Гост р 52660-2006
Содержание:
- 9.3 Идентификация
- Факторы, влияющие на результаты измерений и матричные эффекты
- Приложение Б (справочное)
- 8.11 Контроль дефектов поверхности
- 9 Маркировка
- 8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
- Прочность болтов
- Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского стандарта
- Библиография
9.3 Идентификация
9.3.1 Болты и винты с шестигранной и звездообразной головкой
Болты и винты с шестигранной и звездообразной головкой ( включая изделия с фланцем ) следует маркировать товарным знаком изготовителя и обозначением класса прочности , приведенным в таблице 14.
Данная маркировка является обязательной для всех классов прочности и наносится на верхней части головки выпуклыми или углубленными знаками или на боковой части головки углубленными знаками ( см . рисунок 7). Для болтов и винтов с фланцем маркировку следует наносить на фланце , если в процессе производства невозможно нанести маркировку на верхней части головки .
Маркировка является обязательной для болтов и винтов с шестигранной и звездообразной головкой диаметром резьбы d ≥ 5 мм .
а Товарный знак изготовителя .
b Класс прочности .
Рисунок 7
— Примеры маркировки болтов и винтов с шестигранной и звездообразной головкой
9.3.2 Винты с шестигранным и звездообразным углублением в головке
Винты с шестигранным и звездообразным углублением в головке «под ключ» следует маркировать товарным знаком изготовителя и обозначением класса прочности , приведенным в таблице 14.
Маркировка является обязательной для классов прочности 8.8 и выше . Символы маркировки рекомендуется наносить на боковую сторону головки углубленными знаками или на верхнюю часть головки углубленными или выпуклыми знаками ( см . рисунок 8).
Маркировка является обязательной для винтов с шестигранным и звездообразным углублением в головке «под ключ» номинальным диаметром резьбы d ≥ 5 мм .
Рисунок 8
— Примеры маркировки винтов с шестигранным углублением в головке
9.3.3 Болты с полукруглой головкой и квадратным подголовком
Болты с полукруглой головкой и квадратным подголовком классов прочности 8.8 и выше следует маркировать идентифицирующим знаком изготовителя и обозначением класса прочности , приведенным в таблице 14.
Для болтов номинальным диаметром d ≥ 5
мм маркировка является обязательной . Она должна быть нанесена на головке углубленными или выпуклыми знаками ( см . рисунок 9).
Рисунок 9
— Пример маркировки болтов с полукруглой головкой и квадратным подголовком
9.3.4 Шпильки
Шпильки номинальным диаметром резьбы d ≥ 5 мм классов прочности 5.6, 8.8 и выше следует маркировать углубленными знаками с нанесением обозначения класса прочности в соответствии с таблицей 14 и товарного знака изготовителя на участок шпильки без резьбы ( см . рисунок 10).
Если маркировка шпильки на участке без резьбы невозможна , допускается маркировка только класса прочности на гаечном конце шпильки ( см . рисунок 10). Для шпилек с неподвижной посадкой применяют маркировку на гаечном конце с нанесением только товарного знака изготовителя , если это возможно .
Рисунок
10 — Маркировка шпилек
Допускается в качестве альтернативной маркировки классов прочности применять символы , приведенные в таблице 16.
Таблица 16 — Альтернативные символы для маркировки шпилек
|
Класс прочности |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Символ маркировки |
9.3.5 Другие типы болтов и винтов
Для маркировки других типов болтов и винтов , а также специальных изделий , по соглашению между заинтересованными сторонами , можно применять те же способы маркировки , что описаны в 9.3.1 — 9.3.4.
Факторы, влияющие на результаты измерений и матричные эффекты
А.1 Если образцы содержат воду или механические примеси, результаты
могут быть неправильными. Поэтому, образцы, которые не прозрачны, должны быть
профильтрованы через бумажный фильтр, чтобы удалить воду и механические
примеси.
