Гост 1672-2016 (iso 521:2011, iso 2402:1972) развертки машинные цельные. типы и размеры
(СТ СЭВ 4630—84)
Издание официальное
Цена 3 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 621.951.7-434.5:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
гост
11184-84*
(СТ СЭВ 4630—84)
Взамен
ГОСТ 11184—71
РАЗВЕРТКИ РУЧНЫЕ КОНИЧЕСКИЕ КОНУСНОСТЬЮ 1 : 30 С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры
Hand tapered reamers with cylindrical shank, taper 1 : 30. Basic dimensions
ОКП 39 17513
Постановлением Государственного комитета СССР по стандартам от 29 июня 1984 г. № 2378 срок введения установлен
с 01.01.86
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на ручные конические развертки конусностью 1 : 30 с цилиндрическим хвостовиком, предназначенные для предварительной и чистовой обработки посадочных отверстий насадных зенкеров и разверток.
Стандарт полностью соответствует СТ СЭВ 4630—84. (Измененная редакция, Изм. № 1).
2. Основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
Размеры в мм
|
Обозначение |
Применяемость |
d |
di |
dz |
d3 |
L |
I |
И |
Число зубьев |
|
|
предварительных |
чистовых |
|||||||||
|
2372-0101 |
13 |
13,6 |
10,9 |
11,2 |
120 |
80 |
62 |
|||
|
2372-0102 |
16 |
16,6 |
13,6 |
14,0 |
130 |
90 |
72 |
5 |
7 |
|
|
2372-0103 |
19 |
19,6 |
16,2 |
16,0 |
150 |
102 |
84 |
|||
|
2372-0104 |
22 |
22,8 |
18,9 |
20,0 |
170 |
117 |
93 |
|||
|
2372-0105 |
27 |
27,8 |
23,5 |
22,4 |
190 |
129 |
105 |
7 |
9 |
|
|
2372-0106 |
32 |
32,8 |
28,2 |
25,0 |
200 |
138 |
114 |
|||
|
2372-0107 |
40 |
41,0 |
35,8 |
35,5 |
225 |
158 |
126 |
11 |
||
|
