Гост iso 8675-2014 гайки шестигранные низкие с фаской (тип 0) с мелким шагом резьбы. классы точности а и в
Содержание:
- 8.2 Испытание твердости
- 8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
- 8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
- Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
- 3.4 Проведение испытания
- 4 Минимальныеразрушающиекрутящиемоменты
- 5 Оценкакрутящегомомента
- ПриложениеА (справочное)Пояснительнаязаписка
8.2 Испытание твердости
При контроле гаек испытание твердости проводят на одной из опорных
поверхностей гайки в трех точках, смещенных относительно друг друга на 120°, а
значения твердости определяют как среднеарифметическое трех измерений.
В спорных случаях твердость проверяют на продольном сечении,
проходящем через ось гайки, в точках, расположенных как можно ближе к наружному
диаметру резьбы гайки.
Испытание твердости по Виккерсу является решающим и, где это
возможно, следует применять нагрузку 30HV.
В случае применения испытаний по
Бринеллю и Роквеллу следует использовать переводные таблицы.
Испытание твердости по Виккерсу — по ГОСТ 2999.
Испытание твердости по Бринеллю — по ГОСТ 9012.
Испытание твердости по Роквеллу — по ГОСТ 9013.
8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используясоответствующийметодизмерений ( или )
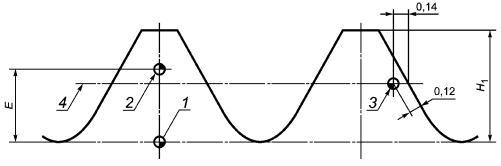
напродольномсеченииучастка резьбыпроверяют, соответствуютлиустановленнымпредельнымзначениямвысотанеобезуглероженнойзоны (основногометаллаЕ) иглубиназоныполногообезуглероживания (G) (см. рисунок 5).
МаксимальноезначениеGиформулы, определяющиеминимальныезначенияE, приведеныв .
1 —полностьюобезуглероженнаязона;
2 —частичнообезуглероженнаязона;
3 —образующаясреднегодиаметрарезьбы; 4 —основнойметалл (необезуглероженнаязона);
H1—высотанаружнойрезьбы
Рисунок 5
—Зоныобезуглероживания
8.9.1 Основныепонятия
8.9.1.1 Твердостьосновногометалла-твердостьнаиближайшегокповерхности (приперемещенииотсердцевиныкнаружномудиаметру) участка, измереннаянепосредственнопередначалом увеличенияилиуменьшениятвердости, указывающаянанауглероживаниеилиобезуглероживание соответственно.
8.9.1.2 Обезуглероживание-обычнопотерясодержанияуглеродавповерхностномслоечерныхметалловпромышленногопроизводства (сталей).
8.9.1.3 Частичноеобезуглероживание-обезуглероживаниеспотерейуглеродавколичестве, достаточномдляпосветленияотпущенногомартенситаисущественногоуменьшениятвердостипо сравнениюствердостьюсоседнегоосновногометалла; приэтомвметаллографическихисследованиях ферритныезернанепросматриваются.
8.9.1.4 Полноеобезуглероживание-обезуглероживаниеспотерейуглеродавколичестве, достаточномдляобнаруженияприметаллографическихисследованияхчетковыраженныхферритных зерен.
8.9.1.5 Науглероживание-увеличениесодержанияуглеродавповерхностномслоевколичестве, превышающемеговосновномметалле.
8.9.2 Методыизмерений
8.9.2.1 Методсиспользованиеммикроскопа
Данныйметодпозволяетопределитьпараметры Е иG.
Образецдляисследованиявырезаютпоосирезьбынарасстоянииполовиныноминальногодиаметра (1/2 d) отконцаболта, винтаилишпильки, прошедшихтермообработку. Дляшлифовкииполировкиобразецустанавливаютвзажимномприспособленииилипредпочтительнеезаливаютпластмассой.
Послеустановкиобразцанеобходимошлифоватьиполироватьегоповерхностьвсоответствиис требованиямиметаллографическогоисследования.
Длявыявленияизмененийвмикроструктуре, вызванныхобезуглероживанием, обычноприменяетсятравлениев 3 %-номрастворениталя (концентрированнаяазотнаякислотавэтаноле).
Еслииноенеоговоренозаинтересованнымисторонами, дляисследованиямикроструктурыиспользуютстократноеувеличение.
Еслимикроскопимеетматовоестекло, тоглубинуобезуглероживанияможноизмерятьнепосредственнопошкале. Есливизмеренияхиспользуютокуляр, тоондолженбытьсоответствующеготипа, снабженныйвизиромилишкалой.