А.2 Жир, оставленный пальцами
при соприкосновении с внутренней стенкой кюветы для образца, или образец на
пленке окошечка кюветы, могут оказывать влияние на результат при анализе
низкого содержания серы. Этих факторов следует избегать.
А.3 Кюветы для образца должны
готовиться на чистой поверхности; можно использовать бумагу для печати.
А.4 Окошечки кювет для образцов
должны быть проверены на герметичность; следует избегать складок на пленке.
А.5
Кюветы, содержащие летучие образцы, должны быть накрыты, чтобы свести к
минимуму испарение и изменение концентрации.
А.6 Измерение (большого числа)
летучих образцов может повлиять на чувствительность прибора отрицательным
образом.
А.7 Использованные кюветы для
образцов не следует применять повторно в том случае, когда предполагают
получить большие значения. Те же результаты могут быть получены при длительном
времени измерения.
Приложение
Б
(справочное)
8.11 Контроль дефектов поверхности
Контроль дефектов поверхности в соответствии с ГОСТ 1759.2 .
При использовании программы испытаний А проверку дефектов поверхности испытательных образцов болтов проводят перед их обработкой .
9 Маркировка
Крепежные изделия , изготовленные в соответствии с требованиями настоящего стандарта , следует маркировать в соответствии с 9.1 — 9.5.
Только в случае выполнения всех требований настоящего стандарта крепежные детали можно
маркировать и / или обозначать с использованием системы обозначений , представленной в разделе 3 .
Если иное не установлено в стандарте на продукцию , высоту рельефной маркировки на верхней
части головки не учитывают в размерах высоты головки .
Маркировка винтов с прямым шлицем и винтов с крестообразным шлицем не предусмотрена стандартом и может выполняться по усмотрению изготовителя .
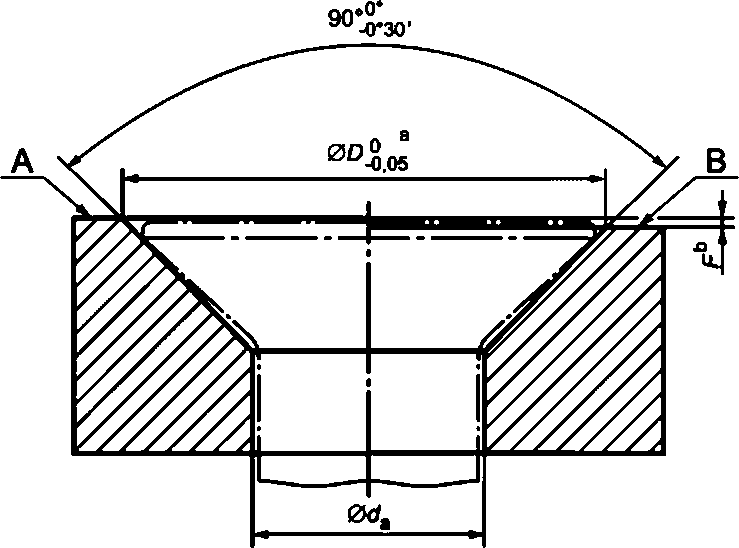
8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используя соответствующий метод измерений ( 8.9.2.1 или 8.9.2.2)
на продольном сечении участка резьбы проверяют , соответствуют ли установленным предельным значениям высота необезуглероженной зоны ( основного металла Е ) и глубина зоны полного обезуглероживания ( G ) ( см . рисунок 5).
Максимальное значение G и формулы , определяющие минимальные значения E , приведены в таблице 3 .
1 — полностью обезуглероженная зона ;
2 — частично обезуглероженная зона ;
3 — образующая среднего диаметра резьбы ; 4 — основной металл ( необезуглероженная зона );
H 1 — высота наружной резьбы
Рисунок 5
— Зоны обезуглероживания
8.9.1 Основные понятия
8.9.1.1 Твердость основного металла — твердость наиближайшего к поверхности ( при перемещении от сердцевины к наружному диаметру ) участка , измеренная непосредственно перед началом увеличения или уменьшения твердости , указывающая на науглероживание или обезуглероживание соответственно .