2372-0108 |
50 |
51,0 |
45,4 |
40,0 |
250 |
168 |
138 |
9 |
Примечание. Номинальные диаметры d, di и d2 установлены для чисто-вых разверток.
Пример условного обозначения ручной конической развертки конусностью 1 : 30, диаметром d=16 мм, чистовой:
Развертка 2372-0102 — 1 ГОСТ 11184—84
-
3. Размеры квадратов — по ГОСТ 9523—84.
-
4. Центровые отверстия — формы В или R по ГОСТ 14034—74.
-
5. Технические требования — по ГОСТ 11178—81.
-
6. Элементы конструкции и геометрические параметры разверток указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАЗВЕРТОК
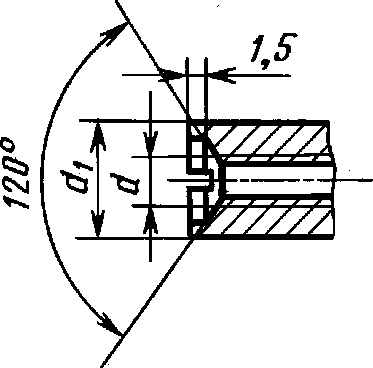
1. Элементы конструкции и разверток указаны на черт. 1 и в
геометрические табл. 1,
параметры предварительных
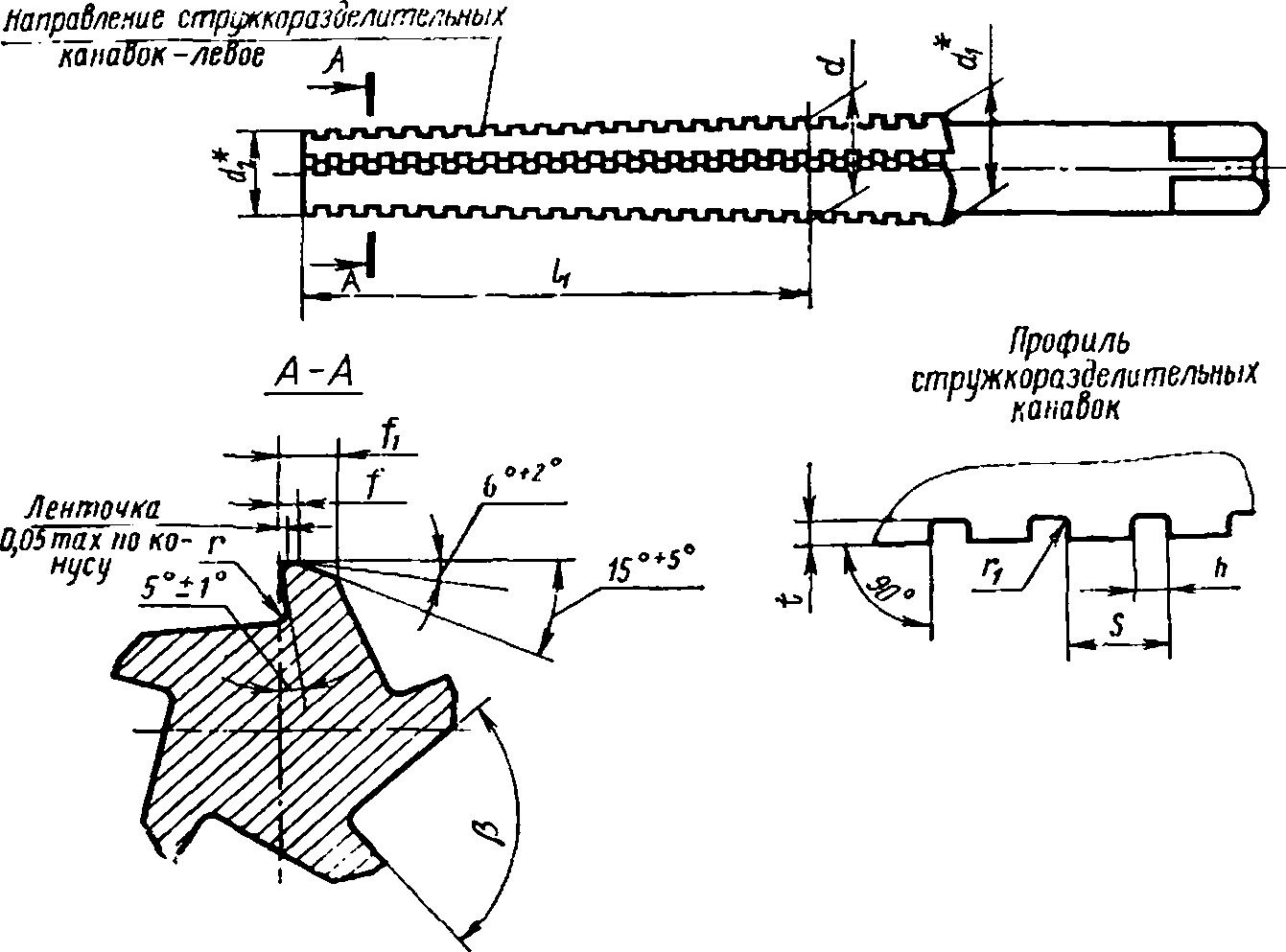
* Размеры для справок.
Черт. 1
Таблица 1
Размеры в мм
|
d |
41 |
ds |
h |
г |
Г1 |
3 |
f h 1 f fl |
s |
b |
t |
||||
|
Номмн. |
Пред, отхл. |
На диаметре |
||||||||||||
|
d, |
di |
|||||||||||||
|
12,75 |
+ 0,05 |
13,35 |
10,65 |
62 |
0,10 |
0,4 |
1.5 |
0,6 |
1,7 |
3,2 |
0,6 |
|||
|
15,75 |
—0,03 |
16,35 |
13,35 |
72 |
0,5 |
90° |
1,0 |
|||||||
|
18,75 |
19,35 |
15,95 |
84 |
0,15 |
3,5 |
0,8 |
||||||||
|
21,75 |
+ 0,06 —0,04 |
22,55 |
18,65 |
93 |
0,5 |
2,0 |
0,8 |
2,3 |
4,0 |
1,5 |
||||
|
26,75 |
27,55 |
23,25 |
105 |
1.0 |
80° |
5,0 |
2,0 |
|||||||
|
31,75 |
+0,08 —0,05 |
32,55 |
27,95 |
114 |
0,20 |
1,2 |
||||||||
|
39,75 |
40,75 |
35,55 |
126 |
1,6 |
70° |
0,8 |
2,5 |
1.3 |
3,0 |
5,5 |
2,5 |
|||
|
49,75 |
50,75 |
45,15 |
138 |
0,30 |
6,0 |
2,5 |
1,5 |
2. Геометрические параметры чистовых разверток указаны на черт. 2. и в табл. 2.
