Гост 17025-71 фрезы концевые с цилиндрическим хвостовиком. конструкция и размеры (с изменениями n 1-6)
Содержание:
- Типы борфрез по металлу
- 3. МЕТОДЫ КОНТРОЛЯ
- Специальные виды
- Особенности конструкции и сферы применения
- РАЗМЕРЫ ФРЕЗ ПО ИСО 1641-1-78
- ИНФОРМАЦИОННЫЕ ДАННЫЕ
- Выбор концевой фрезы с цилиндрическим хвостовиком
- Классификация фрез по металлу
- Государственные стандарты
- 3 Особые требования Госстандарта 17025–71
- 3.1 Типы и основные размеры
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
Формы борфрез
Борфрезы выпускают с различными по форме головками.
-
Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.

Изображение №2: обработка заготовки цилиндрической борфрезой
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.

Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.

Изображение №5: применение сферической борфрезы
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.

Изображение №6: обработка заготовки овальной борфрезой
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.

Изображение №7: обработка детали параболической борфрезой типа F
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.

Изображение №8: применение параболической борфрезы типа G
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.

Изображение №9: обработка детали пламевидной борфрезой
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.

Изображение №10: обработка детали конической борфрезой типа J
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.

Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.

Изображение №12: обработка детали конической борфрезой с закругленным концом
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.

Изображение №13: применение конической борфрезы с заостренным концом
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.

Изображение №14: применение конической борфрезы с обратным конусом
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
-
Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
-
Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
-
Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
-
Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
-
Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
-
Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.
Фотография №2: борфрезы с алмазными заточками
3. МЕТОДЫ КОНТРОЛЯ
3.1. Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на вертикально-фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
3.2. Испытания фрез должны проводиться на заготовках из стали марки 45 по ГОСТ 1050 твердостью 187 … 207 НВ.
3.3. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде, с расходом 6-8 л/мин.
3.4. Суммарная длина фрезерования при испытании на работоспособность фрез должна быть для фрез диаметром, мм:
от 2,0 до 2,5……………………………………………………………………… 300
св. 2,5 » 6,0………………………………………………………………………. 400
»6,0 » 12,0……………………………………………………………………… 600
»12,0……………………………………………………………………………… 1000
3.5. После испытаний фрез на работоспособность на режущих кромках не должно быть сколов, выкрашиваний, и они должны быть пригодны к дальнейшей работе.
3.6. Испытания фрез на работоспособность, средний и установленный периоды стойкости должны проводиться на режимах резания, указанных в табл. 2.
Таблица 2
|
Диаметр фрезы, мм |
Скорость резания, v, м/мин |
Подача Sz, мм/зуб |
Глубина фрезерования t, мм |
Ширина фрезерования В, мм |
|
От 2 до 4 |
20 |
0,01 |
0,3 |
3 |
|
Св. 4 » 8 |
25 |
0,02 |
0,5 |
5 |
|
» 8 » 14 |
30 |
0,03 |
2,0 |
10 |
|
» 14 » 18 |
35 |
0,04 |
3,0 |
10 |
|
» 18 » 25 |
40 |
0,04 |
3,0 |
20 |
|
» 25 » 42 |
40 |
0,06 |
4,0 |
20 |
|
» 42 » 63 |
40 |
0,08 |
5,0 |
30 |
3.7. Испытания фрез на средний период стойкости должны быть ускоренными.
При ускоренных испытаниях пяти фрез износ по главной задней поверхности измеряют после времени работы t. Значения времени tи допустимый средний износ hдолжны соответствовать указанным в табл. 3.
Таблица 3
|
Диаметр фрезы, мм |
t, мин |
h, мин |
|
От 2 до 4 |
6 |
0,08 |
|
Св. 4 » 8 |
8 |
0,10 |
|
» 8 » 14 |
10 |
0,12 |
|
» 14 » 18 |
12 |
0,15 |
|
» 18 » 25 |
16 |
0,18 |
|
» 25 » 42 |
16 |
0,18 |
|
» 42 » 65 |
16 |
0,18 |
3.8. Допускается проводить испытания на средний период стойкости до достижения критерия затупления, указанного в табл. .
Приемочные значения среднего и установленного периодов стойкости не должны быть менее указанных в табл. 4.
Таблица 4
|
Диаметр фрезы, мм |
Приемочное значение периода стойкости, мин |
|
|
среднего |
установленного |
|
|
От 2 до 4 |
17 |
7 |
|
Св. 4 » 8 |
23 |
9 |
|
» 8 » 14 |
35 |
14 |
|
» 14 » 18 |
45 |
18 |
|
» 18 » 25 |
68 |
28 |
|
» 25 » 42 |
68 |
28 |
|
» 42 » 65 |
80 |
32 |
3.9. Твердость фрез определяют по ГОСТ 9013.
3.10. Внешний вид фрез контролируют осмотром.
3.11. Параметры шероховатости поверхностей фрез проверяют сравнением при помощи лупы ЛП-1-4´ по ГОСТ 25706 с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатостей, указанные в п. .
3.12. При контроле параметров фрез должны применяться методы и средства контроля, погрешность которых не должна быть более:
— при измерении линейных размеров — значений, указанных в ГОСТ 8.051;
— при контроле форм и расположения поверхностей — 25 % значения допуска на проверяемый параметр;
— при измерении углов — 35 % значения допуска на проверяемый угол.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.

Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Особенности конструкции и сферы применения
Назначение торцевой фрезы заключается в формировании плоскостей на обрабатываемой заготовке при различных видах обработки. Инструмент применяется для обработки деталей из чугуна и сталей различного назначения. Конструкция позволяет формировать уступы с разным наклоном стенки. Широкая номенклатура такой оснастки обеспечивает однопроходное фрезерование даже для крупногабаритных изделий.
В отличие от других типов фрез, торцевые модели имеют режущие кромки, установленные только со стороны торцевой части. При этом непосредственная обработка горизонтальной плоскости ведется вершинами режущих элементов и считается дополнительной. Основной съем металла производится боковой частью при продольной подаче. Большое количество режущих лезвий и геометрия их расположения обеспечивает поочередный контакт с металлом, что значительно улучшает режимы фрезерования и долговечность оснастки. Такой важный параметр, как угол резания в торцевых моделях зависит исключительно от диаметра инструмента, а не от величины припуска на обработку. Боковые поверхности лезвий также способны сформировать вертикальный уступ или наклонную грань. Высота уступа не должна превышать габаритов лезвия. В некоторых зарубежных модификациях на боковой поверхности корпуса предусматривается возможность установки дополнительных обрабатывающих лезвий, обеспечивающих значительную высоту фрезеруемой грани.

Торцевые фрезы конструктивно отличаются высокой жесткостью и выпускаются как левого, так и правого вращения. Учитывая расположение режущих лезвий по внешнему радиусу рабочей части, процесс обработки должен начинаться с края заготовки, либо проводится в предварительно выполненных выемках. Рабочие вертикальные подачи при торцевом фрезеровании используются редко.
По конструктивному исполнению, все торцевые фрезы подразделяются на монолитные и инструмент со сменными режущими элементами. Монолитные модели, при первом рассмотрении, напоминают обычные спиральные сверла. Металлорежущая часть из быстрорежущей стали и цилиндрический корпус в них выполнены в виде единого целого. При этом кромка лезвий со стороны торца не пересекает весь диаметр основания
Основным элементом конструкции торцевой фрезы со сменными ножами стала обрабатывающая головка. Она представляет собой фасонный металлический корпус, к которому закрепляются съемные режущие элементы. Для обеспечения требуемого профиля фрезерования ориентация лезвий образует рабочую кромку с боковой стороны. Инструмент со сменными лезвиями, по сравнению с монолитными вариантами, имеет значительную номенклатуру моделей, обеспечивающую разнообразные особенности обработки.