8.9.1.2 Обезуглероживание — обычно потеря содержания углерода в поверхностном слое черных металлов промышленного производства ( сталей ).
8.9.1.3 Частичное обезуглероживание — обезуглероживание с потерей углерода в количестве , достаточном для посветления отпущенного мартенсита и существенного уменьшения твердости по сравнению с твердостью соседнего основного металла ; при этом в металлографических исследованиях ферритные зерна не просматриваются .
8.9.1.4 Полное обезуглероживание — обезуглероживание с потерей углерода в количестве , достаточном для обнаружения при металлографических исследованиях четко выраженных ферритных зерен .
8.9.1.5 Науглероживание — увеличение содержания углерода в поверхностном слое в количестве , превышающем его содержание в основном металле .
8.9.2 Методы измерений
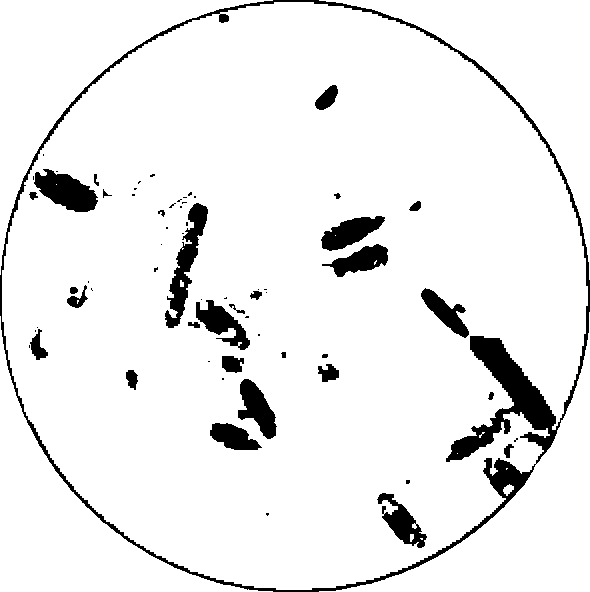
8.9.2.1 Метод с использованием микроскопа
Данный метод позволяет определить параметры Е и G .
Образец для исследования вырезают по оси резьбы на расстоянии половины номинального диаметра (1/2 d ) от конца болта , винта или шпильки , прошедших термообработку . Для шлифовки и полировки образец устанавливают в зажимном приспособлении или предпочтительнее заливают пластмассой .
После установки образца необходимо шлифовать и полировать его поверхность в соответствии с требованиями металлографического исследования .
Для выявления изменений в микроструктуре , вызванных обезуглероживанием , обычно применяется травление в 3 %- ном растворе ниталя ( концентрированная азотная кислота в этаноле ).
Если иное не оговорено заинтересованными сторонами , для исследования микроструктуры используют стократное увеличение .
Если микроскоп имеет матовое стекло , то глубину обезуглероживания можно измерять непосредственно по шкале . Если в измерениях используют окуляр , то он должен быть соответствующего типа , снабженный визиром или шкалой .
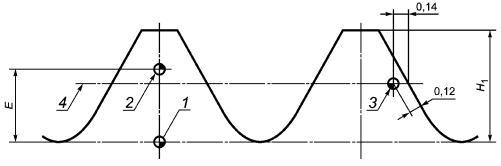
8.9.2.2 Метод измерения твердости ( арбитражный метод для частичного обезуглероживания ).
Метод измерения твердости можно применять только для резьбы с шагом Р ≥ 1,25 мм .
