Техника безопасности при работе на токарном станке
Содержание:
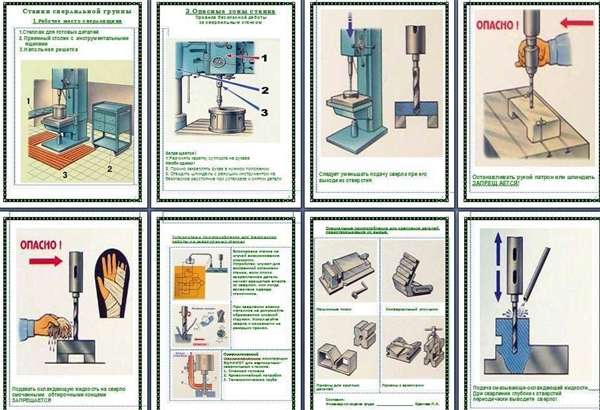
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. В процессе работы токарь должен руководствоваться правилами эксплуатации оборудования, используемого на данном виде работ, применять безопасные способы и приемы выполнения работ, выполнять только ту работу, по которой прошел обучение, инструктаж по охране труда и к которой допущен. 3.2. Не поручать свою работу необученным и посторонним лицам. 3.3. К работе на оборудовании допускаются работники, прошедшие специальное обучение и проверку знаний в установленном порядке. Передавать управление и обслуживание оборудования необученным работникам, оставлять без присмотра работающее оборудование, требующее присутствия персонала, запрещается. 3.4. Включение, запуск и контроль за работающим оборудованием должно производиться только лицом, за которым оно закреплено. 3.5. Электрооборудование, станки и механизмы, используемые в работе токарем, должны быть надежно заземлены. 3.6. Во время работы токарь обязан: — устанавливать и снимать тяжелые детали со станка только с помощью грузоподъемных механизмов; — не опираться и не подходить к станку во время его работы и не позволять делать это другим работникам; — поданные на обработку и обработанные детали укладывать устойчиво на подкладках; — при обработке деталей из металлов, дающих ленточную стружку, пользоваться стружколомателем, при этом данные работы производить строго в защитных очках; — остерегаться наматывания стружки на обрабатываемую деталь или резец и не направлять вьющуюся стружку на себя; — для удаления стружки со станка использовать специальные крючки и щетки-сметки; — в кулачковом патроне без подпоры задней бабки можно закреплять только короткие, длиной не более 2 диаметров, уравновешенные детали; в других случаях для подпоры следует пользоваться задней бабкой; — при обработке в центрах деталей длиной, равной 12 диаметрам и более, а также при скоростном и силовом резании деталей длиной, равной 8 диаметрам и более, применять дополнительные опоры (люнет); — при обработке деталей в центрах проверить крепление задней бабки, смазать центр после установки изделия; — при работе с большими скоростями применять вращающийся центр, прилагаемый к станку; — при обточке длинных деталей следить за центром задней бабки; — следить за правильной установкой резца и не подкладывать под него разные куски металла; использовать подкладки, равные площади резца; — резец зажимать с минимально возможным вылетом и не менее чем тремя болтами. 3.7. Необходимо остановить станок и выключить электрооборудование в следующих случаях: — уходя от станка даже на короткое время; — при временном прекращении работы; — при перерыве в подаче электроэнергии; — при уборке, смазке, чистке станка; — при обнаружении какой-либо неисправности, которая грозит опасностью; — при подтягивании болтов, гаек и других крепежных деталей. 3.8. Во время работы на станке токарю запрещается: — работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников; — удалять стружку непосредственно руками и инструментом; — обдувать сжатым воздухом из шланга обрабатываемую деталь; — пользоваться местным освещением напряжением выше 42 В; — брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка; — тормозить вращение шпинделя нажимом руки на вращающиеся части станка или детали; — на ходу станка производить замеры, проверять рукой чистоту поверхности обрабатываемой детали, производить шлифовку шкуркой или абразивом; — находиться между деталью и станком при установке детали грузоподъемным краном; — во время работы станка открывать и снимать ограждения и предохранительные устройства; — работать со сработанными или забитыми центрами; — затачивать короткие резцы без соответствующей оправки; — пользоваться зажимными патронами, если изношены рабочие плоскости кулачков; — при отрезании тяжелых частей детали или заготовок придерживать отрезаемый конец руками; — применять центр с изношенными или забитыми конусами. Размеры токарных центров должны соответствовать центровым отверстиям обрабатываемых деталей; — оставлять ключи, приспособления и другие инструменты на работающем станке.
Инструктаж
Эксплуатация станков с ЧПУ разрешается обслуживающему персоналу только после прохождения инструктажа по технике безопасности. Его проведение позволяет убедиться, что оператор знает все риски, которые могут возникнуть при работе с данным видом оборудования.
Существуют такие виды инструктажа для операторов станков, как:
- вводный,
- первичный,
- повторный,
- внеплановый,
- целевой.
Приказ об организации проведения инструктажей и обучения подписывается руководителем предприятия. Факт прохождения инструктажа должен фиксироваться в журнале учета.