Также такая оснастка более проста в эксплуатации и не требует применения сложных операций при восстановлении изношенных режущих кромок.
РАЗМЕРЫ ФРЕЗ ПО ИСО 1641-1-78
Размеры фрез
указаны на черт. 3 и в табл. 3, 4.
Черт. 3
Таблица 3
мм
|
Диапазон диаметров d |
Рекомендуемый диаметр d |
Диаметр хвостовика d 1 |
Нормальная серия |
Длинная серия |
|||||||
|
l |
L |
l |
L |
||||||||
|
св. |
До |
Ряд |
Ряд |
Ряд |
|||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
||||||
|
1,90 |
2,36 |
2,0 |
— |
4 |
6 |
7 |
39 |
51 |
10 |
42 |
54 |
|
2,36 |
3,00 |
2,5 3,0 |
— |
8 |
40 |
52 |
12 |
44 |
56 |
||
|
3,00 |
3,75 |
— |
3,5 |
10 |
42 |
54 |
15 |
47 |
59 |
||
|
3,75 |
4,00 |
4,0 |
— |
11 |
43 |
55 |
19 |
51 |
63 |
||
|
4,00 |
4,75 |
— |
5 |
6 |
45 |
55 |
53 |
63 |
|||
|
4,75 |
5,00 |
5,0 |
— |
13 |
47 |
57 |
24 |
58 |
68 |
||
|
5,00 |
6,00 |
6,0 |
— |
6 |
57 |
68 |
|||||
|
6,00 |
7,50 |
— |
7,0 |
8 |
10 |
16 |
60 |
66 |
30 |
74 |
80 |
|
7,50 |
8,00 |
8,0 |
— |
19 |
63 |
69 |
38 |
82 |
88 |
||
|
8,00 |
9,50 |
9,0 |
10 |
69 |
88 |
||||||
|
9,50 |
10,00 |
10,0 |
— |
13 |
72 |
45 |
95 |
||||
|
10,00 |
11,80 |
— |
11,0 |
12 |
79 |
102 |
|||||
|
11,80 |
15,00 |
12,0 |
14,0 |
16 |
83 |
53 |
110 |
||||
|
15,00 |
19,00 |
16,0 |
18,0 |
16 |
32 |
92 |
63 |
123 |
|||
|
19,00 |
23,00 |
20,0 |
22,0 |
20 |
38 |
104 |
75 |
141 |
|||
|
23,60 |
30,00 |
25,0 |
28,0 |
25 |
45 |
121 |
90 |
166 |
|||
|
30,00 |
37,60 |
32,0 |
36,0 |
32 |
53 |
133 |
106 |
186 |
|||
|
37,50 |
47,50 |
40,0 |
45,0 |
40 |
63 |
155 |
125 |
217 |
|||
|
47,50 |
60,00 |
50,0 |
56,0 |
50 |
75 |
177 |
150 |
252 |
|||
|
60,00 |
67,00 |
63,0 |
50 |
63 |
90 |
192 |
202 |
180 |
282 |
292 |
|
|
67,00 |
75,00 |
75,0 |
71,0 |
63 |
202 |
292 |
Примечание .
Два ряда общей длины фрез L
соответствуют двум рядам диаметров
хвостовиков. Длины L
и l выбраны так, чтобы разность L — l была постоянной, независимо от серии фрез, и
равнялась приведенной в табл. 4.
Таблица 4
мм
|
Диаметр рабочей части d |
L — l |
Диаметр рабочей части d |
L — l |
||||
|
Ряд |
Ряд |
||||||
|
св. |
до |
1 |
2 |
св. |
до |
1 |
2 |
|
1,9 |
4,0 |
32 |
44 |
19,0 |
23,6 |
66 |
|
|
4,0 |
5,0 |
34 |
44 |
23,6 |
30,0 |
76 |
|
|
5,0 |
6,0 |
44 |
30,0 |
37,5 |
80 |
||
|
6,0 |
8,0 |
44 |
50 |
37,5 |
47,5 |
92 |
|
|
8,0 |
10,0 |
50 |
47,5 |
60,0 |
102 |
||
|
10,00 |
15,0 |
57 |
60,0 |
67,0 |
102 |
112 |
|
|
15,0 |
19,0 |
60 |
67,0 |
75,0 |
112 |