8.9.2.2 Методизмерениятвердости(арбитражныйметоддлячастичногообезуглероживания).
МетодизмерениятвердостиможноприменятьтолькодлярезьбысшагомР≥1,25 мм.
ИзмерениятвердостипоВиккерсупроводятвтрехточках, показанныхнарисунке 6. ЗначенияЕприведенывтаблице 13. Нагрузкадолжнасоставлять 300 г.

hv2≥ hv1—
30;
HV3£ HV1+ 30;
1,2, 3 —точкиизмерений; 4 —образующаясреднегодиаметрарезьбы
Рисунок 6
—Измерениетвердостивиспытаниинаобезуглероживание
Таблица 13-ЗначениядляН1 и Е
Вмиллиметрах
|
Шаг резьбы Ра, мм |
H1мм |
Eminb, |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
а Для Р£1 bЗначения рассчитаны на основании требований |
Определениетвердостивточке 3 следуетпроводитьнаобразующейсреднегодиаметрарезьбы витка, соседнегосвитком, накоторомпроводилиизмерениявточках 1и 2.
ЗначениетвердостипоВиккерсувточке 2 (HV2) должнобытьнеменеесоответствующегозначениявточке 1(HV1) минус 30 единицпоВиккерсу. ВэтомслучаевысотанеобезуглероженнойзоныЕ, как минимум, соответствуетзначению, установленномувтаблице 13.
ЗначениетвердостипоВиккерсувточке 3 (HV3) должнобытьнеболеесоответствующегозначениявточке 1(HN1,), плюс 30 единицпоВиккерсу.
Данныйметодизмерениятвердостинепозволяетобнаружитьзонуполногообезуглероживания вплотьдомаксимальногозначения, установленногов.
8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используя соответствующий метод измерений ( или ) на продольном сечении участка резьбы проверяют, соответствуют ли
установленным предельным значениям высота необезуглероженной зоны (основного
металла Е) и глубина зоны полного
обезуглероживания (G) (см. рисунок ).
Максимальное значение G и формулы, определяющие минимальные значения Е, приведены в таблице .
—
полностью обезуглероженная зона; 2 —
частично обезуглероженная зона; 3 — образующая
среднего диаметра резьбы; 4 —
основной металл (необезуглероженная зона); H1 — высота наружной резьбы
Рисунок 5 — Зоны обезуглероживания
8.9.1
Основные понятия
8.9.1.1
Твердость основного металла — твердость наиближайшего к поверхности (при перемещении от
сердцевины к наружному диаметру) участка, измеренная непосредственно перед
началом увеличения или уменьшения твердости, указывающая на науглероживание или
обезуглероживание соответственно.
8.9.1.2
Обезуглероживание — обычно потеря содержания углерода в поверхностном слое
черных металлов промышленного производства (сталей).
8.9.1.3
Частичное обезуглероживание — обезуглероживание с потерей углерода в количестве,
достаточном для посветления отпущенного мартенсита и существенного уменьшения
твердости по сравнению с твердостью соседнего основного металла; при этом в
металлографических исследованиях ферритные зерна не просматриваются.
8.9.1.4
Полное обезуглероживание — обезуглероживание с потерей углерода в количестве,
достаточном для обнаружения при металлографических исследованиях четко
выраженных ферритных зерен.
8.9.1.5
Науглероживание — увеличение содержания углерода в поверхностном слое в
количестве, превышающем его содержание в основном металле.
8.9.2
Методы измерений
8.9.2.1 Метод
с использованием микроскопа
Данный
метод позволяет определить параметры Е и G.
Образец для исследования вырезают по оси резьбы на расстоянии
половины номинального диаметра (1/2d) от конца болта, винта или
шпильки, прошедших термообработку. Для шлифовки и полировки образец
устанавливают в зажимном приспособлении или предпочтительнее заливают
пластмассой.
После установки образца необходимо шлифовать и полировать его
поверхность в соответствии с требованиями металлографического исследования.
Для выявления изменений в микроструктуре, вызванных
обезуглероживанием, обычно применяется травление в 3 %-ном растворе ниталя
(концентрированная азотная кислота в этаноле).
Если иное не оговорено заинтересованными сторонами, для
исследования микроструктуры используют стократное увеличение.
Если микроскоп имеет матовое стекло, то глубину обезуглероживания
можно измерять непосредственно по шкале. Если в измерениях используют окуляр,
то он должен быть соответствующего типа, снабженный визиром или шкалой.
