Гост 17215-71. нутромеры микрометрические. методы и средства поверки
Содержание:
Описание: Наборы щупов ТУ 2-034-225-87
Пластины-щупы предназначены для проверки величин зазоров между поверхностями. Пластины-щупы выпускаются по второму классу точности и комплектуются в четыре набора. Конструкция обоймы набора обеспечивает возможность свободной замены любой пластины, а также регулирования плавности вращения пластин на оси. Обоймы имеют никелевое антикоррозионное покрытие. Твердость рабочих поверхностей щупов не ниже: H100 450 кгс/мм2 по для щупов толщиной до 0,1мм; 1мм-520 кгс/мм2 для щупов толщиной свыше 0,1 до 0,3мм; HV 520. Для щупов толщиной свыше 0,3 до 0,5мм; НУ 395 для щупов толщиной свыше 0,5мм. По требованию заказчика изготовляются также отдельные пластины-щупы длиной 100 и 200 мм.
Контрольно-измерительные приборы (КИП) — это оборудование, без которого сегодня невозможно представить современное производство. Измерения необходимы на каждом производительном этапе и в самых разных промышленных сферах. Поэтому измерительные инструменты так разнообразны, это и Наборы щупов ТУ 2-034-225-87, микрометры, микаторы, поверочные и лекальные линейки, шагометры, угломеры, толщиномеры, твердомеры, микроскопы, штангенциркули, и т. д.
3.1. Общие технические требования к якорным цепям
3.1.1. Якорные цепи должны
изготовляться в соответствии с требованиями настоящего стандарта по рабочим
чертежам, утвержденным в установленном порядке.
3.1.2. Длина якорных цепей
должна устанавливаться по согласованию с потребителем.
3.1.3. Промежуточные смычки
должны иметь длину 25+2,5 м и состоять из нечетного числа звеньев.
3.1.4. В якорных, коренных и
промежуточных смычках могут быть монтажные сварные и литосварные звенья.
Конструкцию монтажных звеньев и технические требования к ним следует устанавливать
в отраслевой нормативно-технической документации (НТД).
(Измененная редакция, Изм. №
2).
3.1.5. В сварных якорных цепях
якорная и коренная смычки, а также соединительные звенья могут быть литыми.
Механические свойства,
результаты испытаний на изгиб и ударный изгиб образцов, изготовленных из
готовой цепи (для сварных звеньев — из несварной ветви звена), должны
соответствовать указанным в .
(Измененная редакция, Изм. №
2).
3.1.7.
Предельные отклонения длин участков промежуточных смычек и цепей без распорок,
состоящих из пяти общих звеньев, не должны быть более + 2,5 % от номинальных
длин этих участков, равных 5 l — 8 d, где l — номинальная длина
звена, d — калибр якорной цепи.
± 1,0 мм — калибров до 40 мм включ.
± 2,0
мм»от
42 до 84 мм включ.
± 3,0
мм»от
87 до 122 мм включ.
± 4,0
мм»от
124 мм и более.
(Измененная
редакция, Изм. № 1).
3.1.9. Площадь сечения звена по
его продольной оси должна быть не менее номинальной.
Таблица 4
Механические
свойства образцов цепей
Метод изготовления
Вид термической обработки
Временное сопротивление
при разрыве, МПа
Относительное сужение при
разрыве, %
Относительное удлинение
при разрыве, %
Работа удара KV, Дж
Температура испытаний на
ударный изгиб, °С
Диаметр оправки при
испытании на изгиб на 180°, мм
не менее
1
Контактная сварка
Нормализация
300 — 400
—
30
—
—
d
400 — 490
—
25
—
—
d
2
Контактная сварка,
штамповка, литье
Нормализация, нормализация
и отпуск, закалка и отпуск
490 — 690
—
22
47
3d
3
Контактная сварка,
штамповка, литье
690
40
17
60
—
Примечания
1. При испытании на ударный изгиб образцов,
изготовленных из сварных соединений общих звеньев категории 3, работа удара
должна быть не менее 50 Дж при 0 °С.
2. При изготовлении цепи литьем относительное сужение
при разрыве должно быть не менее 33 %.
3. Испытания на растяжение, изгиб и ударный изгиб
образцов, изготовленных из готовых цепей категорий 1 и 2, проводят по
требованию Регистра СССР.
Площадь сечения
принимают равной площади круга с диаметром, равным среднему диаметру общего
звена.
(Измененная редакция, Изм. № 2).
3.1.10.
Предельные отклонения длины и ширины общих звеньев не должны превышать ±
2,5 % от номинальных значений этих размеров.
3.1.12. В местах сварки не
должно быть непроваров, расслоений, пор, раковин и трещин.
(Измененная редакция, Изм. №
2).
3.1.13. Штырь вертлюга, не
нагруженного растягивающей нагрузкой, должен свободно вращаться в его звене.
3.1.14. Штифты концевой скобы и
соединительного звена должны быть оцинкованы.
3.1.15. Каждая изготовленная
партия сборочных единиц якорных цепей должна иметь сертификат по форме,
согласованной с Регистром СССР.
3.1.16. Полный срок службы цепей
должен быть не менее 15 лет при условии соблюдения правил эксплуатации.
Назначенный срок службы цепей до
очередного освидетельствования Регистром СССР — четыре года.
Предельным состоянием цепей
следует считать уменьшение среднего диаметра общего звена в наиболее изношенной
части на 10 % номинального значения и более.
(Измененная редакция, Изм. №
2).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Индикаторы должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Наибольшая разность погрешностей, размах и вариация показаний индикаторов в вертикальном рабочем положении (наконечником вниз) при температуре окружающей среды (20+3) °С не должны превышать значений, установленных в табл. 2.
