Гост 12080-66. концы валов цилиндрические. основные размеры, допускаемые крутящие моменты (с изменениями n 1, 2, 3)
Содержание:
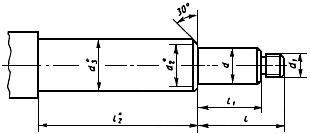
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
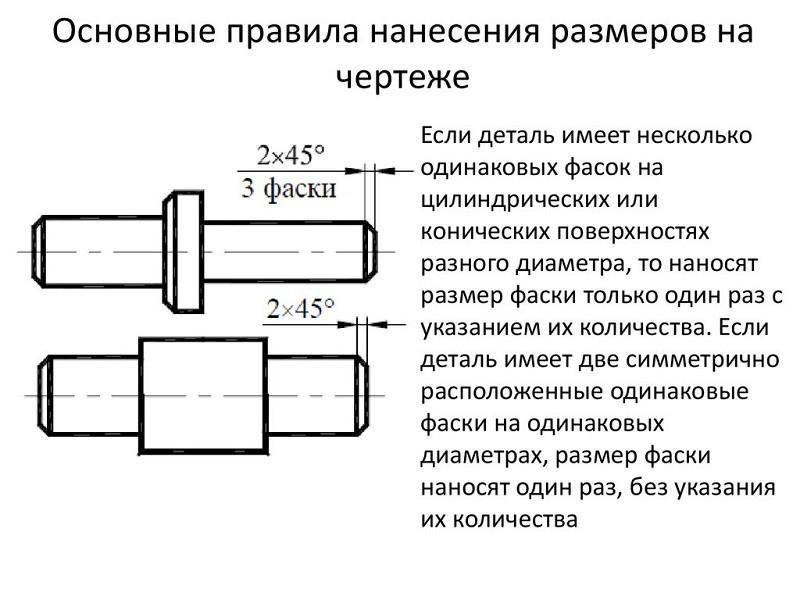
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Во многих отраслях промышленности для обработки дерева, стали и других материалов используются машинные комплексы, в которые чертежи закладываются автоматически. В этих случаях для обеспечения безопасности и лучшего контакта с соседними узлами и деталями фаски предусматриваются заранее. В зависимости от вида производства, возможно термическое или механическое воздействие, заменить которое ручным трудом не представляется возможным
Поэтому крайне важно выполнять техническое изображение продумано, не забывая указать точные числовые обозначения фасок, а также их количество
ВЫХОД РЕЗЬБЫ
СБЕГИ НЕДОРЕЗЫ ПРОТОЧКИ И ФАСКИ
ГОСТ 10549-80
Издание официальное
Л
ю
а
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
УДК 021.882.082.1:006.354 Группа Г18
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВЫХОД РЕЗЬБЫ
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
ГОСТ 10549—80 * * Взамен
ГОСТ 10549—03
Постановлением Государственного комитета СССР по стандартам от р июня 1080 г Л 3501 срок действия установлен
с 01.01.82 до 01.01,.94
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60 и трапецеидальной.
(Измененная редакция, Изм. № 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1 и 4 (при выполнении резьбы нарезанием), на черт. 2, 3 и 5 (при выполнении резьбы накатыванием) и в табл. 1.
|
Г VI |
J |
||
|
A-J- |
г^5′ И- |
Допускается применять угол 60 в Черт. 1

Издание официальное ★
* Переиздание (август 1991 г) с Изменением М1, утвержденным в декабре
1986 г. (ИУС 3-87).
Издательство стандартов, 1980 Издательство стандартов, 1992 Переиздание с изменениями Настоящий стандарт не может быть полностью или частично воспроизведен^ тиражирован и распространен без разрешения Госстандарта СССР
|
_ |
Г : ‘ jV-el |
|
г 1 |
L —Ul |
|
^ Л |
Черт. 3