8.9.2.2
Метод измерения твердости (арбитражный метод для частичного
обезуглероживания).
Метод
измерения твердости можно применять только для резьбы с шагом Р ≥1,25 мм.
Измерения
твердости по Виккерсу проводят в трех точках, показанных на рисунке .
Значения Е приведены в таблице . Нагрузка должна составлять 300 г.
HV2≥HV1 — 30; HV3≤HV1 + 30;
, 2, 3 — точки измерений; 4 — образующая среднего диаметра
резьбы
Рисунок 6 — Измерение твердости в испытании на обезуглероживание
Таблица 13 — Значения для H1 и Е
В миллиметрах
|
Шаг |
H1, мм |
Eminb, мм, |
||
|
8.8, |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
а Для Р ≤ 1 мм следует b Значения рассчитаны на основании |
Определение твердости в точке 3 следует проводить на образующей среднего диаметра резьбы витка,
соседнего с витком, на котором проводили измерения в точках 1 и 2.
Значение твердости по Виккерсу в точке 2 (HV2) должно быть не менее соответствующего значения
в точке 1 (HV1) минус 30 единиц по
Виккерсу. В этом случае высота необезуглероженной зоны Е, как минимум, соответствует
значению, установленному в таблице .
Значение твердости по Виккерсу в точке 3 (HV3) должно быть не более
соответствующего значения в точке 1 (HV1), плюс 30 единиц по Виккерсу.
Данный метод измерения твердости не позволяет обнаружить зону
полного обезуглероживания вплоть до максимального значения, установленного в
таблице .
Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
| Обозначение: | ГОСТ ISO 898-1-2014 |
|---|---|
| Статус: | действующий |
| Тип: | ГОСТ ИСО |
| Название русское: | Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы |
| Дата актуализации текста: | 26.02.2016 |
| Дата актуализации описания: | 01.06.2019 |
| Дата издания: | 06.08.2018 |
| Дата введения в действие: | 01.01.2017 |
| Дата последнего изменения: | 09.01.2019 |
| Переиздание: | переиздание |
| Область и условия применения: | Настоящий стандарт устанавливает механические и физические свойства болтов, винтов и шпилек из углеродистых и легированных сталей при испытании в условиях с температурой окружающей среды от 10 °С до 35 °С. Крепежные изделия (болты, винты и шпильки) оцениваются на соответствие требованиям настоящего стандарта только в указанном температурном диапазоне. Изделия могут не сохранять установленные механические и физические свойства при более высоких и более низких температурах (см. приложение B). <br> Некоторые болты и винты могут не соответствовать требованиям настоящего стандарта по растяжению или кручению вследствие уменьшенной площади среза в головке по отношению к расчетному сечению резьбы. К ним относят болты и винты, имеющие низкую или потайную головку (см. 8.2) <br> Стандарт распространяется на болты, винты и шпильки: <br> — из углеродистых или легированных сталей; <br> — с треугольной метрической резьбой в соответствии с ISO 68-1; <br> — с крупным шагом резьбы от M1,6 до М39 и с мелким шагом резьбы от М8х1 до М39хЗ; <br> — с сочетаниями диаметр/шаг в соответствии с ISO 261 и ISO 262; <br> — с допусками резьбы в соответствии с ISO 965-1, ISO 965-2 и ISO 965-4. <br> Стандарт не распространяется на установочные винты и аналогичные резьбовые крепежные изделия, не подвергаемые растягивающим напряжениям (см. ISO 898-5). <br> Стандарт не устанавливает требования к следующим свойствам: <br> — свариваемость; <br> — коррозионная стойкость; <br> — прочность на срез; <br> — отношение крутящего момента к усилию предварительной затяжки (метод испытания см. ISO 16047); <br> — усталостная прочность |
| Расположен в: |
Общероссийский классификатор стандартов → Механические системы и устройства общего назначения → Крепежные изделия → Болты, винты, шпильки Классификатор государственных стандартов → Машины, оборудование и инструмент → Крепежные изделия общемашиностроительного применения → Болты |
3.4 Проведение испытания
Зажимаютболтиливинтвиспытательномустройствекакминимумнадваполныхвиткарезьбы, оставляясвободнуюдлинурезьбы, равнуюнеменееодногодиаметрарезьбы, междуголовкойболта
иливинтаирезьбовойвставкой (см. рисунок 1). Постепеннокголовкеприкладываютвозрастающийкрутящиймомент.