Измерения твердости по Виккерсу проводят в трех точках , показанных на рисунке 6. Значения Е приведены в таблице 13. Нагрузка должна составлять 300 г .
hv2 ≥ hv1—
30;
HV3 £ HV1+ 30;
1,2, 3 — точки измерений ; 4 — образующая среднего диаметра резьбы
Рисунок 6
— Измерение твердости в испытании на обезуглероживание
Таблица 13 — Значения для Н 1 и Е
В миллиметрах
|
Шаг резьбы Ра, мм |
H 1 мм |
E min b , |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
а Для Р £ 1 b Значения рассчитаны на основании требований |
Определение твердости в точке 3 следует проводить на образующей среднего диаметра резьбы витка , соседнего с витком , на котором проводили измерения в точках 1 и 2.
Значение твердости по Виккерсу в точке 2 ( HV 2 ) должно быть не менее соответствующего значения в точке 1 ( HV 1 ) минус 30 единиц по Виккерсу . В этом случае высота необезуглероженной зоны Е , как минимум , соответствует значению , установленному в таблице 13.
Значение твердости по Виккерсу в точке 3 ( HV 3 ) должно быть не более соответствующего значения в точке 1 ( HN 1 ,), плюс 30 единиц по Виккерсу .
Данный метод измерения твердости не позволяет обнаружить зону полного обезуглероживания вплоть до максимального значения , установленного в таблице 3 .
Прочность болтов
Все болты, с резьбой более М6, должны маркироваться. На головке болта маркируется прочность болтов по ГОСТ или по ISO, а также их исполнение. Если резьба болта или винта больше чем М6, и на головке нет маркировки, то от использования такого болта следует отказаться. Рассмотрим, что обозначает класс прочности болтов и как он обозначается непосредственно на головке.
На картинке изображены три вида маркировки. Прочность болтов 8.8 самая распространенная. Болт класса прочности 10.9, соответственно, более прочный, чем 8.8. Обозначение «Х» на головке болта указывает, что болт каленый, как правило, такое обозначение на карданных болтах. Существуют классы прочности болтов 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Точка между цифрами может отсутствовать.
Теперь поговорим о том, что обозначают эти цифры. Первая цифра маркировки равно 0,01 пределу прочности болта на растяжение, чтобы понять предел прочности, делим первую цифру на 0,01 и получаем предел прочности на растяжение в МПа. Вторая цифра равно 0,1 отношения предела текучести болта к пределу прочности на растяжение. Если перемножить цифры, и результат умножить на 10, то получим предел текучести в МПа. Приведем пример расшифровки. Прочность болта 12.9 расшифровывается следующим образом:
12/0,01 = 1200 (МПа) – предел прочности на растяжение.
12х10х9 = 1080 (МПа) – предел текучести.
Болты класса прочности до 5.6 чаще всего используются в мебельном производстве, остальные используются в машиностроении и строительстве. Причем класс прочности 10.9 и 12.9, ввиду высокой цены, используется при сборке особо ответственных узлов.
Помимо болтов со стандартной шестигранной головкой, также используются винты с внутренним шестигранником, болты с фланцем, болты с полукруглой головкой и квадратным подголовником и другие. Место расположения маркировки у таких болтов отличается от стандартных болтов. Маркировка может наноситься на цилиндрическую поверхность или под головку болта.
На картинке изображены примеры нанесения маркировки на болт с полукруглой головкой (слева) и на болт с внутренним шестигранником (справа).
Существуют и болты, предназначенные для использования в определенных узлах, они могут иметь дополнительные маркировки. Например, болты для строительства мостов могут иметь маркировку «ХЛ», что означает допустимое применение болта при температурах до – 65С. Иногда на головках болтов указывают марку стали, примененную при изготовлении.
На шпильках также указывается класс прочности, наносится он цилиндрическую часть, где отсутствует резьба, но с двумя существенными различиями: 1) На болтах маркировка выступает над поверхностью, на шпильках наоборот – маркировка углубляется в материал. 2) Шпильки маркируются, начинаются с класса прочности 5.6. На диаметрах шпилек, менее М12, иногда маркируют не цифры, а условные знаки, каждый из которых соответствует классу прочности.
