Гост 860-75 олово. технические условия (с изменениями n 1, 2, 3, 4)
Содержание:
Схожі:
| Гост 11897-94 межгосударственный стандарт штативы для геодезических приборов общие технические требования и методы испытаний межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан центральным ордена «Знак Почета» научно-исследовательским институтом геодезии, аэросъемки и картографии им. Ф. Н. Красовского… | Гост 7328-2001 межгосударственный стандарт гири общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан межгосударственным техническим комитетом по стандартизации мтк 310 «Приборы весоизмерительные» | ||
| Гост 26957-97 межгосударственный стандарт вариаторы с широким клиновым ремнем общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан межгосударственным техническим комитетом по стандартизации мтк 96, Научно-исследовательским и проектно-конструкторским… | Гост 3226-93 межгосударственный стандарт глины формовочные огнеупорные общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскВнесен техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации | ||
| Гост 1516. 3-96 межгосударственный стандарт электрооборудование переменного тока на напряжения от 1 до 750 кв требования к электрической прочности изоляции межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан техническим комитетом по стандартизации тк 37 «Электрооборудование для передачи и распределения электроэнергии» | Гост 1639-93 межгосударственный стандарт лом и отходы цветных металлов и сплавов общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскВнесен государственным комитетом Украины по стандартизации, метрологии и сертификации | ||
| Гост 17380-2001 (исо 3419-81) межгосударственный стандарт детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскВнесен государственным комитетом Российской Федерации по стандартизации и метрологии | Гост 1983-2001 межгосударственный стандарт трансформаторы напряжения общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан открытым акционерным обществом ОАО «Свердловский завод трансформаторов тока» | ||
| Гост 5950-2000 межгосударственный стандарт прутки, полосы и мотки из инструментальной легированной стали общие технические условия межгосударственный совет по стандартизации, метрологии и сертификации минскРазработан техническим комитетом по стандартизации тк 6, Украинским государственным научно-исследовательским институтом специальных… | Гост 30774-2001 межгосударственный стандарт ресурсосбережение Обращение с отходами паспорт опасности отходов основные требования межгосударственный совет по стандартизации, метрологии и сертификации минскВсероссийским научно-исследовательским Центром стандартизации, информации и сертификации сырья, материалов и веществ (вницсмв) Госстандарта… |
Документи
6.4 Технические требования к конструкциям крепления жил проводов в изоляторе
6.4.1 Конструкции крепления жилы провода в изоляторе
должны соответствовать рисункам ,
и . Если диаметр провода меньше внутреннего диаметра
изолятора, провод должен быть вставлен в изолятор согласно рисунку .

1
— наконечник; 2 — токопроводящая жила; 3 — электроизоляционная трубка на клее или термоусаживаемая трубка, 4
— электроизоляция провода
Рисунок 37
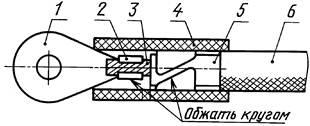
1
— наконечник; 2 — хвостовик наконечника; 3 — токопроводящая жила;
4 — электроизоляционная трубка на клее или термоусаживаемая трубка; 5 — электроизоляция провода; 6— защитный покров
Рисунок 38
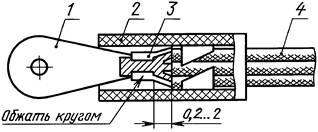
1
— наконечник, 2 — электроизоляционная трубка на клее или
термоусаживаемая трубка; 3 — хвостовик наконечника; 4 — провод