Таблица 2
|
Наибольшая разность погрешностей |
Размах показаний при 10 измерениях |
Вариация показаний |
|||
|
Тип |
Класс точности |
на участке шкалы 200 делений |
на всем диапазоне |
||
|
деления шкалы |
|||||
|
1 МИГ 2 МИГ |
1,5 |
2,0 |
1/2 |
1 |
|
|
1 МИГ 2 МИГ |
1 |
2,0 |
2,5 |
2/3 |
1,5 |
Примечание. Под наибольшей разностью погрешностей индикатора понимают наибольшую алгебраическую разность значений погрешностей на проверяемом участке при прямом ходе измерительного стержня.
Под вариацией показаний понимают среднюю разность между показаниями индикатора в одной точке шкалы, полученную в результате 5 измерений при подводе на 20 делений к этой точке с двух противоположных сторон.
Под размахом показаний понимают наибольшую разность между отдельными повторными показаниями индикатора, соответствующими одному и тому же действительному значению измеряемой величины при неизменных внешних условиях.
МЕТОДЫ КОНТРОЛЯ
5.1. Проверка индикаторов — по МИ 1876.
5.2. При проверке влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с2 при частоте 80—120 ударов в минуту.
Ящики с упакованными индикаторами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний индикаторы должны соответствовать требованиям, установленным в пп. 2.2 и 2.3а.
5.3. Воздействие климатических факторов внешней среды при транспортировании проверяют при проведении периодических испытаний в климатических камерах в следующем порядке: сначала при температуре минус (50+3) °С, затем плюс (50+3) °С и далее при относительной влажности (95+3) %. Выдержка в климатических камерах по каждому из трех видов испытаний — 2 ч.
* На территории Российской Федерации действуют ПР 50.2.009—94.
После испытаний индикаторы должны соответствовать требованиям, установленным в пп. 2.2 и 2.3а.
(Измененная редакция, Изм. № 2, 3).
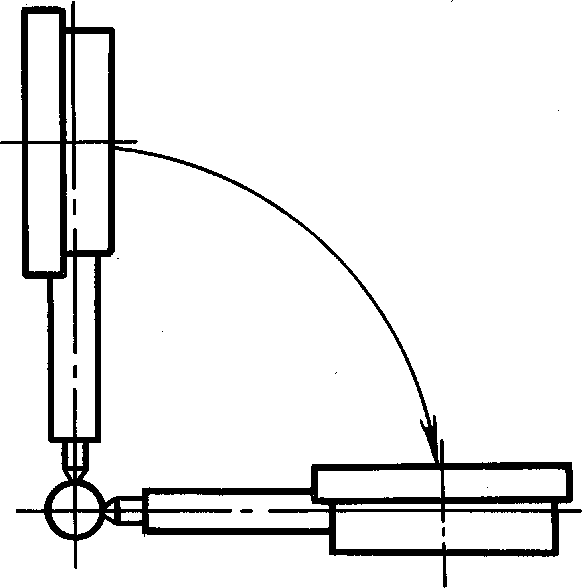
2.3. По заказу потребителя индикаторы изготовляют для работы в любом из указанных на черт. 2 положениях, при этом предел основной допускаемой погрешности поверяют только в заданном рабочем положении.
(Измененная редакция, Изм. № 3).
2.3а. Измерительное усилие индикаторов должно быть не более 2Н.
Колебания измерительного усилия для индикаторов типа 1 МИГ должно быть не более 0,5 И, а для индикаторов типа 2 МИГ — 0,7 И.
(Введен дополнительно, Изм. № 3).
2.4. Средняя наработка на отказ — не менее 1300000 условных измерений.
Критерием отказа является нарушение работоспособного состояния индикаторов, приводящее к невыполнению требований пп. 2.2 и (или) 2.3а.
1 МИГ и 2 МИГ класса точности 1 1 МИГ и 2 МИГ класса точности 0 и 1

Под условным измерением понимают двойной ход наконечника в пределах не менее 1/2 диапазона измерений.
(Измененная редакция, Изм. № 2, 3).
2.5. Механизм для установки индикатора в нулевое положение должен быть с пределом регулирования не менее 20 делений.
2.6. Общий ход измерительного стержня должен превышать диапазон измерений индикатора не менее чем на 1,5 мм.
2.7. Измерительный стержень индикатора должен перемещаться плавно, без заеданий. При нажатии на стержень в направлении, перпендикулярном к его оси с усилием 1 Н, изменение показаний по шкале не должно превышать 0,5 цены деления шкалы.
2.8. Индикатор должен быть оснащен корундовым наконечником со сферической измерительной поверхностью с радиусом сферы 5 мм и арретирующим устройством.
По заказу потребителя индикаторы следует изготовлять с корундовым плоским наконечником диаметром 8 мм. Допуск плоскостности измерительной поверхности 0,2 мкм.
Параметр шероховатости измерительных поверхностей — 7?^ <0,1 мкм по ГОСТ 2789.
(Измененная редакция, Изм. № 3).
2.9. Параметр шероховатости наружной поверхности присоединительной гильзы индикатора — Ra < 0,63 мкм по ГОСТ 2789.
2.10. На шкале индикатора должны быть нанесены четкие отметки в виде штрихов. Оцифровка шкалы индикатора, шкалы указателя оборотов должна быть двойной двунаправленной, разной по цвету.
(Измененная редакция, Изм. № 3).
2.11. Длина деления шкалы должна быть не менее 0,9 мм.
2.12. Ширина штрихов и стрелки над делениями шкалы должна быть 0,15—0,25 мм. Разница в ширине отдельных штрихов в пределах одной шкалы не должна превышать 0,05 мм.
(Измененная редакция, Изм. № 3).