Принцип работы штангенциркуля, виды инструмента и примеры замеров
Содержание:
- Технические характеристики.
- Как правильно пользоваться штангенциркулем
- Из истории инструмента
- Советы по выбору
- Почему возникают ошибки при измерениях
- Как выбрать?
- Порядок работы и техническое обслуживание.
- Технология
- § 17. Измерение размеров деталей с помощью штангенциркуля
- Порядок измерений
- Устройство штангенциркуля
Технические характеристики.
2.1. Штангенциркули двусторонние с глубиномером ШЦЦ-I с индикацией результатов измерений на жидкокристаллическом цифровом дисплее изготавливаются из углеродистой и нержавеющей стали, с дюймовой и метрической шкалой. Штангенциркуль изготавливаются двух типов по виду стопорения: со стопорным винтом и курковым механизмом.
2.2. Штангенциркули ШЦ-I по ISO 9002 или DIN 862 изготавливаются из углеродистой с хромовым покрытием и нержавеющей стали, с ценой деления 0,01 мм. Твёрдость измерительных поверхностей инструментальной и конструкционной стали не менее 51,5 HRC.
2.3. Дополнительная установка нуля позволяет измерять относительные величины.
2.4. Электронный блок штангенциркуля позволяет облегчить съем показаний, как в метрической системе единиц измерения, так и в дюймовой.
2.5. Элемент питания: Литиевая батарейка 3V CR 2032, потребляемый ток – 18 мкА.
2.6. Имеется возможность вывода данных на компьютер или контроллер АСУТП рабочего места из электронного блока штангенциркуля по последовательному интерфейсу RS232 (СОМ — порт).
Повторяемость измерений – 0,01мм.
Исполнение по классу защиты IP65.
Технические характеристики штангенциркулей приведены в таблице 1.
Таблица 1 — Технические характеристики штангенциркулей ШЦЦ-I
| Модель | Пределы измерения, мм (дюйм) | Дискретность отсчета,
мм (дюйм) |
Погрешность измерений,
мм (дюйм) |
Масса, кг |
| ШЦЦ-I-100-0,01 | 0-125 (0-4”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,1 |
| ШЦЦ-I-125-0,01 | 0-125 (0-5”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,14 |
| ШЦЦ-I-150-0,01 | 0-150 (0-6”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,2 |
| ШЦЦ-I-200-0,01 | 0-150 (0-8”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,37 |
| ШЦЦ-I-300-0,01 | 0-150 (0-12”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,62 |
| ШЦЦ-I-400-0,01 | 0-150 (0-16”) | 0,01 (0,005”) | ±0,03(±0,001) | 0,94 |
| ШЦЦ-I-500-0,01 | 0-150 (0-20”) | 0,01 (0,005”) | ±0,03(±0,001) | 1,25 |
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
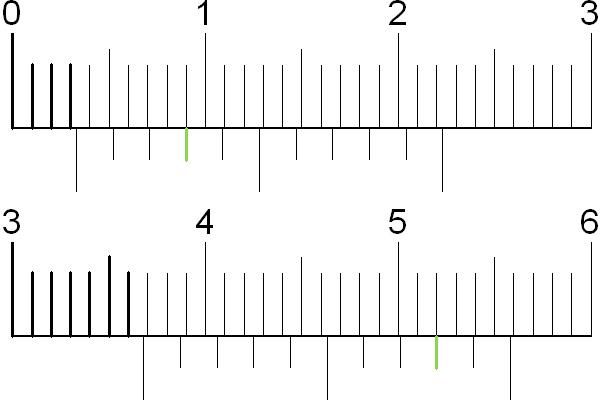
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
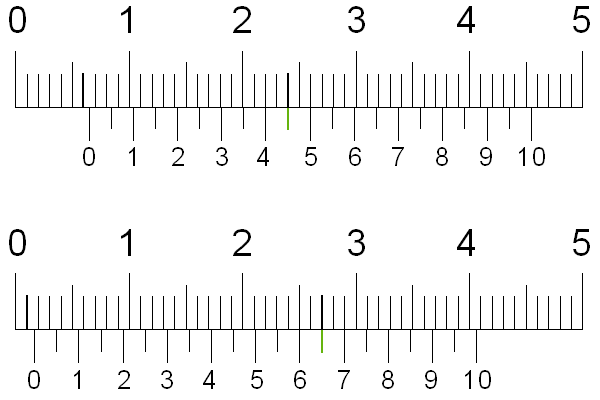
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
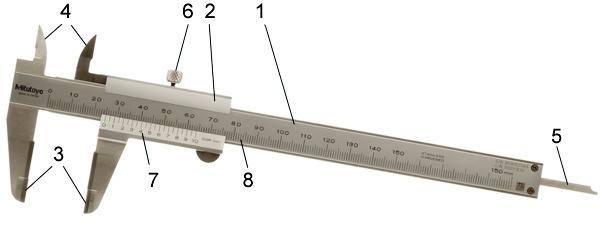
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
- К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать
При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.
Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Как выбрать?
Если вы хотите выбрать штангенциркуль для разметки, который подойдёт вам наилучшим образом, прежде всего обратите внимание на качество. Среди лучших производителей этих инструментов – швейцарский бренд Tesa, японский Mitutoyo, немецкая фирма Mahr
На отечественном рынке доверием пользуются Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН).
Стоит принять во внимание функциональные особенности каждой из моделей. Есть стандартная конфигурация прибора, она отмечается производителем специальным обозначением ШЦ-I
Это простой вариант с двумя измерительными губками. Если вам нужно делать замеры, например, диаметров отверстий, труб, какие-либо внутренние размеры, лучше остановить свой выбор на ШЦ-II с дополнительной парой губок, предназначенных как раз для этого.
Модели с циферблатом (круговой шкалой) отличаются маркировкой ШЦК. Если вы не стремитесь купить наиболее дешёвый вариант штангенциркуля, то имеет смысл выбрать из них, ведь работать с циферблатом проще, чем с делениями нониуса. Если ваша цель – купить дорогой инструмент с высшими показателями точности, то вам подойдёт цифровой прибор ШЦЦ, с помощью которого вы сможете выполнять измерения и разметку с точностью до 0.02 мм.
Существуют компактные модели для размеров не больше 20 см, но если вы хотите снимать точные размеры, скажем, при строительстве, то можете купить специализированный штангенциркуль с длиной штанги до 1 м и более. Только имейте в виду, что у него может быть больше погрешность измерений.
Наконец, не забывайте о специфике поверхности, для разметки которой будет использоваться штангенциркуль. Сталь, используемая в машиностроении, титан и различные твёрдые сплавы трудно размечать обычным инструментом. Вы можете выбрать модель с маркировкой ШЦТ – с губками из сплава повышенной твёрдости. Их можно подвергать более высоким нагрузкам без риска повреждений.
Многих беспокоит вопрос, есть ли опасность получить брак или подделку. Шанс того, что это произойдёт, сводится к нулю, если вы покупаете или заказываете инструмент в официальном магазине бренда. Совсем другое дело, если вы покупаете у поставщика без лицензии дилера. Может быть, они продают дешевле, но в этом случае продукция действительно может быть контрафактной. То же самое относится ко многим дешёвым китайским моделям штангенциркулей. При покупке обязательно проверьте, легко ли двигается рамка, не попадает ли она в перекос, соответствует ли ноль на нониусе (или стрелка на циферблате) началу главной шкалы при закрытых губках.
Как переделать обычный штангенциркуль в разметочный, смотрите далее.
Порядок работы и техническое обслуживание.
8.1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
8.2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
8.3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
8.4. В процессе эксплуатации следить за состоянием элемента питания. При снижении напряжения в системе питания электронного блока, он автоматически укажет на недопустимое снижение напря-жения питания на дисплее штангенциркуля.
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
https://youtube.com/watch?v=82yPc4p9wfs
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.



Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.


Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.

При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.

Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.

От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
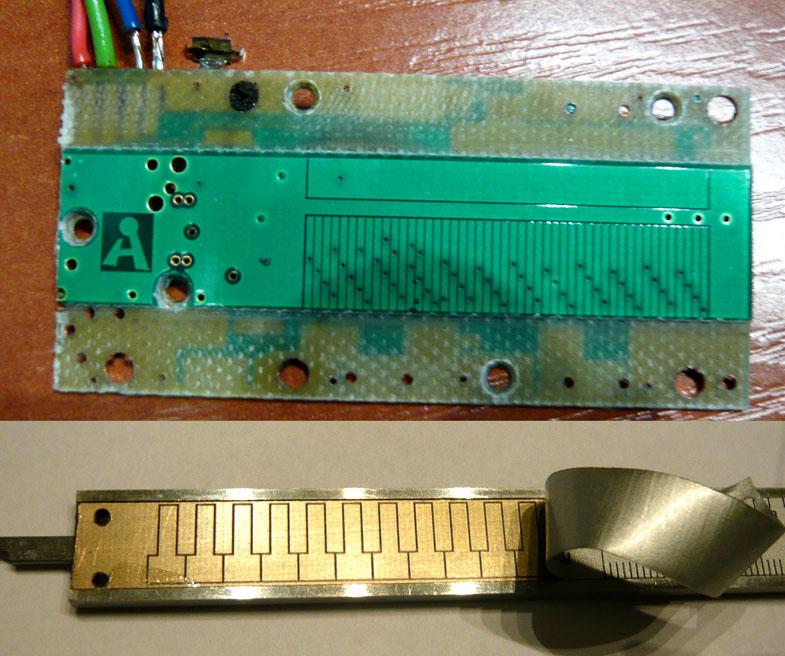
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.

Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.

На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.

Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.

Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.

Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.