Гост 18885-73. резцы токарные резьбовые с пластинами из твердого сплава. конструкция и размеры (с изменениями n 1, 2)
Содержание:
- Рабочие режимы
- Виды
- Конструкция и размеры
- (Измененная редакция, Изм. № 1).
- Классификация токарных резцов по назначению
- Прямые проходные токарные резцы и их назначение
- Отогнутые проходные токарные резцы и их назначение
- Проходные упорные токарные резцы и их назначение
- Отогнутые подрезные токарные резцы и их назначение
- Расточные токарные резцы и их назначение
- Отрезные (канавочные) токарные резцы и их назначение
- Резьбовые токарные резцы и их назначение
- Фасонные токарные резцы их назначение
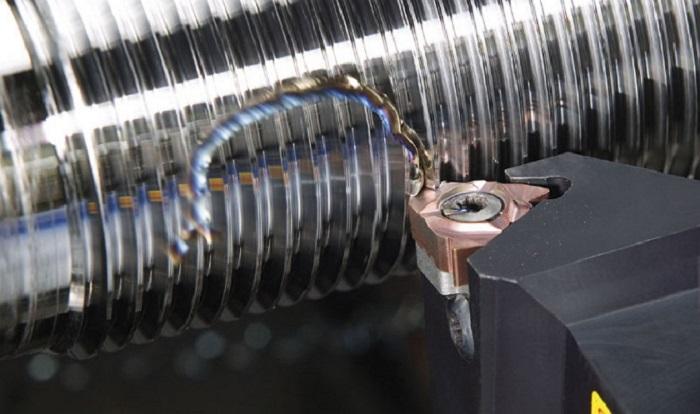
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.

Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
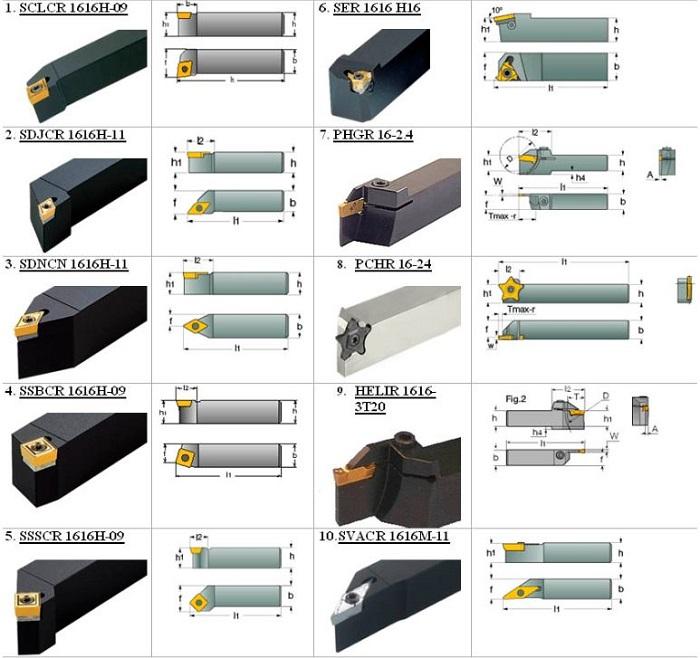
Виды
Из множества разновидностей выделяют самые распространенные, различающиеся по функциональному назначению.
Для нарезания резьбы
Резьбовые инструменты круглой, прямой, изогнутой формы, предназначены для нарезки резьбы различного типа на деталях любого вида сечения как на внутренней, так и наружной стороне детали.
Отличаются по типу, ширине рабочей части, выполняются по разной технологии с соблюдением соответствия режущей кромки, угла наклона резьбы. Угол заточки большинства моделей равен 60 градусов. В случае необходимости изменения угла проводят самостоятельную заточку детали на станке.
Для внешней резьбы режущая пластина, установленная на инструмент, имеет форму копья, изготовлена из твердого сплава. Применяют обычно для метрической резьбы, при смене заточки создается резьба другого типа.
Для нарезки внутренней резьбы выбирают прибор с державкой в форме квадрата, внешне напоминающий приспособление для обработки глухих отверстий. Предназначено для нарезки резьбы в крупном проеме.
Для отрезки и обработки канавок
Используется для отрезания детали от заготовки под прямым углом, обработки торца. Для отрезного резца характерно тонкое основание с напаянным на него пластиной из твердого сплава. Разделяются, в свою очередь, на лево и правосторонние типы.
Также применяются для прорезки канавок различной глубины на металлических деталях.