Рисунок 39
1
— роликовый наконечник; 2 — электроизоляционная трубка или лента; 3
— провод
Рисунок 40

1
— провод; 2 — трубчатый наконечник; 3 — втулка; 4 — винт
Рисунок 41
1
— провод; 2 — панель лампы
Рисунок 42
1
— провод; 2 — панель лампы
Рисунок 43
1
— электроизоляционная трубка на клее; 2 — лепесток; 3 — провод
Рисунок 44
1
— провод; 2 — электроизоляционная трубка на клее; 3 — лепесток
Рисунок 45
1
— электроизоляционная трубка на клее
Примечание — При надевании трубок с натягом устанавливать их
следует без клея
Рисунок 46
1 — электроизоляционная
трубка на клее
Примечание — При надевании трубок с натягом устанавливать их
следует без клея
Рисунок 47
1 — провод; 2
— плоская контакт-деталь; 3 — изолятор
Рисунок 48
1 — втулка; 2
— изолятор; 3 — провод
Рисунок 49
1 — изолятор; 2
— провод; 3 — электроизоляционная трубка
Примечание — При надевании трубок с натягом устанавливать их
следует без клея
Рисунок 50
1 — изолятор; 2
— шпилька; 3 — шайба; 4 — шайба; 5 — гайка; 6-наконечник;
7— провод
Рисунок 51
ПРИЛОЖЕНИЕ
А(справочное)
Таблица А.1
|
Тип провода |
Вариант |
Размер ступени, |
Материал крепления |
|
БИФ, БИФЭ |
1.1 |
— |
— |
|
БПВЛ, БПВЛЭ |
2.2 |
3 — 10 |
Клей типа |
|
2.3 |
3 — 10 |
Трубка |
|
|
БПДО |
1.1 |
— |
— |
|
БФС |
2.6 |
4 — 6 |
Нитки |
|
МГВ |
1.1 |
— |
— |
|
МГТФ, МГСТФ, |
1.1 |
— |
— |
|
МГШВ, МШВ, |
1.1 |
— |
— |
|
МДПО, МГДПО |
1.1 |
— |
— |
|
МК 26-11, МК |
1.1 |
— |
— |
|
МК27-11,МК27-12 |
1.1 |
— |
— |
|
МЛП, МЛПГ, |
1.1 |
— |
— |
|
МНВ |
1.1 |
— |
— |
|
МП 37-11,МПЭ |
1.1 |
— |
— |
|
МП 37-12, |
1.1 |
— |
— |
|
МП 16-11, МП |
1.1 |
— |
— |
|
МПМ, МПКМ, |
1.1 |
— |
— |
|
МПО, МПОУ, |
1.1 |
— |
— |
|
МПО 23-11, |
1.2 |
— |
Клей типа |
|
МПО 33-11, |
2.5 |
4 — 6 |
Нитки |
|
МС 15-11, |
1.1 |
— |
— |
|
МС 16-12 |
1.1 |
— |
— |
|
МС 25-11, |
1.1 |
— |
— |
|
МС 13-11 |
1.1 |
— |
— |
|
МС 13-13, МС |
1.1 |
— |
— |
|
МС 14-11, МС |
1.1 |
— |
— |
|
МС 16-13, |
1.1 |
— |
— |
|
МС 16-11 |
1.1 |
— |
— |
|
МС 16-14 |
1.1 |
— |
— |
|
МС 17-11, |
1.1 |
— |
— |
|
МС 21-11. |
1.1 |
— |
— |
|
МС 26-12 |
1.1 |
— |
— |
|
МС 32-11, |
1.1 |
— |
— |
|
МСО 32-11 |
2.5 |
4 — 6 |
Нитки |
|
МСТП, МСТПГ, |
1.1 |
— |
— |
|
МСТПЛ |
2.2 |
2 — 7 |
Клей типа |
|
2.3 |
2 — 7 |
Трубка |
|
|
ПМОФ |
2.5 |
5 — 8 |
Нитки |
|
ПТЛ |
2.5 |
3 — 10 |
То же |
|
СКФ |
2.5 |
3 — 10 |
|
|
ИС, ИСЭ |
1.1 |
— |
— |
|
227 МЭК 52 |
1.1 |
— |
— |
|
ИL 62 SYT |
1.1 |
— |
— |
|
CSA SQT |
1.1 |
— |
— |
|
227 МЭК 53 |
1.1 |
— |
— |
|
НВ |
1.1 |
— |
— |
|
ПВЗПО |
2.5 |
7 — 12 |
Нитки |
|
2.6 |
|||
|
ПВМФО |
2.5 |
6 — 16 |
То же |
Ключевые слова: монтаж, радиоэлектронная аппаратура,
приборы, технические требования, разделка, крепление, провод, жила, конструкция
4.4 Требования к монтажу соединителей
4.4.1 Монтаж проводов в
соединители не должен изменять усилие сочленения и расчленения вилки с розеткой
более чем это разрешено нормативным документом (НД) на отсутствующий тип
соединителя. Монтаж соединителей с плавающими контактами, а также заливку
соединителей герметиками следует производить с ответной технологической частью
соединителей, если нет других указаний в НД.
4.4.2 Хвостовики контактов
соединителей для объемного монтажа должны обеспечивать прочное соединение с
проводами одним из следующих методов: пайкой, обжимкой, накруткой. Конкретный
метод монтажа и количество перепаек указаны в НД.
4.4.3 Монтаж соединителей,
конструкция которых не предусматривает крепление ленточного провода, зона пайки
заливается компаундом, следует выполнять в приспособлении, фиксирующем
ленточный провод относительно соединителя.