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 6).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН
И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
СССР
РАЗРАБОТЧИКИ
Д.И.
Семенченко, канд. техн. наук. Н.И. Минаева; Т.А. Лавренова
2. УТВЕРЖДЕН И
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета
Министров СССР от 09.06.71 № 1104
3. Срок
проверки — 2000 г., периодичность проверки — 10 лет
4. Стандарт
полностью соответствует СТ СЭВ 109-79
5. ВЗАМЕН ГОСТ
8237-57 в части фрез с цилиндрическим хвостовиком, МН 409-65, МН 410-65
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на |
Номер пункта |
|
ГОСТ 14034-74 |
8 |
|
ГОСТ 17024-82 |
11 |
|
ГОСТ |
7а |
|
ИСО |
2, 12 |
7.
Ограничение срока действия снято Постановлением Госстандарта от 25.03.82 № 1232
8. ПЕРЕИЗДАНИЕ
(март 1998 г.) с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в феврале 1973
г., январе 1977 г., марте 1982 г., апреле 1985 г., марте 1991 г., сентябре 1995
г. (ИУС 2-73, 2-77, 6-82, 7-85, 6-91, 12-95)
- ГОСТ Р ИСО/МЭК 17025-2000 Общие требования к компетентности испытательных и калибровочных лабораторий
- ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
- ГОСТ Р 52960-2008 Аккредитация судебно-экспертных лабораторий. Руководство по применению ГОСТ Р ИСО/МЭК 17025
- ГОСТ Р ИСО/МЭК 17025-2006 Общие требования к компетентности испытательных и калибровочных лабораторий
- ГОСТ Р ИСО/МЭК 17025-2000 Общие требования к компетентности испытательных и калибровочных лабораторий
Выбор концевой фрезы с цилиндрическим хвостовиком
Чтобы купить фрезы концевые цилиндрические и при этом не ошибиться с выбором, в первую очередь, внимательно читайте маркировки изделий, которые отображают основные характеристики инструментов.
Для примера рассмотрим маркировку «14х26х83 z=5 ц/х Р6М5». Она обозначает следующее.
-
Диаметр рабочей части — 14 мм.
-
Ее длина — 26 мм.
-
Общая длина инструмента — 83 мм.
-
Количество зубьев — 5 шт.
-
Материал изготовления — сталь Р6М5.
При выборе концевых цилиндрических фрез также учитывайте следующие особенности.
Производители выпускают концевые фрезы с различным количеством зубьев. С уменьшением их числа размеры увеличиваются, а с увеличением — уменьшаются.
Крупнозубые инструменты (2–3 зуба) применяют для черновой обработки. Они лучше всего подходят для фрезерования деталей из меди, алюминия, а также иных цветных металлов и легких сплавов.
-