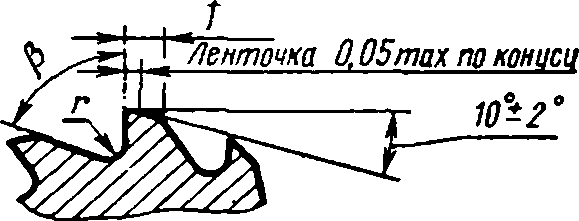
Черт. 2
Размеры в мм
Таблица 2
|
d |
r |
8 |
f на диаметре |
|
|
d3 |
d< |
|||
|
13 |
0,5 |
85° |
0,7 |
0,9 |
|
16 |
C0 |
0.8 |
1,0 |
|
|
19 |
1.0 |
1.3 |
||
|
22 |
1.0 |
80 |
0,9 |
1.2 |
|
27 |
1.2 |
1.5 |
||
|
32 |
1.5 |
1,8 |
||
|
40 |
1,5 |
75° |
||
|
50 |
1.9 |
2,2 |
Редактор В. Н. Шалаева Технический редактор Э. В. Митяй Корректор С. И. Ковалева
Сдано в наб. 27.12.85 Подп. в печ. 28.10.86 0,5 усл. п. л. 0,5 усл. кр.-отт. 0,26 уч.-изд. л. Тираж 12 000 Цена 3 коп.
Ордена «Знак Почетаэ Издательство стандартов, 123840, Москва, ГСП, Новопресненский пер., д. X
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 1092.
Цена 3 коп.
Величина
|
Единиц» |
|
|
Наименование |
Обозначение |
|
международное |
русское |
ОСНОВНЫЕ ЕДИНИЦЫ СИ
Длина
Масса
Время
Сила электрического тока Термодинамическая температура Количество вещества
Сила света
|
метр |
m |
|
килограмм |
kg |
|
секунда |
s |
|
ампер |
А |
|
кельвин |
К |
|
моль |
mol |
|
кандела |
cd |
ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ СИ
Плоский угол Телесный угол
радиан
стерадиан
rad
sr
м
кг
с
А
К
моль
КД
Рад
ср
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
|
Величина |
Единиц» |
Выражение через основные и до* полнительные единицы СИ |
||
|
Наименее»-кие |
Обозначение |
|||
|
международное |
русское |
|||
|
Частота |
герц |
Hz |
Гц |
С’1 |
|
Сила |
ньютон |
N |
н |
МКГС~2 |
|
Давление |
паскаль |
Ра |
Па |
м_| • кг е-2 |
|
Энергия |
джоуль |
J |
Дж |
М2КГ’С“2 |
|
Мощность |
ватт |
W |
Вт |
м2-КГС»3 |
|
Количество электричества |
кулон |
С |
Кл |
с А |
|
Электрическое напряжение |
вольт |
V |
В |
м2кг-с“3 • А’1 |
|
Электрическая емкость |
фарад |
F |
Ф |
м“?кг_| *с4-А2 |
|
Электрическое сопротивление |
ом |
У |
Ом |
М2 кг с-3 • А-а |
|
Электрическая проводимость |
сименс |
S |
См |
м_г-кг“’*с3А2 |
|
Поток магнитной индукции |
вебер |
Wb |
В6 |
м2 * кг — с^ А»1 |
|
Магнитная индукция |
тесла |
т |
Тл |
кгс~2 • А“’ |
|
Индуктивность |
генри |
н |
Гн |
м2 -кг с“2 -А“2 |
|
Световой поток |
люмен |
1т |
лм |
КД • ср |
|
Освещенность |
люкс |
1х |
лк |
м-2 • кд • ср |
|
Активность радионуклида |
беккерель |
Bq |
Бк |
с-1 |
|
Поглощенная доза ионизирую- |
грэй |
Gy |
Гр |
м2 • с»2 |
|
щего излучения Эквивалентная доза излучения |
зивеот |
Sv |
Зв |
m’-c-1 |
3. МЕТОДЫ КОНТРОЛЯ
3.1. Контроль внешнего вида разверток осуществляют визуально.