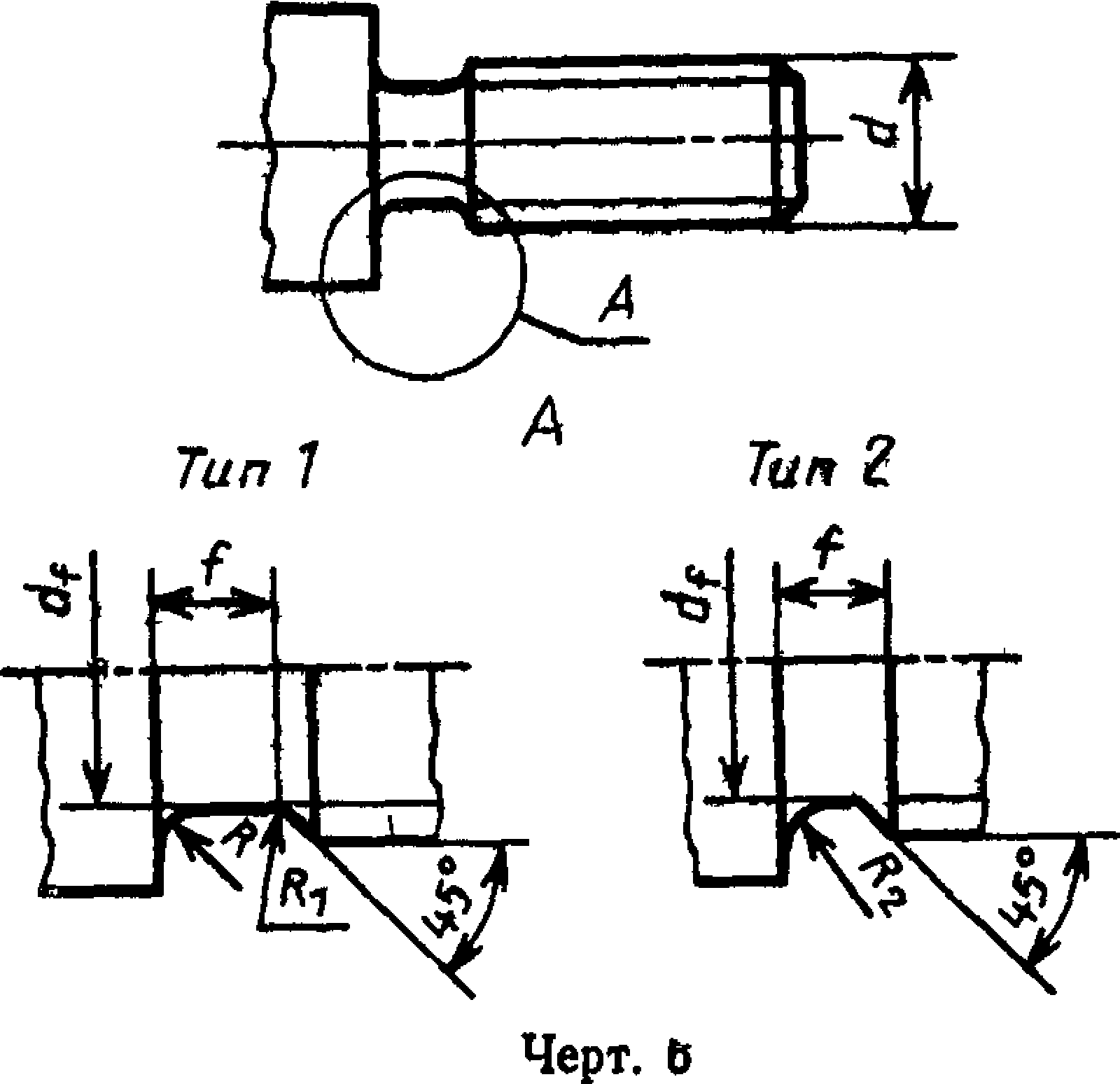
Форма и размеры проточек для наружной метрической резь* бы должны соответствовать указанным на черт, бив табл. 1. Размеры фасок наружной метрической резьбы указаны на черт. 1 н в табл. 1.
-3. Размеры сбегов и недореэов для внутренней метрической реэшбы должна соответствовать указанным на черт. 7 и в табл. 2.
Форма и размеры проточек для внутренней метрической резьбы дрджны соответствовать указанным на черт. 8 и в табл. 2. Размера фасок внутренней метрической резьбы указаны на черт. 7 н в табл. 2.
2, 3. (Измененнаяредакция, Изм. ЛИ).
Таблица It
ш
Прямит nk I р
|
Сбег х, не более |
Недр] не о |
резв, |
Проточка |
Фаска г |
||||||||||||
|
0, г А II |
при угле заборной |
одев |
Тип 1 |
Т* |
m 0 |
орисооря- |
1 b № в) |
|||||||||
|
части инструмента |
1 А |
S |
нормальная |
узкая |
КП к |
‘1 |
жеш с внутренней резь- |
|||||||||
|
¥ А Я а |
20° |
30° |
45° |
5 Й |
а А 3« и |
1′ |
н |
«4 |
Й1 |
1 |
Я» |
бой с проточкой типа 2 |
«°5 г X k |
|||
|
1,75 |
3,2 |
2,0 |
1,2 |
4,0 |
2,5 |
4,0 |
1,0 |
0,5 |
2,5 |
5,4 |
3,0 |
d-2,5 |
3,5 |
1,5 |
||
|
2 |
3,5 |
2,2 |
М |
5,0 |
3,0 |
5,0 |
3,0 |
и |
5,6 |
<Ц0 |
2,0 |
|||||
|
2,5 |
4,5 |
3,0 |
iiL |
6,0 |
4,0 |
6,а |
1,6 |
4,0 |
*г |
0,5 |
7,3 |
4,0 |
d—3,5 |
5,0 |
||
|
3 |
5,2 |
3,5 |
2,0 |
7,6 |
<М,5 |
5,5 |
2,5 |
|||||||||
|
3,5 |
6,3 |
4,0 |
2,2 |
8,0 |
5,0 |
Я 0 |
2,0 |
5,0 |
10,2 |
5,5 |
d—5,0 |
7,5 |
||||
|
4 |
7,1 |
4,5 |
2,5 |
1,0 |
1,6 |
10,3 |
МП , |
8,0 |
3,0 |
|||||||
|
4,5 |
6,0 |
5,0 |
3,0 |
10,0 |
6,0 |
10,0 |
6,0 |
12,0 |
V |
<W5,5 |
9,5 |
|||||
|
5 |
9,0 |
5,5 |
3,2 |
3,0 |
1,0 |
13,1 |
<f—7,0 |
|||||||||
|
5,5 6 |
10,0 11,0 |
6,0 |
3,5 40 > |
12,0 |
8,0 |
12,0 |
8,0 |
2,0 |
15.0 16.0 |
8,0 8,5 |
d~~$,0 d-9fi |
№5 |
4,0 |
1 Прошки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности
2 Размеры проточек для заданного шага резьбы допускается устанавливать по бшайшему табличному шагу резьбы
3 Для деталей из высокопрочных материалов с ов> МО МПа и в случаях, если проточка кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом
4 Допускается применять размеры сбегов, недррезов и проточек по ГОСТ 27148—86
гост 1064»—а»

Допускается применять угол 60 е. Черт. 7
Тип 1 Ri