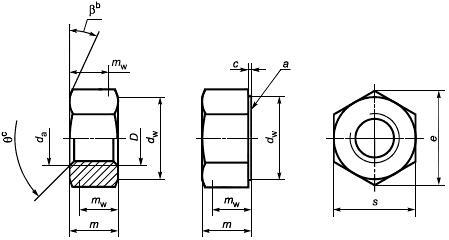
Маркировка гаек осуществляется немного по другому принципу. При нанесении маркировки на гайку учитывают отношение ее высоты к диаметру резьбы. По отношению высоты гайки к диаметру, гайки делятся на 5 видов: 1) Низкие Н/d меньше 0,8 2) Нормальные с отношением высоты к диаметру резьбы 0,8 3) Высокие с отношением 1,2 4) Сверхвысокие с отношением 1,5. 5) Сверхнизкие, маркировка на них обычно не наносится.
Для низких гаек существует всего два класса прочности – 04 и 05. Для расчета предела прочности на растяжение откидываем 0 и умножаем на 100. Получаем 400 и 500 МПа соответственно. По полученному значению смотрим, с каким классом прочности болта следует использовать гайку.
Нормальные, высокие и сверхвысокие гайки имеют 7 классов прочности – 4, 5, 6, 8, 9, 10, 12. Аналогично умножаем на 100 и получаем значение предела прочности на растяжение. Таким образом, гайку 8 класса прочности лучше всего использовать с болтом 8.8. Распределение нагрузки в резьбе в таком случаи будет равномерным.
Иногда встречаются и другие маркировки на болтах, но, как правило, бывает это очень редко. Подавляющее большинство болтов маркируется именно по такому принципу.
В следующей статье расскажу, как сделать расчет болта на растяжение, срез и смятие.
Задавайте вопросы, оставляйте комментарии, делитесь впечатлениями от статьи!
Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского стандарта
Таблица Б.1
|
Структура европейского стандарта ЕН ИСО 20884:2004 |
Структура настоящего стандарта |
|
1 Область применения |
1 Область применения (1) |
|
2 Нормативные ссылки |
2 Нормативные ссылки (2) |
|
3 Сущность метода |
3 Сущность метода (3) |
|
4 Реактивы |
4 Реактивы (4) |
|
5 Аппаратура |
5 Аппаратура (5) |
|
6 Отбор проб |
6 Отбор проб (6) |
|
7 Калибровочные растворы |
7 Приготовление калибровочных растворов (7) |
|
8 Установочные положения |
8 Подготовка к испытанию (8) |
|
9 Калибровка |
9 Калибровка (9) |
|
10 Проведение испытания |
10 Проведение испытания (10) |
|
11 Запись результатов |
11 Обработка результатов (11 и 13) |
|
12 Прецизионность |
12 Прецизионность (12) |
|
13 Отчет по испытанию |
* |
|
Приложение А Помехи и матричные эффекты |
Приложение А Факторы, влияющие на результаты |
|
— |
Приложение Б Сопоставление структуры настоящего |
|
Библиография |
Библиография |
|
* Данный раздел исключен, т.к. его положения размещены в других Примечание — После |
Библиография
ИСО 3170:2004* Нефтяные жидкости. Ручной отбор
проб
ИСО 3171:1988* Нефтяные жидкости. Автоматический
отбор проб
ИСО14596:1998*
Нефтепродукты. Определение содержания серы. Рентгенофлуоресцентная спектрометрия
с дисперсией подлине волны
* Соответствующий национальный стандарт отсутствует. До его
утверждения рекомендуется использовать перевод на русский язык данного
международного стандарта. Перевод данного международного стандарта находится в
Федеральном информационном фонде технических регламентов и стандартов.
Ключевые слова: автомобильные топлива, топливо для
двигателей, концентрация серы, рентгенофлуоресцентная спектрометрия, дисперсия
волны