3.2. Контроль шероховатости поверхности осуществляют сравнением с образцами шероховатости по ГОСТ 9378. Сравнение осуществляется визуально при помощи лупы ЛП-1-4´ по ГОСТ 25706.
3.3. Контроль твердости — по ГОСТ 9013 на приборах типа ТР по ГОСТ 23677.
при измерении линейных размеров — значений, указанных в ГОСТ 8.051;
при измерении углов — 35 % значений допуска на проверяемый параметр;
при контроле формы и расположения поверхностей — 25 % значений допуска на проверяемый параметр.
Зажимные патроны и переходные втулки, применяемые при испытании, должны соответствовать установленным для них нормамточности.
3.6. Испытания разверток проводят на заготовках из стали марки 45 по ГОСТ 1050 твердостью 163 … 229 НВ.
Испытания разверток для обработки отверстий в деталях из легких сплавов должны проводиться на заготовках из сплавов марок Д16 и В95 по ГОСТ 4784.
Глубина развертывания должна быть 1,5 — 2 диаметров развертки.
3.5, 3.6. (Измененная редакция, Изм. № 2).
3.7. В качестве смазочно-охлаждающей жидкости следует применять 15 — 30 % (по массе), раствор эмульсола в воде с расходом не менее 5 л/мин, Укринол-1 или масляные СОЖ.
3.8. Режимы резания при испытании машинных разверток по стали 45 должны соответствовать указанным в табл. и табл. , при обработке сплавов марок Д16 и В95 — в табл. и табл. .
(Измененная редакция, Изм. № 2).
Таблица 3
Развертки чистовые для обработки отверстий с допусками по 6 — 8 квалитетам
|
Режимы резания |
||||
|
припуск на развертывание на диаметр, мм |
скорость резания V, м/мин |
Подача S, мм/об |
||
|
квалитет обрабатываемого отверстия |
||||
|
6, 7 |
8 |
|||
|
До 3 |
0,06 … 0,08 |
0,2 |
||
|
Св. 3 » 10 |
0,06 … 0,09 |
0,3 |
||
|
»10 » 20 |
0,08 … 0,12 |
0,5 |
||
|
» 20 » 30 |
0,08 … 0,16 |
2 |
3 |
0,8 |
|
» 30 » 50 |
0,09 … 0,16 |
0,9 |
||
|
» 50 » 80 |
0,10 … 0,18 |
1,3 |
||
|
» 80 |
0,10 … 0,18 |
1,9 |
Таблица 4
Развертки чистовые для обработки отверстий с допусками 9 — 11 квалитетов
|
Режимы резания |
||||
|
припуск на развертывание на диаметр, мм |
скорость резания V, м/мин |
Подача S, мм/об |
||
|
квалитет обрабатываемого отверстия |
||||
|
9 |
10, 11 |
|||
|
До 3 |
0,08 … 0,15 |
6 |
7 |
0,25 |
|
Св. 3 » 10 |
0,45 |
|||
|
» 10 » 20 |
0,10 … 0,20 |
0,70 |
||
|
» 20 » 30 |
0,10 …0,25 |
4 |
5 |
0,80 |
|
» 30 »50 |
0,15 …0,30 |
0,90 |
||
|
» 50 » 80 |
1,60 |
|||
|
» 80 |
0,15 …0,35 |
2,00 |
3.9. Приемочные значения среднего и 95 %-ного периодов стойкости разверток для обработки сталей 45 и сплавов марок Д16и В95 должны быть не менее указанных в табл. .
(Измененная редакция, Изм. № 2).
Таблица 4а
Развертки со ступенчатой режущей частью
|
Подача, мм/зуб |
Скорость резания, м/мин |
Припуск на развертывание, мм, не более |
|
|
От 6 до 10 |
0,03 |
30 |
0,5 |
|
Св. 10 » 20 |
0,04 |
||
|
» 20 » 30 |
25 |
||
|
30 » 50 |
0,05 |
20 |
|
|
» 50 » 80 |
0,06 |
Таблица 4б
Развертки с режущей частью с углом в плане j = 15°
|
Подача, мм/зуб |
Скорость резания, м/мин |
Припуск на развертывание, мм, не более |
|
|
От 6 до 10 |
0,03 |
20 |
0,5 |
|
Св. 10 » 20 |
0,04 |
||
|
» 20 » 30 |
18 |
||
|
» 30 » 50 |
0,05 |
14 |
|
|
» 50 » 80 |
0,06 |
Примечание. Подача на один оборот устанавливается в зависимости от числа зубьев разверток и подачи на один зуб, указанной в табл. и табл. .
Таблица 5
|
Приемочные значения периодов стойкости, мин |
||||
|
средний Тср |
95 %-ный Т0,95 |
|||
|
для стали 45 |
для сплавов марок Д16, В 95 |
для стали 45 |
для сплавов марок Д16, В95 |
|
|
До 3 |
12 |
— |
6 |
— |
|
Св. 3 » 10 |
25 |
34 |
10 |
15 |
|
» 10 » 20 |
46 |
46 |
20 |
20 |
|
» 20 » 30 |
70 |
80 |
30 |
36 |
|
» 30 » 50 |
90 |
136 |
40 |
61 |
|
» 50 » 80 |
140 |
170 |
62 |
80 |
|
» 80 |
160 |
— |
72 |
— |
3.10. Ручные развертки и развертки с припуском под доводку подлежат испытанию только на работоспособность.
Ручные развертки испытывают на работоспособность при помощи воротка.
Требования к обработанной заготовке, охлаждению, припуску на развертывание должны соответствовать указанным в пп. — .
Параметр шероховатости отверстий, обработанных чистовыми развертками, должен соответствовать указанному в п. .
Параметры шероховатости отверстий, обработанных развертками с припуском под доводку, проверке не подлежат.
3.11. Суммарная длина обработанных отверстий должна быть не менее указанной в табл. .
Таблица 6
|
Суммарная длина обработанных отверстий разверткой, мм |
||
|
машинной |
ручной |
|
|
До 3 |
20 |
15 |
|
Св. 3 »10 |
40 |
20 |
|
» 10 » 20 |
80 |
40 |
|
» 20 » 30 |
100 |
50 |
|
» 30 » 50 |
100 |
50 |
|
» 50 » 80 |
120 |
60 |
|
» 80 |
120 |
60 |
3.12. После испытаний на работоспособность на режущих кромках разверток не должно быть сколов и выкрашиваний; на сборной конструкции — деформации корпуса деталей крепления, а также ослабления крепления ножей.
Развертки после испытаний на работоспособность должны быть пригодны для дальнейшей работы.
Разд. , . (Измененная редакция, Изм. № 1).
Щ)0777ШЪ
, о 7. J0
Черт. 3
|
Диапазон диаметров d |
di |
L |
с, наиб. |
||
|
свыше |
до |
||||
|
19,9 |
23,6 |
10 |
28 |
40 |
1,0 |
|
23,6 |
30,0 |
13 |
32 |
45 |
|
|
30,0 |
35,5 |
16 |
36 |
50 |
|
|
35,5 |
42,5 |
19 |
40 |
56 |
1,5 |
|
42,5 |
50,8 |
22 |
45 |
63 |
|
|
50,8 |
60,0 |
27 |
50 |
71 |
2,0 |
|
60,0 |
71,0 |
32 |
56 |
80 |
|
|
71,0 |
85,0 |
40 |
63 |
90 |
2,5 |
|
85,0 |
101,6 |
50 |
71 |
100 |
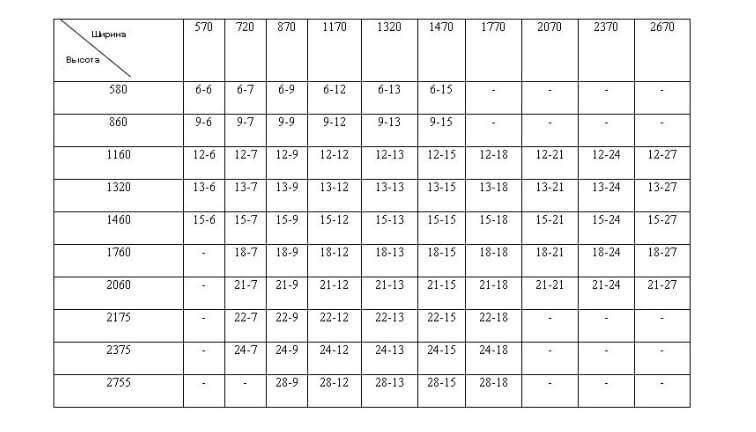
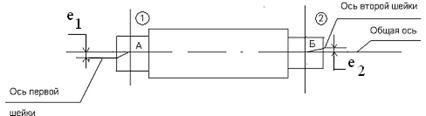
2.2. Метод определения допуска на диаметру конического отверстия насадных разверток.
Допуск определяется величиной допустимого отклонения а,, расположением мерительной плоскости по отношению к конусному отверстию. Величина й| представляет глубину, на которую может войти конический калибр-пробка, соответствующий номинальному размеру, в контролируемую развертку сгносительно линии измерения (табл. 6).
Нижний допустимый предел
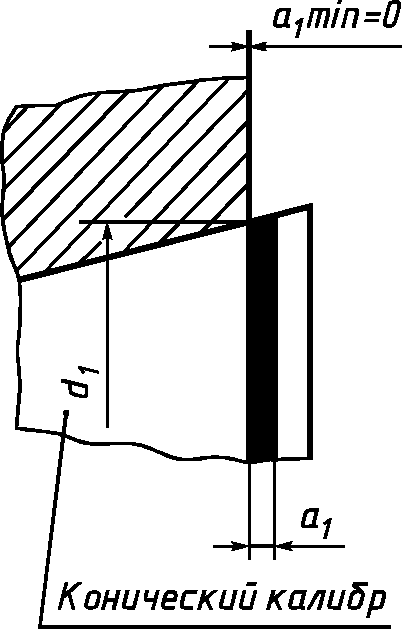
Верхний допустимый предел
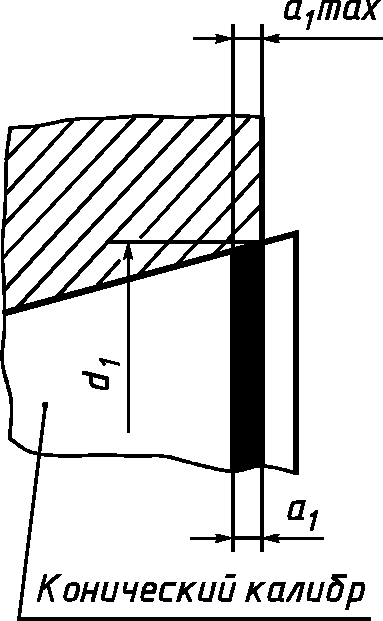
Таблица 6
|
ММ |
|||
|
4 |
а\ |
||
|
МИН. |
макс. |
||
|
10 |
0,5 |
||
|
13 16 |
0,6 |
||
|
19 22 27 |
0,7 |
||
|
32 40 50 |
0,9 |
Разд. 2. (Введен дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышл ен-ности СССР
РАЗРАБОТЧИКИ
Н.И. Минаева, А.В. Шахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.03.80 № 1222
Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 521—75 «Развертки машинные с цилиндрическим хвостовиком и коническим хвостовиком Морзе» в части размеров разверток, с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок проверки — 1999 г.;
периодичность проверки — 10 лет
4. Стандарт полностью соответствует СТ СЭВ 1169—78, СТ СЭВ 1170—78, СТ СЭВ 1278—78
5. ВЗАМЕН ГОСТ 1672-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 1523-81 |
16 |
|
ГОСТ 7722-77 |
12 |
|
ГОСТ 9472-90 |
7 |
|
ГОСТ 11173-76 |
9 |
|
ГОСТ 13779-77 |
9 |
|
ГОСТ 14034-74 |
8 |
|
ГОСТ 25557-82 |
6 |
7. Проверен в 1990 г. Ограничение срока действия снято Постановлением Госстандарта от 26.12.90 № 3312
8. ПЕРЕИЗДАНИЕ (ноябрь 1997 г.) с Изменениями № 1, 2, утвержденными в декабре 1990 г., феврале 1995 г. (ИУС 4-91, 5-95)
Редактор Т.А. Леонова Технический редактор В.Я. Прусакова Корректор М. С. Кабашова Компьютерная верстка В.И. Грищенко
Изд. лиц. №021007 от 10.08.95. Сдано в набор 19.01.98. Подписано в печать 03.02.98 Уел. печ. л. 1,86. Уч.-изд. л. 1,60. Тираж 186 экз. С/Д 2937. Зак. 638.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. «Московский печатник»
Москва, Лялин пер., 6.
Плр № 080102