Мелкозубые инструменты (5–6 зубьев) применяют для получистовой и чистовой обработки уступов и пазов в деталях из стали и чугуна. Такие фрезы работают с кратковременными подачами.
-
Цилиндрические хвостовики бывают разными. Гладкие фиксируются в обычных патронах. Хвостовики с лысками (1–2 шт.) предназначены для крепления фрез в патронах с зажимными винтами.
При выборе фрезы по материалу изготовления руководствуйтесь следующим правилом. Рабочая часть должна быть тверже и жестче металла, из которого изготовлены нуждающиеся в фрезеровании детали.
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
Торцовые фрезы
для обработки плоскостей
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
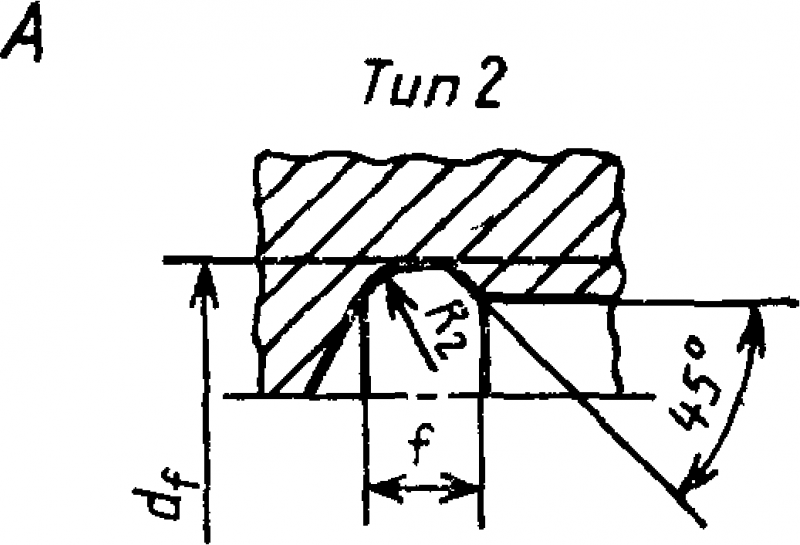
3 Особые требования Госстандарта 17025–71
Стружечные канавки в таких инструментах имеют следующие углы наклона:
- концевая фреза Тип 1 – от 30 до 35 градусов;
- фреза Тип 2 – от 35 до 45 градусов.
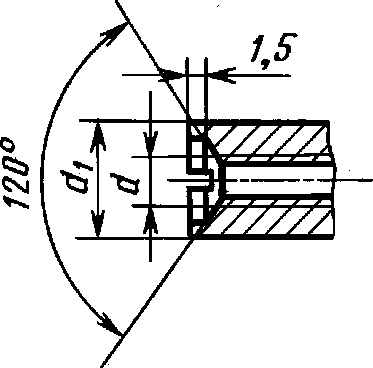
Режущие приспособления, сечение которых не превышает четырех миллиметров, ГОСТ разрешает выпускать без зубьев на торцах. А инструмент сечением не более 12 миллиметров может изготавливаться без шейки. Центровое отверстие на торце, которым располагает каждая концевая фреза, должно отвечать требованиям Госстандарта 14034.
 Центровое отверстие на торце фрезы
Центровое отверстие на торце фрезы
Допускается производство инструмента без отверстия, но при условии, что фреза имеет сечение до шести миллиметров (если диаметр больше – наличие отверстия является обязательным). Геометрические параметры хвостовиков фрез оговариваются отдельно в стандарте 25534. Технические требования к процессу изготовления режущего инструмента излагаются в ГОСТ 17024. Концевая фреза может иметь выточку на обоих торцах инструмента либо только со стороны его рабочей части.
 Концевые фрезы без отверстия на торце
Концевые фрезы без отверстия на торце
Цилиндрические хвостовики для фрез концевого типа, позволяющие осуществлять крепление инструмента в патронах металлорежущих станков, выпускают в трех исполнениях (Госстандарт 25534): с одной либо двумя лысками, гладкой формы. Хвостовики с лысками используются для фиксации фрезы в патронах с зажимными винтами, гладкого исполнения – в обычных зажимных патронах.
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять типов:
1 — с нормальными зубьями;
2 — с крупными зубьями.
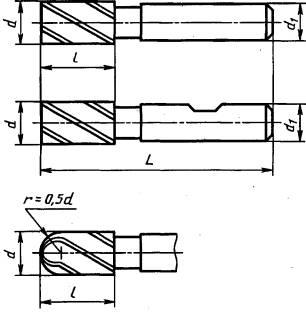
