5-6Н.019 ГОСТ 11871-88
1.2. Резьба — по ГОСТ 24705.
1.3. Теоретическая масса стальных гаек указана в .
V(V)
В
-77,
* Допускается вместо фаски округленно радиусом R = c и отсутствие фаски для исполнения 2.
Издание официальное
★
Перепечатка воспрещена
ог
НМ
Таблица! р
to
|
6 |
0,50_ |
16 |
5 |
16 |
4 |
11,5 |
6 |
6,75 |
|||
|
4 |
|||||||||||
|
8 |
1,00 |
22 |
6 |
18 |
c |
13,5 |
8 |
8,75 |
1,5 |
||
|
10 |
24 |
20 |
15,5 |
10 |
10,80 |
0,6 |
|||||
|
—»— |
1,25 |
—— |
——- |
||||||||
|
JL |
jL |
jL |
17,5 |
12 |
joe. |
||||||
|
Л- |
jL |
JL |
18,5 |
14 |
j5j |
||||||
|
_ IS |
JL |
8 |
JL |
6 |
22,0, |
16 |
17|_ |
2,0 |
|||
|
18^ |
32 |
30 _ |
24,0 |
18 |
jL |
||||||
|
JL |
jL |
32 в |
26,0 |
20 |
21,60 _ |
6 |
|||||
|
JL |
38 |
36 |
29,0 |
22 |
jL |
||||||
|
24 |
42 |
38 |
31,0 |
24 |
25,90 |
||||||
|
JL |
1,50 |
45 |
JL |
7 |
35,01 |
27 |
_29,20 |
2,5 |
1,0 |
||
|
jL |
48 _ |
10 |
JL |
38,0 |
30 |
32,40 , |
|||||
|
33 |
52 t |
4L |
40,0 |
33 |
35,60. |
||||||
|
36 |
55 |
50 _ |
42,0 |
36 |
38,90 ^ |
||||||
|
8 |
3,0 |
||||||||||
|
30 |
60 _ |
56 |
48,0 |
39 |
42,10 |
||||||
|
42 |
65 |
60 |
52,0 |
42 |
45,40 |
88-IZS I I -LOO J
21
Продолжение табл. 1
мм
|
Номи нальный диаметр резьбы а |
Шаг резьбы Р |
D |
m |
D1 |
И1 |
о2 |
i не менее |
Ч не более |
ь |
h |
с, не более |
Число шли цев п |
|
45 |
70 |
10 |
63 ( |
55,0 |
45 |
48,60 |
3,0 |
|||||
|
8 |
||||||||||||
|
48 |
75 |
67 |
58,0 |
48 |
51,80 |
1,0 |
||||||
|
(511) |
1,5 |
78 _ |
70 |
61,0 |
50 |
52,00 |
3,5 |
|||||
|
52 |
80 |
52 |
54,00 _ |
|||||||||
|
56 |
85 |
12 |
75 |
31 |
56 |
58,00 |
||||||
|
(58) |
58 |
60,00 |
||||||||||
|
90 |
80 |
8 |
70,0 |
|||||||||
|
60 |
60 |
62,00 |
||||||||||
|
1 ■ |
—■- |
6 |
||||||||||
|
(62) |
62 |
64,00 |
||||||||||
|
95 |
85 |
75,0 |
—— |
|||||||||
|
64 |
64 |
66,00 |
10 |
|||||||||
|
68 |
68 |
70,00 |
||||||||||
|
ПЛ |
100 |
90 |
80,0 |
|||||||||
|
JL |
2,1) |
JL |
_ 72,00_ |
4,0 |
i,6 |
|||||||
|
п |
185 |
15 |
72 |
75,00 |
||||||||
|
—- |
95 |
85,0 |
||||||||||
|
76 |
ПО |
76 |
80,00 _ |
|||||||||
|
80 |
115 |
100 |
10 |
90,0 |
80 |
84,00_ |
||||||
|
,85 |
120 |
108 |
98,0 |
85 |
89,00_ |
|||||||
|
90 |
125 |
18 |
112 |
102,0 |
90 |
94,00_ |
10 |
|||||
|
12 |
||||||||||||
|
95 |
130 |
118 |
108,0 |
95 |
99,00 |
8S-IZ.8U XOOJ
ss
Продолжение так 1 р
|
11 |
135 |
1$ |
125 |
10 |
115,0 |
100 |
101,00 |
12 |
4,0 |
|
|
105 |
НО |
130 |
120,0 |
105 |
109,00 |
|||||
|
ПО |
150 |
13L |
125,0 |
ПО |
114,00 |
|||||
|
115 |
155 |
i«_ |
132,0 |
115 |
120,00 |
|||||
|
120 i |
160 |
22 |
_150 _ |
’ 137,0 _ |
120 |
125,00 |
||||
|
125 _ |
165 |
155 |
_ 112,0 |
125 |
130,00 |
|||||
|
130 |
2 |
170 |
«160 |
” 147,0 |
130 |
‘ 135,00 |
14 |
|||
|
(135) . |
175 |
165__ |
152,0 |
135 |
140,00 |
5,5 |
||||
|
НО |
_ 180 |
170 |
12 |
’ 157,0_ |
НО |
145,00 |
||||
|
(!«) |
190 |
26 |
175_ |
162,0 |
145 |
150,00 |
||||
|
150 |
200 |
1я_ |
‘ 167,0 |
150 |
155,00 |
|||||
|
11 |
J10_ |
190_ |
177,0. |
160 |
162,00 |
|||||
|
га |
220 |
202 |
~ 189,0 |
170 |
172,00 |
|||||
|
ш |
3 |
230 |
30 |
215 |
202,0 |
180 |
185,00 |
16 |
||
|
90 |
240′ |
230 |
14 |
213,0 |
190 |
195,00 |
7,5 |
|||
|
200 |
250 |
210 |
223,0 |
200 |
205,00 |
Примечания:
1. Допускается по соглашению между изготовителем и потребителем изготовлять гайки М45*1 -S-M125 с 4 шлицами.