C другими системами крепления
Наряду с проходными моделями, предназначенными для обработки вращающихся деталей цилиндрической формы, а также подрезных для вырезания уступов, обработки торцевой части детали, существуют универсальные резцы.
Отличаются сборным механизмом, позволяющей закрепить на державке режущие пластины различного типа, получить инструменты для работы с металлическими деталями под разными углами. Чаще всего применяют для расточки различного вида отверстий, точения по контуру, прочих специализированных операций на станках с ЧПУ.
Конструкция и размеры
Carbide-tipped boring turning tools for blind holes. Design and dimensions
MKC 25.100.10
ГОСТ
18883-73
Взамен ГОСТ 6743—61 в части типа VIII; МН 614-64;
МН 5207-64;
МН 5208-64;
МН 616-64;
МН 5211-64;
МН 5212-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки глухих отверстий.
(Измененная редакция, Изм. № 1).
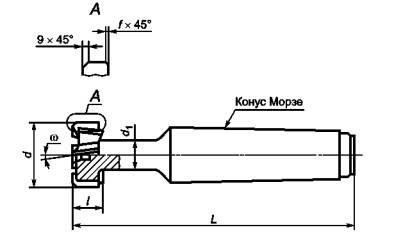
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ср = 5°;
2 — расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Тип 1
Исполнение 1
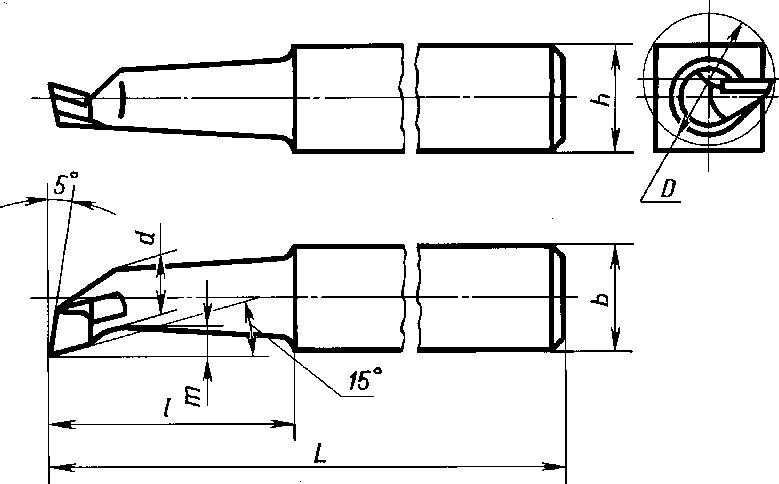
Исполнение 2

Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4—81, 9—85).
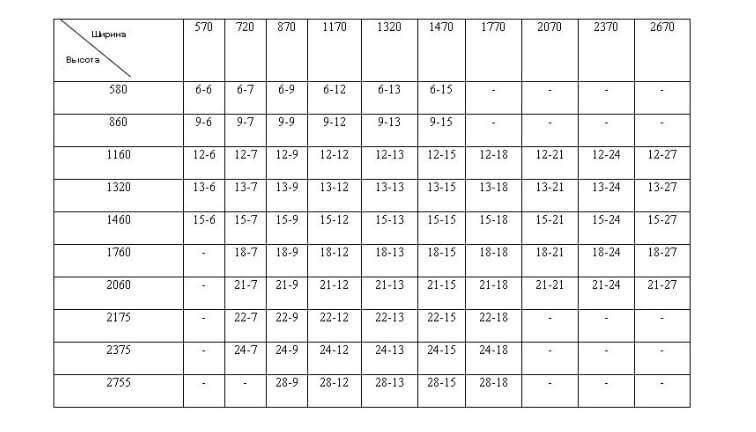
Размеры в мм
Таблица 1
|
Резцы |
Исполнение |
Сече ние резца h • b |
L |
d |
т |
Тип пластин по ГОСТ 25397—90 Угол врезки пластин |
Диаметр наименьшего растачи-ваемого отверстия D |
|||||
|
угол врезки пластины 10° |
угол врезки пластины 0° |
|||||||||||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
10′ |
0′ |
|||||||
|
2141-0201 |
2141-0202 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
06 |
66 |
10 |
||
|
2141-0056 |
2141-0041 |
2 |
1612 |
170 |
80 |
— |
6,0 |
40 |
||||
|
2141-0002 |
2141-0022 |
1 |
1616 |
120 |
25 |
8 |
3,5 |
14 |
||||
|
2141-0003 |
2141-0023 |
140 |
30 |
|||||||||
|
2141-0004 |
2141-0024 |
40 |
10 |
4,5 |
18 |
|||||||
|
2141-0005 |
2141-0025 |
170 |
60 |
|||||||||
|
2141-0057 |
2141-0042 |
2 |
2016 |
200 |
100 |
— |
8,0 |
55 |
||||
|
2141-0006 |
2141-0026 |
1 |
20 20 |
140 |
40 |
12 |
6,0 |
21 |
||||
|
2141-0007 |
2141-0027 |
170 |
70 |
|||||||||
|
2141-0008 |
2141-0028 |
50 |
14 |
27 |
||||||||
|
2141-0009 |
2141-0029 |
200 |
80 |
|||||||||
|
2141-0058 |
2141-0043 |
2 |
25-20 |
240 |
120 |
— |
10,0 |
70 |
||||
|
2141-0010 |
2141-0030 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||||
|
2141-0011 |
2141-0031 |
240 |
100 |
|||||||||
|
2141-0059 |
2141-0044 |
2 |
32-25 |
280 |
160 |
— |
12,0 |
80 |
||||
|
2141-0060 |
2141-0045 |
40-32 |
300 |
180 |
16,0 |
110 |
Пример условного обозначения резца типа 1, исполнения 1, сечением h b = 1616 мм, 1= 25 мм, с углом врезки пластины в стержень 10°, пластиной из твердого сплава марки ВК4:
Резец 2141-0002 ВК4 ГОСТ 18883- 73
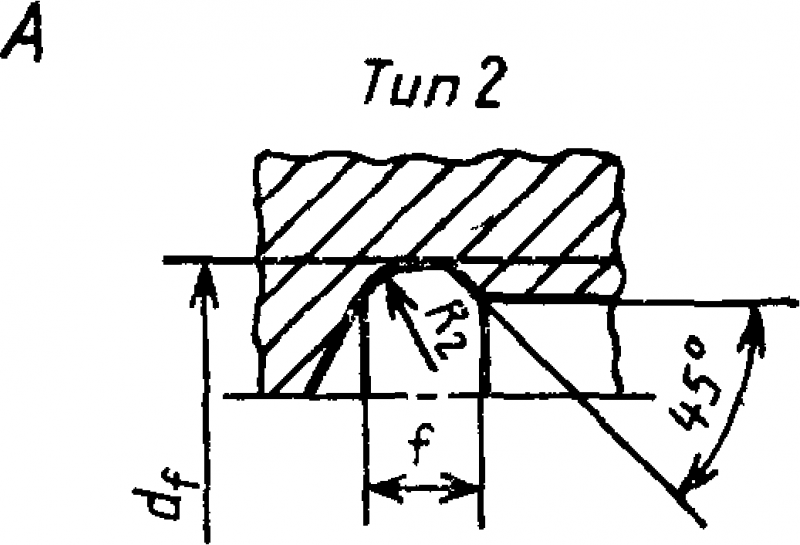
Т и п 2
Исполнение 1
Исполнение 2


Черт. 2
|
Обозначение резцов |
Применяе мость |
Испол нение |
Сечение |
Тип пластин по ГОСТ 25397-90 |
Диаметр наимень- |
|||||
|
резца h • b |
L |
d |
т |
Угол врезки пластин |
шего растачиваемого отверстия D |
|||||
|
10′ |
0′ |
|||||||||
|
2141-0204 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
10 |
|||
|
2141-0091 |
2 |
1612 |
170 |
15 |
— |
6,0 |
40 |
|||
|
2141-0205 |
120 |
25 |
Я |
3,5 |
14 |
|||||
|
2141-0206 |
1 |
1616 |
140 |
30 |
||||||
|
2141-0073 |
40 |
10 |
4,5 |
18 |
||||||
|
2141-0074 |
170 |
60 |
||||||||
|
2141-0092 |
2 |
2016 |
200 |
18 |
— |
8,0 |
55 |
|||
|
2141-0075 |
140 |
40 |
12 |
21 |
||||||
|
2141-0076 |
1 |
20 20 |
170 |
70 |
6,0 |
06 |
66 |
|||
|
2141-0077 |
50 |
14 |
27 |
|||||||
|
2141-0078 |
200 |
80 |
||||||||
|
2141-0093 |
2 |
25-20 |
240 |
25 |
— |
10,0 |
70 |
|||
|
2141-0079 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
|||
|
2141-0080 |
240 |
100 |
||||||||
|
2141-0094 |
32-25 |
280 |
30 |
— |
12,0 |
80 |
||||
|
2141-0095 |
2 |
40-32 |
300 |
35 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 2, исполнения 1, сечением h b = 16-16 мм, 1= 25 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2141-0205 Т15К6ГОСТ 18883- 73
(Измененная редакция, Изм. № 1, 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.

Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
-
20*20 мм.
-
25*16 мм.
-
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.

Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
-
20*20 мм.
-
25*16 мм.
-
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.

Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
-
16*16 мм.
-
25*16 мм.
-
32*20 мм.
-
40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.

Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
-
32*20 мм;
-
40*25 мм.
-
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
- У инструментов первого типа угол равен 60°.

Фотография №5: расточные резцы для обработки сквозных отверстий
- У резцов для обработки глухих отверстий — 95°.

Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
-
16*12 мм.
-
16*16 мм.
-
20*16 мм.
-
20*20 мм.
-
25*20 мм.
-
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.

Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
-
16*10 мм;
-
20*12 мм;
-
20*16 мм;
-
25*16 мм;
-
25*20 мм;
-
32*20 мм;
-
40*25 мм;
-
40*32 мм;
-
50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.

Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий
Но обратите внимание на формы головок. Они разительно отличаются.

Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
-
12*12 мм.
-
16*10 мм.
-
16*16 мм.
-
20*20 мм.
-
25*16 мм.
-
25*25 мм.
-
32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.

Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.