3.1.2 Фрезы типа 1 изготовляют исполнений:
1 — с гладким цилиндрическим хвостовиком;
2 — с цилиндрическим хвостовиком с лыской;
3 — с цилиндрическим хвостовиком с резьбой;
Фрезы типа 2 изготовляют только исполнения 4 — с коническим
хвостовиком Морзе.
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны
соответствовать указанным на рисунке и в таблице .
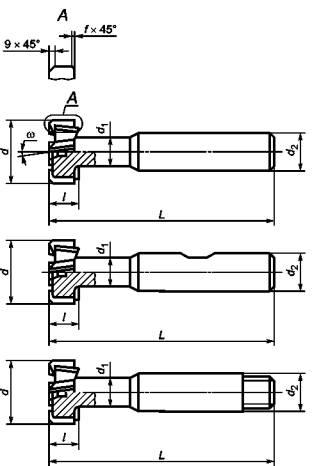
Рисунок 1
Таблица 1
Размеры в миллиметрах
|
dh2 |
d1, не более |
d2 |
l h12 |
L |
f, не более |
q, не более |
Число |
|
|
5 |
11,0 |
4 |
10 |
3,5 |
53,5 |
0,6 |
1,0 |
6 |
|
6 |
12,5 |
5 |
6,0 |
57,0 |
||||
|
8 |
16,0 |
7 |
8,0 |
62,0 |
||||
|
10 |
18,0 |
8 |
12 |
70,0 |
||||
|
12 |
21,0 |
10 |
9,0 |
74,0 |
8 |
|||
|
14 |
25,0 |
12 |
16 |
11,0 |
82,0 |
1,6 |
||
|
18 |
32,0 |
15 |
14,0 |
90,0 |
1,0 |
|||
|
22 |
40,0 |
19 |
25 |
18,0 |
108,0 |
2,5 |
||
|
28 |
50,0 |
25 |
32 |
22,0 |
124,0 |
|||
|
36 |
60,0 |
30 |
28,0 |
139,0 |
3.1.4 Основные размеры фрез
исполнения 4 должны соответствовать указанным на рисунке и в
таблице .
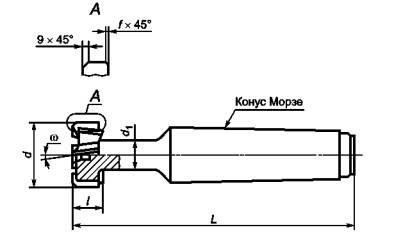
Рисунок 2
Таблица 2
Размеры в миллиметрах
|
Т-образного паза |
d h12 |
d1 не более |
l h12 |
L |
f, не более |
q, не более |
Конус Морзе |
Число зубьев для фрез типов |
|
|
1 |
2 |
||||||||
|
6 |
12,5 |
5 |
6 |
73 |
0,6 |
1,0 |
1 |
6 |
— |
|
8 |
16,0 |
7 |
7 |
77 |
|||||
|
10 |
18,0 |
8 |
8 |
82 |
4 |
||||
|
12 |
21,0 |
10 |
9 |
98 |
0,6 |
1,0 |
2 |
8 |
6 |
|
14 |
25,0 |
12 |
11 |
103 |
1,6 |
||||
|
18 |
32,0 |
15 |
14 |
111 |
1,0 |
||||
|
22 |
40,0 |
19 |
18 |
138 |
2,5 |
3 |
— |
||
|
28 |
50,0 |
25 |
22 |
173 |
4 |
||||
|
36 |
60,0 |
30 |
28 |
188 |
8 |
||||
|
42 |
72,0 |
36 |
35 |
229 |
1,6 |
4,0 |
5 |
||
|
48 |
85,0 |
42 |
40 |
240 |
2,0 |
6,0 |
|||
|
54 |
95,0 |
44 |
44 |
251 |
Пример
условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6
мм:
Фреза 1 — 1 — 6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1 — 2 — 6 ГОСТ Р 53004-2008
То же,
исполнения 3:
Фреза 1 — 3 — 6 ГОСТ Р 53004-2008
То же,
исполнения 4:
Фреза 1 — 4 — 6 ГОСТ Р 53004-2008
То же, фрезы
типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2 — 4 — 12 ГОСТ Р 53004-2008
3.1.5 Хвостовики фрез исполнений 1,2,3
— по ГОСТ Р 52965.
3.1.6 Размеры конусов Морзе — по ГОСТ 25557.
3.1.7 Центровые отверстия — по ГОСТ 14034.
3.1.8 Фрезы типа 1 изготовляют с углом
наклона стружечной канавки w =
10°; фрезы типа 2 — с углом наклона стружечной канавки w = 15. . .25°.