2, Гак с размерами, указанными в скобках, применять не рекомендуется,
ГОСТ 11871-88
Пример условного обозначения гайки исполнения 1, с диаметром резьбы d= 16 мм, с мелким шагом резьбы 1,5 мм, с полем допуска резьбы 6Н, из стали марки 35, с покрытием химическим окисным, пропитанным маслом:
Гайка М16X1,5—6Н.05.05 ГОСТ 11871—88 То же, из латуни Л63, без покрытия:
Гайка M16XL5—6H.32 ГОСТ 11871—88 То же, исполнения 2, с цинковым покрытием толщиной 9 мкм, хроматированным:
Гайка 2 М16х 1,5—6Н.019 ГОСТ 11871—88
1.2. Резьба — по ГОСТ 24705.
1.3. Теоретическая масса стальных гаек указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поле допуска резьбы — 6Н по ГОСТ 16093.
2.2. Поля допусков размеров и допуски расположения поверхностей должны соответствовать указанным в табл. 2.
Допуски углов ± ■ -т; — по ГОСТ 8908.
Допускается по соглашению между изготовителем и потребителем изготовлять гайки с допуском перпендикулярности опорной поверхности к оси резьбы L# — по 11-й степени точности и шероховатостью поверхностей Ra: 1,6; 3,2; 6,3 вместо Ra\ 0,8; 1,6; 3,2 — соответственно.
Таблица 2
|
Обозначение размера или допуска |
Поле допуска или допуск |
|
D; Di |
Ы2 |
|
d2 |
Ы4 |
|
тп\ тп\ |
Ы4 |
|
Ь |
Н14 |
|
h |
Н14 |
|
По 9-й степени точности ГОСТ 24643 |
|
|
L к |
По 11-й степени точности ГОСТ 24643 |
2.3. Марки материалов и их условные обозначения должны ответствовать указанным в табл. 3.
Т а б л и
со-ц а 3
|
Материал |
Твердость по Бринеллю НВ, не менее |
Условное обозначение марки (группы) |
||
|
вид |
марка |
обозначение стандарта |
||
|
Углеродистые стали |
Ст 3 сп, Ст 3 кп |
ГОСТ 380 |
90 |
02 |
|
20 |
ГОСТ 1050 |
110 |
04 |
|
|
35 |
140 |
05 |
||
|
45 |
170 |
06 |
||
|
Легированные стали |
35Х |
ГОСТ 4543 |
197 |
11 |
|
ЗОХГСА |
217 |
|||
|
Коррозионно-стойкие стали |
12Х18Н9Т 12X18HI0T |
ГОСТ 5632 |
— |
21 |
|
14Х17Н2 |
23 |
|||
|
Латунь |
Л63 |
ГОСТ 15527 |
— |
32 |
2.4. Гайки должны изготовляться с покрытиями: цинковым хроматированным; кадмиевым хроматированным; окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Выбор покрытия для определенного материала — по ГОСТ 9.303. Технические требования к покрытиям — по ГОСТ 9.301.
Условное обозначение покрытий — цифровое по ГОСТ 1759.0.
2.5. Твердость поверхностей шлицев гаек — не менее 372HV или 38HRCa. Глубина закаленного слоя — не менее 1 мм.
По согласованию между изготовителем и потребителем допускается изготовлять гайки без термообработки.
2.6. Дефекты поверхности гаек — по ГОСТ 1759.3.
3. ПРИЕМКА