Гост 24696-81. подшипники роликовые радиальные сферические двухрядные с симметричными роликами. основные размеры (с изменением n 1)
Содержание:
ПРИЛОЖЕНИЕ 1 (справочное). ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ПРИЛОЖЕНИЕ 1Справочное
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
1. В качестве основного ряда числовых значений допусков формы и расположения (табл.1) принят ряд предпочтительных чисел R10 с округлением некоторых значений (3,2 округлено до 3 и 6,3 до 6) до чисел, удобных для отсчета по шкалам измерительных приборов.
2. Ряды числовых значений отдельных видов допусков формы или расположения по степеням точности образованы из числовых значений основного ряда.
3. Для каждого вида допусков формы или расположения (для которых предусмотрены степени точности) установлено 16 степеней точности.
4. Числовые значения допусков формы и расположения от одной степени к другой изменяются с коэффициентом возрастания 1,6, соответствующим ряду R5, а в пределах одной степени точности — от одного интервала номинальных размеров к другому по ряду R10.
5. Числовые значения допусков плоскостности и прямолинейности (табл.2) в пределах одной степени точности изменяются пропорционально , где — среднее геометрическое крайних значений интервала номинальных размеров (длин). Для обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5.
6. Числовые значения допусков цилиндричности, круглости, профиля продольного сечения (табл.3) в пределах одной степени точности изменяются пропорционально для размеров до 250 мм и пропорционально для размеров свыше 400 мм, где — среднегеометрическое крайних значений интервала номинальных размеров (диаметров). Принятые закономерности близки к установленным формулами единицам допусков размеров по ГОСТ 25346-89, что облегчает увязку допусков формы с допусками размера. С этой же целью границы интервалов номинальных размеров в табл.3 согласованы с интервалами номинальных размеров, принятыми в системе допусков на размеры (при размерах до 50 мм интервалы табл.3 соответствуют интервалам, принятым в ГОСТ 25346-89, а при размерах свыше 50 мм получены попарным объединением интервалов по ГОСТ 25346-89).
7. Числовые значения допусков параллельности, перпендикулярности, наклона, торцевого биения и полного торцевого биения (табл.4) в пределах одной степени точности изменяются пропорционально . Для обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5 и полностью соответствуют интервалам номинальных длин, принятым в ГОСТ 8909-81 на допуски углов. Они совпадают также с интервалами номинальных размеров по табл.2, что облегчает взаимную увязку допусков формы и расположения плоских элементов.
8. Числовые значения допусков радиального биения и полного радиального биения, а также допусков соосности, симметричности, пересечения осей в диаметральном выражении (табл.5) в пределах одной степени точности изменяются пропорционально для размеров до 250 мм и пропорционально для размеров свыше 250 мм. Границы интервалов номинальных размеров в табл.5 согласованы с интервалами номинальных размеров в табл.3. что облегчает взаимную увязку допусков формы, расположения и допуска размера цилиндрических элементов.Назначение допусков в диаметральном выражении является предпочтительным.
9. Числовые значения допусков соосности, симметричности, пересечения осей в радиусном выражении (табл.6) получены делением пополам числовых значений табл.5 с последующим округлением их до ближайшего числа из основного ряда числовых значений допусков по табл.1.
10. Числовые значения для отдельных видов допусков формы и расположения при одинаковых степенях точности, указанные в одной таблице или в разных таблицах, непосредственно не связаны между собой.
Допуск соосности.
Отклонение от соосности относительно общей оси – это наибольшее расстояние между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей.
Поле допуска соосности – это область в пространстве, ограниченная цилиндром, диаметр которого равен допуску соосности в диаметральном выражении (Ф = Т) или удвоенному допуску соосности в радиусном выражении: R=T/2 (рис. 16)
 Допуск соосности в радиусном выражении поверхностей и относительно общей оси отверстий А.
Допуск соосности в радиусном выражении поверхностей и относительно общей оси отверстий А.
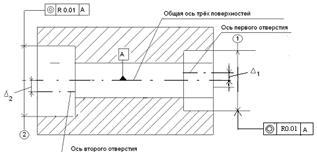
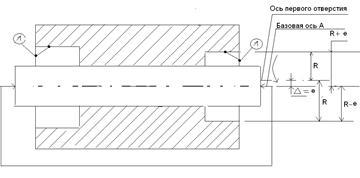
Рис 16. Поле допуска соосности и схема замера
(отклонение оси относительно базовой оси А-эксцентриситет); R-радиус первого отверстия (R+e) – расстояние до базовой оси в первом положении замера; (R-e) – расстояние до базовой оси во втором положении после поворота детали или индикатора на 180 градусов.
Индикатор регистрирует разность показаний (R+e)-(R-e)=2e=2 — отклонение от соосности в диаметральном выражении.
Допуск соосности шеек вала в диаметральном выражении 0,02мм (20мкм) относительно общей оси АБ. Валы такого типа устанавливаются (базируются) на опоры качения или скольжения. Базой является ось, проходящая через середины шеек вала (скрытая база).
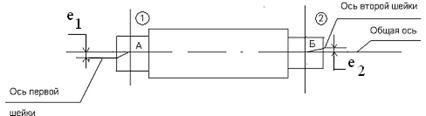
Рис 17. Схема несоосности шеек вала.
Смещение осей шеек вала приводит к перекосу вала и нарушению эксплуатационных характеристик всего изделия в целом.
Рис 18. Схема замера несоосности шеек вала
Базирование производится на ножевые опоры, которые помещаются в средние сечения шеек валов. При замере отклонение получается в диаметральном выражении DÆ = 2e.
Отклонение от соосности относительно базовой поверхности определяют обычно измерением биения проверяемой поверхности в заданном сечении или крайних сечениях – при вращении детали вокруг базовой поверхности. Результат измерения зависит от некруглости поверхности (которая приблизительно в 4 раза меньше отклонения от соосности).
Рис 19. Схема замера соосности двух отверстий
Точность зависит от точности пригонки оправок к отверстию.
Рис. 20.
Замер зависимого допуска можно производить с помощью калибра (рис. 20).
Допуск соосности поверхности относительно базовой оси поверхности в диаметральном выражении 0,02мм, допуск зависимый.
Основные термины и определения
Basic norms of interchangeability. Tolerances of form and position. Basic terms and definitions
Дата введения 01.07.81
Настоящий стандарт устанавливает термины и определения, относящиеся к основным видам отклонений и допусков формы и расположения поверхностей деталей машин и приборов.
Стандарт содержит приложения 1—6, в которых приведены дополнительные пояснения отдельных терминов, отмеченных *, указатели терминов на английском, немецком и французском языках, дополнительные параметры отклонений формы, а также алфавитные указатели терминов на русском языке и обозначений.
Термин
Определение
Чертеж
1.1. Элемент*
1.2. Профиль
1.3. Номинальная фор
ма
1.4. Номинальная поверхность
-
1.5. Номинальный профиль
-
1.6. Реальная поверхность
Издание официальное