4.4.4 Хвостовики контактов
соединителей для объемного монтажа должны допускать присоединение проводов с
указанным в НД сечением.
4.4.5 Соединители,
поступающие на монтаж, должны быть расконсервированы.
4.4.6 В процессе пайки
соединителей должны быть приняты меры, исключающие попадание припоя и флюса на
контактную часть гнезд и штырей.
4.4.7 После проверки
качества пайки хвостовики контактов должны быть защищены изоляционными трубками
или покрыты герметиком или компаундом. Трубки должны одновременно защищать
места оголения жил проводов и кабелей, а также хвостовиков контактов. Не
допускается повреждение трубок, надеваемых на хвостовики контактов и фиксаторы.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление.Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
4.3 Требования к монтажу ИЭТ
4.3.1 В процессе монтажа аппаратуры должны быть приняты меры по защите полупроводниковых приборов от воздействия статического электричества согласно нормативному документу на конкретное изделие.
4.3.2 Жгуты, кабели и выводы ИЭТ, при необходимости, перед установкой должны быть отрихтованы с соблюдением требований НД.
4.3.3 При рихтовке выводов ИЭТ следует обеспечить неподвижность участка вывода длиной не менее 1,0 мм от корпуса.
4.3.4 Формовку выводов ИЭТ производить таким образом, чтобы в месте выхода из корпуса (изолятора) вывод не испытывал механических усилий выше значений, установленных НД на ИЭТ.
4.3.5 При рихтовке, формовке, установке и креплении ИЭТ не допускается повреждение покрытия выводов, за исключением следов (отпечатков) инструмента, не нарушающее их покрытия (оголение основного материала) и не снижающее механическую прочность.
4.3.6 Формовка выводов ИЭТ (при отсутствии в государственных стандартах и технических условиях на них требований к расстоянию от корпуса ИЭТ до центра радиуса изгиба вывода к радиусу изгиба) должна быть выполнена со следующими размерами:
|
а) расстояние от корпуса ИЭТ до центра радиуса изгиба вывода, мм, не менее: |
|
|
1) для полупроводниковых приборов………………………………………………………………………….. |
2,0 |
|
2) для резисторов и конденсаторов при диаметре (толщине) вывода до 1 мм включительно…………………………………………………………………………………………………………. |
1,0 |
|
3) для резисторов и конденсаторов при диаметре (толщине) вывода свыше 1 мм…………. |
1,5 |
|
4) для дросселей………………………………………………………………………………………………………….. |
5,0 |
|
б) радиус изгиба, мм, не менее: |
|
|
1) при диаметре (толщине) вывода до 0,5мм включительно………………………………………… |
0,5 |
|
2) свыше 0,5 до 1,0мм включительно………………………………………………………………………….. |
1,0 |
|
3) при диаметре (толщине) вывода свыше 1,0 до 1,5мм включительно………………………… |
1,5 |
|
4) при диаметре (толщине) вывода свыше 1,5 м…………………………………………………………… |
1,0-1,5 диаметра вывода |
4.3.7 При увеличении плотности монтажа и расположении ИЭТ вплотную к шасси на корпуса и выводы ИЭТ должны быть надеты электроизоляционные трубки, что необходимо отразить в КД. В этом случае должен быть выдержан допустимый для ИЭТ температурный режим.
4.3.8 Внутренний диаметр электроизоляционной трубки следует выбирать таким, чтобы обеспечить плотную посадку ее на корпус ИЭТ. Длина трубки должна превышать длину корпуса ИЭТ на 0,5-1,0мм с каждой стороны.
4.3.9 ИЭТ необходимо механически крепить к контакт-детали с последующей пайкой, а в случае необходимости — дополнительно при помощи хомутов, скоб, держателей, заливки компаундом, установки на клей.
4.3.10 Способ дополнительного крепления ИЭТ выбирают исходя из требований ТУ на ИЭТ, их весовых, габаритных и конструктивных характеристик, а также условий эксплуатации аппаратуры и указывают в КД.
4.3.11 Механическое крепление выводов ИЭТ следует осуществлять выполнением не менее одного оборота вокруг контакт-детали, шины или вставлением в отверстие плоского контакта с плотным обжатием вывода. Изгиб контакт-детали не допускается.
4.3.12 Выводы ИЭТ, провода должны свободно без усилия входить в монтажные отверстия, армированные заклепками, с обязательной последующей подгибкой вывода, провода.
4.3.13 Количество выводов ИЭТ (в том числе жил проводов), закрепляемых на контакт-детали, следует определять в зависимости от длины контакта, диаметров выводов ИЭТ (проводов) и механической прочности контакт-детали. Количество их должно быть не более четырех.