Вводный
При найме на работу нового оператора оборудования с ЧПУ он обязательно проходит вводный инструктаж. Он не зависит от уровня квалификации станочника или предыдущего стажа работы. Также данный инструктаж проводят с учениками и студентами, которые проходят практику в цеху.
Операторам и практикантам во время данного инструктажа разъясняются следующие положения:
- информация о предприятии,
- права, предоставленные работникам законодательством о труде,
- правила распорядка и ответственность за их нарушение,
- сведения о мерах по организации охраны труда,
- виды опасных факторов на данном производстве,
- способы профилактики профзаболеваний и несчастных случаев,
- соблюдение гигиены на производстве,
- информация об авариях и их последствиях на предприятиях металлообрабатывающей отрасли,
- применение СИЗ,
- первичная доврачебная помощь,
- последовательность выполнения действий при возгораниях,
- расследование происшествий.
В отличие от остальных видов, вводный инструктаж выполняется лицом, назначенным приказом по предприятию — инженером по охране труда.

Первичный
Принятые на работу операторы станков и практиканты проходят на рабочем месте первичный инструктаж вне независимости от факта прохождения вводного инструктажа.
Этот инструктаж охватывает следующий круг вопросов:
- перечень потенциальных опасностей при работе на станке,
- поддержание порядка на рабочем месте,
- местонахождение частей оборудования, которые представляют потенциальную опасность,
- последовательность подготовки к началу работы,
- способы эксплуатации станка, исключающие появление нештатных ситуаций,
- безопасность при передвижении людей по цеху,
- порядок действий при авариях,
- причины возникновения и методы профилактики аварий и несчастных случаев.
В определенных случаях на предприятии может издан приказ об освобождении работающих от прохождения данного вида инструктажа.

Повторный
Для проверки уровня знаний по технике безопасности все рабочие каждые полгода обязаны проходить повторный инструктаж. Его можно проводить как отдельно с каждым оператором, так и с группой станочников.
Перечень вопросов, входящих в данный инструктаж, повторяет список положений первичного инструктажа.
Проверку знаний работающих выполняет мастер цеха либо лицо, ответственное за учеников или студентов.

Внеплановый
В зависимости от причины, послужившей проведению данного инструктажа, его объем и программа определяются отдельно для каждой ситуации.
Случаи, при которых операторы обязаны проходить внеплановый инструктаж:
- требования государственных контролирующих служб,
- инциденты в цеху, повлекшие аварию или ущерб здоровью станочников,
- изменения в технологическом процессе,
- модернизация оборудования,
- изменение нормативных документов, регламентирующих производственный процесс,
- пропуски в работе более 60 суток.

Целевой
При возникновении необходимости с операторами и практикантами проводят целевой инструктаж. Он обязателен в следующих случаях:
- выполнение операций с использованием наряда-допуска,
- устранение последствий аварийных ситуаций,
- разовые производственные операции, не связанные со специальностью оператора,
- проведение массовых мероприятий на цеховой территории.
Ответственный за проведение данного инструктажа — мастер цеха или преподаватель студентов-практикантов.

ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы необходимо надеть спецодежду и спецобувь для защиты от воздействия опасных и вредных производственных факторов. 2.2. Спецодежда должна быть соответствующего размера, чистой и не стеснять движений. 2.3. Перед началом работы нужно приготовить средства индивидуальной защиты, осмотреть их и убедиться в исправности. 2.4. Перед началом работы необходимо выполнить следующее: — подготовить рабочее место к работе, для чего убрать лишние предметы, освободить подходы к деревообрабатывающим станкам, стеллажам и штабелям древесины, заготовок; — включить общеобменную приточно-вытяжную вентиляцию и местные отсосы от деревообрабатывающих станков (если их пуск не сблокирован с пуском станков); — внешним осмотром проверить исправность общего и местного освещения, электропроводки, подсоединение нетоковедущих частей станков к защитному заземлению; — осмотреть поступившую на обработку древесину; во избежание травмирования работник не должен подавать на обрабатывающие станки древесину с пороками (гнилью, трухлявостью, глубокими пропилами, включениями посторонних твердых частиц), а также переувлажненные и покрытые льдом древесину и заготовки. 2.5. Перед началом работы следует проверить исправность и подготовить к работе режущий инструмент: — установленные на станках пилы или пильные диски должны быть параллельны между собой, иметь одинаковый диаметр, толщину и профиль зубьев; — проверить заточку зубьев пил и пильных дисков, ширину развода зубьев; развод зубьев должен быть одинаковым в обе стороны и не должен превышать двойной толщины пилы; если на диске (полотне) пилы или ленте поломаны зубья, имеются трещины, выпучины или другие деформации, столяру необходимо сменить режущий инструмент; — место спайки ленточной пилы не должно быть толще полотна пилы; — ножи должны быть хорошо закреплены и отбалансированы; — нельзя приступать к работе на реечном станке, у которого осевое биение пилы превышает 0,6 мм, а радиальное биение — 0,1 мм; — у рамных пил не следует допускать к работе пилы, на которых отсутствует более двух рядом расположенных зубьев; — ножевые валы строгальных станков должны быть сбалансированы и иметь цилиндрическую форму; вставные стружколоматели должны плотно прилегать к поверхности ножей по всей длине; ножевые валы не должны выступать за кромку стружколомателей более чем на 1,5 мм и должны описывать при вращении окружность одного диаметра; — ножевые валы фуговальных станков должны быть круглыми; для придания валу круглой формы запрещается применять накладки; — расклинивающий нож на продольной пиле должен отстоять от пильного диска не более чем на 10 мм, а ширина расклинивающего ножа быть не менее ширины развода зубьев и не более ширины пропила; не допускается приступать к работе на продольной пиле без расклинивающего ножа; — режущая цепь долбежного станка должна быть натянута так, чтобы оттяжка ее от линейки посередине не превышала 5 мм; — места склейки ленты на шлифовальном станке должны располагаться по ходу ленты; применение надорванной, неплотно склеенной или имеющей неровные края ленты запрещается; — шлифовальная лента должна закрепляться на цилиндрах плотно, без складок и выступающих краев; соединительный шов должен быть выполнен так, чтобы верхняя часть ленты была обращена в сторону, обратную направлению вращения цилиндров. 2.6
После проверки режущего инструмента следует проверить исправность работы деревообрабатывающих станков на холостом ходу, обратив особое внимание на состояние приводных ремней: их прочность, надежность спайки, натяжение ремней, правильность их положения на шкивах. 2.7
Проверить наличие и исправность ограждений опасных зон, предохранительных устройств, блокировок безопасности на станках; нельзя допускать работу на станках, если их движущиеся части не ограждены. 2.8. Обо всех замеченных неисправностях деревообрабатывающих станков и нарушениях требований безопасности при подготовке к работе следует сообщить руководителю работ и до их устранения к работе не приступать.
Правила техники безопасности
При эксплуатации станков с ЧПУ каждому этапу производственного процесса соответствуют свои правила, соблюдая которые можно минимизировать риск получения производственной травмы или профессионального заболевания.
Общие
Чтобы быть допущенным к управлению станком, оператор должен пройти медосмотр, и подтвердить знание правил эксплуатации оборудования. Присвоенный рабочему разряд указывается в квалификационном свидетельстве.
Приводы станка требуется отключать каждый раз, когда необходимо установить заготовку или снять готовое изделие. Это же правило следует соблюдать при уборке стружки, проведении замеров и смене инструмента.

Когда при обработке металлических заготовок образуется мелкая стружка, оператор должен пользоваться защитными экранами или очками. Запрещено выдувать стружку ртом либо счищать ее со станка руками. Для этого надо использовать щетки или специальные крючки.
Оператор станка обязан знать:
- устройство станка, включая органы управления,
- основные неисправности,
- требования санитарных норм,
- правила распорядка в цеху.
Запрещено на рабочем месте принимать спиртные напитки или наркотические вещества. Оператор, находящийся в пьяном виде, не может быть допущен к эксплуатации оборудования.
Начало работы
До начала работы станочник обязан провести проверку:
- надежности ограждений,
- наличия и работоспособности инструмента,
- заземления,
- функционирования на холостом ходу,
- целостности смазочной системы и трубопроводов охлаждения.
Станочнику необходимо прочно закрепить обрабатываемую заготовку. Для этих целей нужно использовать предназначенные для этого приспособления.
Необходимо закрепить рабочий инструмент таким образом, чтобы исключить вероятность его раскрепления и поломки. Если зажимной механизм изношен, то нужно заменить кулачки или губки.

В процессе работы
Оператору оборудования запрещено размещать на вибрирующем станке заготовки или инструмент — они могут нанести травмы работнику в случае падения.
Привод станка необходимо отключать в следующих ситуациях:
- если обнаружена неисправность оборудования,
- при коротких перерывах в работе,
- на период смазки или станков,
- при сбоях в питающей электросети.
Если при работе произошел захват ветоши вращающимися деталями, надо остановить станок. Нельзя пытаться ее вытянуть.
В начале работы оператор должен производить операции в следующей последовательности:
- Сначала включить привод инструмента, затем подавать его на заготовку,
- После завершения операции отвести рабочий инструмент от детали, затем остановить вращение шпинделя.
Станочнику запрещено на работающем оборудовании выполнять следующие операции:
- смазывать и чистить станок,
- убирать образовавшуюся стружку,
- измерять детали,
- проверять рукой обрабатываемую поверхность.
Окончание работы
После завершения технологических операций станочнику нужно отключить электропривод оборудования. Затем необходимо удалить стружку, сложить заготовки и готовые изделия. Инструмент надо убрать на штатное место.
Если в течении рабочей смены были неполадки оборудования или со станком проводились ремонтные операции, необходимо передать эту информацию следующему станочнику или мастеру.
После остановки движущихся частей станка требуется провести их смазку. При этом использованную ветошь надо поместить в закрывающийся стальной ящик.
https://youtube.com/watch?v=ZBrBLcCEXhA
Аварийная ситуация
При любой технической неисправности, которая может послужить причиной аварии, надо остановить работу и известить мастера цеха.
Останавливать станок требуется при наступлении следующих событий:
- несчастный случай,
- возгорание,
- взрыв,
- стихийное бедствие — ураган, затопление, землетрясение,
- поломка оборудования — обесточивание, заклинивание, обрыв приводного ремня.
При наступлении несчастного случая нужно вызвать медиков, оказать доврачебную помощь и доложить о происшествии руководству.

Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
- токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
- токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
- токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
- токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
- токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.

Токарь
Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. Перед выполнением всех работ по техобслуживанию станка следует выключить главный выключатель и принять меры по предотвращению непреднамеренного включения. 5.2. По окончании работы следует: — выключить оборудование, дождаться его полной остановки; — привести в порядок рабочее место, убрать инструмент, приспособления; — очистить станок от грязи, пыли, вытереть и смазать трущиеся части станка; — аккуратно сложить готовые детали и оставшийся материал; — использованные в работе и при уборке тряпки, ветошь сложить в специальный металлический ящик с закрывающейся крышкой и вынести за пределы цеха в отведенное место. 5.3. Уборку древесных отходов (опилок, стружки, пыли) с поверхности оборудования и со спецодежды следует производить щеткой-сметкой или при помощи пылесосных установок. Обдувать станок и одежду сжатым воздухом не допускается. 5.4. Удалять прилипающую стружку и пыль пылесосом. Для удаления остатков смолы рекомендуется использовать средство очистки с растворителем смолы. После такой обработки детали необходимо протереть пропитанной маслом тряпкой с целью предотвращения коррозии. Следует производить регулярную очистку направляющих двухроликовой каретки. При загрязнении смолой протрите направляющие керосином или с помощью губок Scotch Britt. Не рекомендуется пользоваться наждачной шкуркой или стальной мочалкой, так как это может привести к необратимым повреждениям направляющих. 5.5. Регулярная очистка станка продлевает срок службы и является обязательным условием для обеспечения безупречных результатов распиловки. Поэтому очистка станка производится в зависимости от степени загрязнения, но не реже 1 раза в неделю. Особенно это относится к следующим деталям: стол станка, двухроликовая каретка, направляющие двухроликовой каретки, поворотные части конструкции, упорная планка параллельного упора, внутреннее пространство станка, пространство вокруг станка. 5.6. Вымыть лицо и руки теплой водой. 5.7. Обо всех имевших место неполадках, а также нарушениях требований охраны труда известить руководителя.
Благодарим Владимира за предоставленную инструкцию! =)
При работе на станке
В процессе металлообработки необходимо надёжно закреплять заготовку в патроне, а инструменты – в удерживающих приспособлениях. Деталь должна закрепляться и сниматься с машины для измерения и других операций только после окончательной остановки патрона, который, кстати, нельзя притормаживать ладонями.
К другим требованиям в рамках соблюдения ПТБ в процессе обработки металлических заготовок относятся следующие:
- использование защитных очков;
- уборка стружки и опилок только специальной щёткой;
- в процессе металлообработки запрещено прислоняться к машине;
- оператор не должен ремонтировать станок самостоятельно.
Если возникла необходимость ненадолго прервать обработку заготовки, то станок нужно остановить полным отключением от электропитания.