4 Минимальныеразрушающиекрутящиемоменты
МинимальныйразрушающийкрутящиймоментMВminвычисляютпоформуле
МВ min = τВ min× Wp min
гдеτВ min-минимальныйпределпрочностиприкручении, равныйX×RmmjnX-соотношение
пределовпрочностиτBRmmin(см. таблицу 1), Rmmin-пределпрочностиприрастяжении];
Wpmin-моментсопротивленияприкручении, равный- (d3min-минимальноезначение
внутреннегодиаметранаружнойрезьбы).
5 Оценкакрутящегомомента
Считается, чтоиспытуемыйболтиливинтвыдержалииспытаниенакручение, еслидодостижения
значенияминимальногоразрушающегомомента, установленноговтаблице 2, непроизошлоразрушения.
Таблица 1 -ОтношениепределовпрочностиX
|
Класспрочности |
8.8 |
9.8 |
10.9 |
12.9 |
|
ОтношениеX |
0,84 |
0,815 |
0,79 |
0,75 |
Таблица 2 -Минимальныеразрушающиекрутящиемоменты
|
Резьба |
Шаг резьбы, мм |
Минимальный разрушающий крутящий |
|||
|
Класс прочности |
|||||
|
8.8 |
9.8 |
10.9 |
12.9 |
||
|
М1 |
0,25 |
0,033 |
0,036 |
0,040 |
0,045 |
|
М1,2 |
0,25 |
0,075 |
0,082 |
0,092 |
0,10 |
|
М1,4 |
0,3 |
0,12 |
0,13 |
0,14 |
0,16 |
|
М1,6 |
0,35 |
0,16 |
0,18 |
0,20 |
0,22 |
|
М2 |
0,4 |
0,37 |
0,40 |
0,45 |
0,50 |
|
М2,5 |
0,45 |
0,82 |
0,90 |
1,0 |
1,1 |
|
М3 |
0,5 |
1,5 |
1,7 |
1,9 |
2,1 |
|
М3,5 |
0,6 |
2,4 |
2,7 |
3,0 |
3,3 |
|
М4 |
0,7 |
3,6 |
3,9 |
4,4 |
4,9 |
|
М5 |
0,8 |
7,6 |
8,3 |
9,3 |
10 |
|
Мб |
1 |
13 |
14 |
16 |
17 |
|
М7 |
1 |
23 |
25 |
28 |
31 |
|
М8 |
1,25 |
33 |
36 |
40 |
44 |
|
М8×1 |
— |
38 |
42 |
46 |
52 |
|
М10 |
1,5 |
66 |
72 |
81 |
90 |
|
М10×1 |
— |
84 |
92 |
102 |
114 |
|
М10×1,25 |
— |
75 |
82 |
91 |
102 |
|
1) Минимальныеразрушающиекрутящиемоментыдействительныдляболтовивинтовсполемдопуска резьбы 6g, 6fи6е. |
ПриложениеА (справочное)Пояснительнаязаписка
ИСО 898-1 устанавливаетклассыпрочностидляболтовивинтов, нопредусматриваятолькоминимальные
разрушающиенагрузкиипробныенагрузкидлярезьбнеменееМ3, посколькудляболтовивинтовменьшегоразмеравлияниедопусковнарезьбуидопусковиспытательногоустройстватаково, чтоточноеопределениеразрушающихнагрузокипробныхнагрузокневозможно.
Ввидутого, чтоболтыивинтысрезьбойвышеМ3до, примерно, М10 частоневозможноиспытатьнарастяжение (испытатьпробнойнагрузкой) ввидуихмалойдлины, минимальныеразрушающиекрутящиемоментыустанавливаютсядляболтовивинтовМ1 —
М10 (включаярезьбысмалымшагомМ8×1,М10×1 и
М10×1,25), чтопозволяет оцениватьфункциональныехарактеристикиэтихболтовивинтов.
Внастоящеевремяминимальныеразрушающиекрутящиемоментыможноустановитьтолькодляклассов
прочности 8.8 — 12.9, посколькудляболеенизкихклассовпрочностирезультатыиспытанияимеютбольшойразброс, ипоэтомутребуютсядополнительныеисследования.
Указанныеминимальныеразрушающиекрутящиемоментыследуетприкладыватьбезучетатрения, атип
испытательногоустройствавзятпроизвольновкачествепримераподходящегоустройства ().
Минимальныеразрушающиекрутящиемоментыопределенынаосновепоперечныхсечений, получающихся
изминимальныхзначенийвнутреннегодиаметрарезьбысполемдопуска 6g. Испытанияпоказывают, чтокрутящие
моментыможнотакжеиспользоватьдляболтовивинтовсполямидопусковрезьбы 6fи6е.