4.3.14 Расстояние от торца цилиндрического контакта до закрепленного вывода ИЭТ провода должно быть не менее 0,5 мм. Расстояние от платы до закрепленного цилиндрического вывода провода должно быть не менее 1,0 мм, а до плоского вывода — не менее 0,5мм.
4.3.15 Каждый вывод ИЭТ и жила провода должны быть закреплены на контакт-детали отдельно. Не допускается скручивать выводы ИЭТ, провода друг с другом и выводы ИЭТ с жилами проводов.
4.3.16 Выводы ИЭТ, подбираемого при настройке и регулировке прибора, следует паять без механического крепления на полную их длину. После выбора ИЭТ его выводы должны быть отформованы и механически закреплены к контакт-детали.
4.3.17 Свободные выводы реле и трансформаторов использовать в качестве контакт-детали не допускается.
4.6 Требования к непаяным методам монтажа
4.6.1 При монтаже методом
накрутки применяют немодифицированные, модифицированные и бандажные соединения.
Вид соединения должен быть определен в технических требованиях чертежа.
4.6.3 При выполнении монтажа
накруткой провода между контактами штырей следует укладывать без натяжения.
4.6.4 При выполнении монтажа
накруткой не допускается:
— выполнять соединение
проводом, выпрямленным после раскрутки соединения;
— деформировать соединения
(обжимать, сдвигать витки и т.п.);
— нахлест витков друг на
друга в соединении.
4.6.5 Конец последнего витка
соединения, выполненного накруткой, должен плотно прилегать к контактному
штырю.
4.6.7 Выступание конца
обжимаемого провода при выходе из хвостовика контакта должно быть не более 1,5
мм.
4.6.8 Поверхность хвостовика
контакта после обжатия не должна иметь трещин, заусенцев, острых кромок,
нарушений покрытий.
5 Требования безопасности
5.1 При монтаже должны
выполняться требования ГОСТ 12.1.004, ГОСТ
12.1.010, ГОСТ
12.2.007.0 и ГОСТ 12.4.021.
5.2 Для предупреждения поражения
электрическим током при монтаже необходимо надежно заземлять корпуса питающих
трансформаторов, вентиляторов, вентиляционных систем и электроинструментов.
Электропроводка должна иметь
качественную изоляцию. При монтаже следует применять электропаяльники и розетки
закрытого типа с рабочим напряжением не более 36 В. На розетках должно быть
указано значение напряжения.
5.3 Для предотвращения
пожара при монтаже следует предусмотреть следующие меры:
— помещения для хранения и
разлива легковоспламеняющихся жидкостей (ЛВЖ) должны быть изолированными и
оборудованными вентиляцией;
— для хранения и
транспортирования ЛВЖ или обтирочных материалов, загрязненных ЛВЖ, должна
применяться тара из небьющегося и необразующего искр материала, с плотно
закрывающимися крышками, на которой нанесены надписи «Огнеопасно» и название
жидкости;
— рабочие участки должны
быть снабжены противопожарным инвентарем (асбестовые одеяла, песок,
огнетушители и т.д.).
5.4 Для соблюдения
требований безопасности при монтаже необходимо выполнять правила защиты от
статического электричества.
5.5 Для предупреждения
тепловых ожогов при монтаже необходимо производить предварительную сушку ИЭТ и
инструмента перед погружением в расплавленный припой. Рабочее место необходимо
оборудовать теплоизолирующими экранами и специальными подставками для
электропаяльников.
5.6 Для предупреждения травм
от механических факторов необходимо использовать специальную тару для деталей и
материалов, обеспечивающую безопасность при их транспортировании. Движущие
части механизмов должны быть ограждены.
5.7 Для предупреждения
отравления в процессе монтажа при выполнении работ с применением припоев,
содержащих свинец, лаков и клеев рабочие места должны быть оборудованы
вытяжными установками, обеспечивающими удаление вредных паров до нормы, не
превышающей предельно допустимой концентрации в соответствии с требованиями ГОСТ
12.1.005.
Следует также выполнить [].
5.8 Освещенность рабочих
мест должна соответствовать [].
5.9 Требования безопасности,
не установленные настоящим стандартом, должны соответствовать требованиям
системы стандартов безопасности труда.
Библиография
Ключевые слова: стандарт,
технические требования, монтаж электрический, монтаж накруткой, монтаж
обжимкой, радиоэлектронная аппаратура, прибор, кабельные изделия, провод, жгут,
ленточный кабель, вывод ИЭТ, соединитель, хвостовик контакта, пайка
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |