Гост iso 8673-2014 гайки шестигранные нормальные (тип 1) с мелким шагом резьбы. классы точности а и в
Содержание:
Введение
Введение
Международный стандарт ISO 8673:2012 относится к комплексу стандартов, разработанных ISO на крепежные изделия с внешним шестигранным приводом. Комплекс стандартов состоит из следующих документов:
a) болты с шестигранной головкой (ISO 4014, ISO 4015, ISO 4016 и ISO 8765);
b) винты с шестигранной головкой (ISO 4017, ISO 4018 и ISO 8676);
c) гайки шестигранные (ISO 4032, ISO 4033, ISO 4034, ISO 4035, ISO 4036, ISO 7040, ISO 7041, ISO 7042, ISO 7719, ISO 7720, ISO 8673, ISO 8674, ISO 8675, ISO 10511, ISO 10512 и ISO 10513);
d) болты с шестигранной головкой и фланцем (ISO 4162, ISO 15071 и ISO 15072);
e) гайки шестигранные с фланцем (ISO 4161, ISO 7043, ISO 7044, ISO 10663, ISO 12125, ISO 12126 и ISO 21670).
6 Методы испытаний
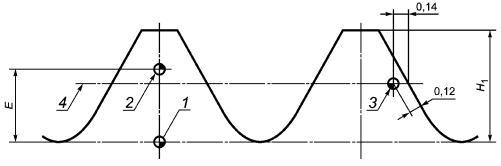
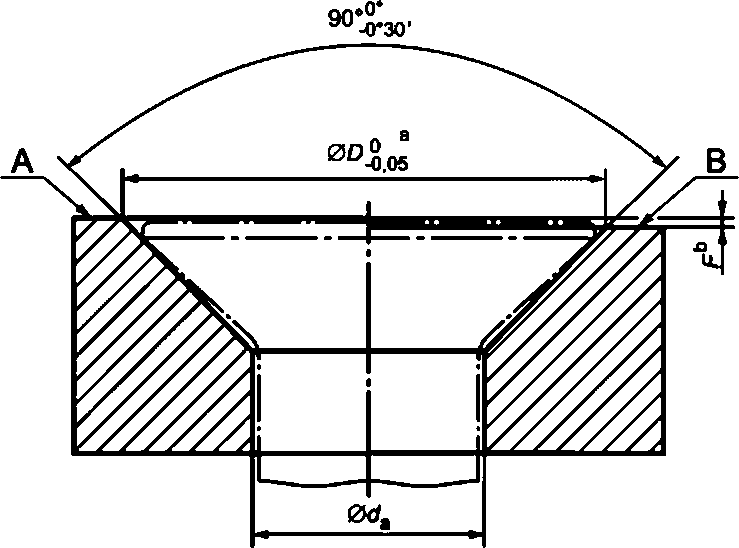
Установочный винт должен быть помещен в испытательный блок (см. рисунок 2) так, чтобы верхняя поверхность винта совпадала с поверхностью блока, а конец винта упирался в твердую поверхность, например в опорный винт, установленный с противоположной стороны блока.
Рисунок 2 — Схема оборудования для испытания на крутящий момент
1 — гаечный ключ с ограничением по крутящему моменту; 2 — испытуемый установочный винт; 3 — испытательный блок твердостью не менее 50 HRC с допуском 5Н (по ISO 965-3) для внутренней резьбы; 4 — опорный винт твердостью от 450 до 570 HV
Рисунок 2 — Схема оборудования для испытания на крутящий момент
Установочный винт должен выдерживать указанный в таблице 3 крутящий момент без трещин, изломов или смятия резьбы, при использовании шестигранного испытательного ключа с допуском размера под ключ h9, минимальным диаметром описанной окружности, равным 1,13 и имеющего твердость от 50 до 55 HRC, вставленного на полную глубину в шестигранное углубление.При измерении крутящего момента во время испытаний должен быть использован откалиброванный измерительный инструмент.Визуальные следы на установочном винте после проведения испытания не являются причиной отбраковки.
Испытание на твердость проводят по ISO 6506-1 (НВ), ISO 6508-1 (HRC) или ISO 6507-1 (HV). В спорных случаях решающим условием для приемки является испытание на твердость по Виккерсу (HV) (см. таблицу 4).Методы испытаний — по ISO 898-5.
3 Размеры
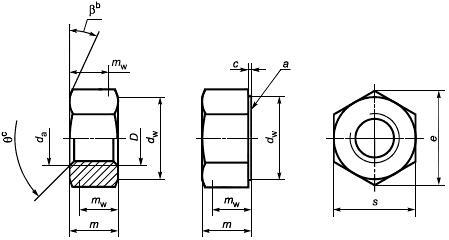
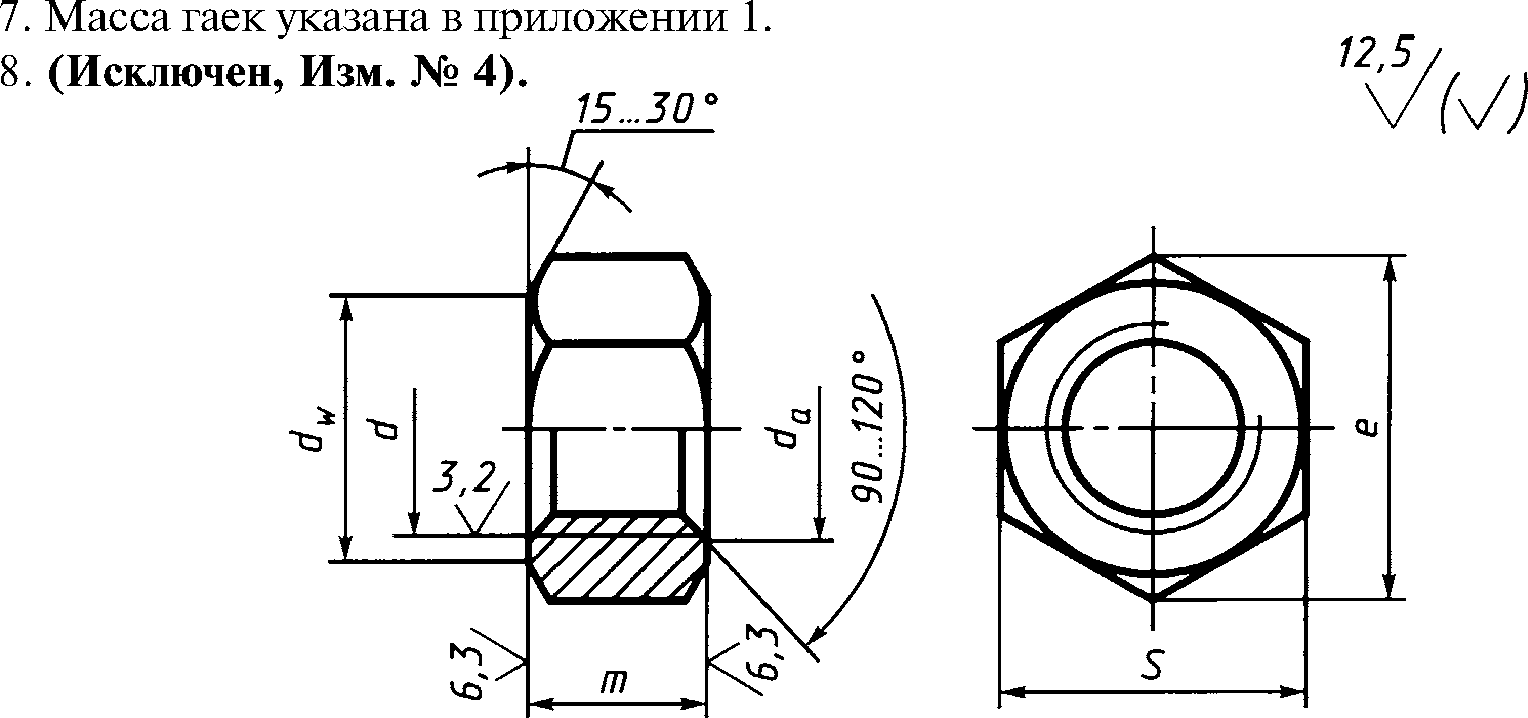
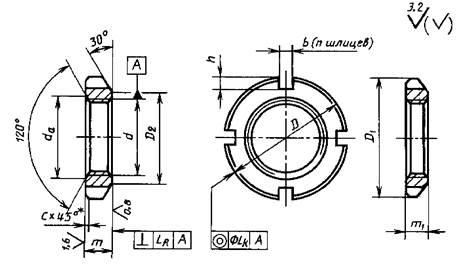
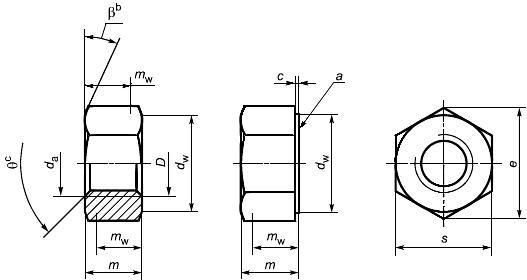
Размеры гаек указаны на рисунке 1 и в таблицах 1 и 2.Символы и обозначения размеров — по ISO 225.
Рисунок 1 — Размеры гаек
________________ Если в заказе не указано иное, гайки поставляют без опорной шайбы.=15°-30°=90°-120°
Рисунок 1
Таблица 1 — Основные резьбы предпочтительного применения
|
В миллиметрах |
|||||||||||||
|
Резьба (DхР) |
М8х1 |
М10х1 |
М12×1,5 |
М16х1,5 |
М20х1,5 |
М24х2 |
М30х2 |
М36х3 |
М42х3 |
М48х3 |
М56х4 |
М64х4 |
|
|
с |
не более |
0,60 |
0,60 |
0,60 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
1,00 |
1,00 |
1,00 |
1,00 |
|
не менее |
0,15 |
0,15 |
0,15 |
0,20 |
0,20 |
0,20 |
0,20 |
0,20 |
0,30 |
0,30 |
0,30 |
0,30 |
|
|
d |
не более |
8,75 |
10,80 |
13,00 |
17,30 |
21,60 |
25,90 |
32,40 |
38,90 |
45,40 |
51,80 |
60,50 |
69,10 |
|
не менее |
8,00 |
10,00 |
12,00 |
16,00 |
20,00 |
24,00 |
30,00 |
36,00 |
42,00 |
48,00 |
56,00 |
64,00 |
|
|
d |
не менее |
11,63 |
14,63 |
16,63 |
22,49 |
27,70 |
33,25 |
42,75 |
51,11 |
59,95 |
69,45 |
78,66 |
88,16 |
|
e |
не менее |
14,38 |
17,77 |
20,03 |
26,75 |
32,95 |
39,55 |
50,85 |
60,79 |
71,30 |
82,60 |
93,56 |
104,86 |
|
m |
не более |
6,80 |
8,40 |
10,80 |
14,80 |
18,00 |
21,50 |
25,60 |
31,00 |
34,00 |
38,00 |
45,00 |
51,00 |
|
не менее |
6,44 |
8,04 |
10,37 |
14,10 |
16,90 |
20,20 |
24,30 |
29,40 |
32,40 |
36,40 |
43,40 |
49,10 |
|
|
m |
не менее |
5,15 |
6,43 |
8,30 |
11,28 |
13,52 |
16,16 |
19,44 |
23,52 |
25,92 |
29,12 |
34,72 |
39,28 |
|
s |
номин.=не более |
13,00 |
16,00 |
18,00 |
24,00 |
30,00 |
36,00 |
46,00 |
55,00 |
65,00 |
75,00 |
85,00 |
95,00 |
|
не менее |
12,73 |
15,73 |
17,73 |
23,67 |
29,16 |
35,00 |
45,00 |
53,80 |
63,10 |
73,10 |
82,80 |
92,80 |
Таблица 2 — Дополнительные резьбы ограниченного применения
|
В миллиметрах |
|||||||||||||
|
Резьба (DхР) |
М10×1,25 |
М12х1,25 |
М14х1,5 |
М18х1,5 |
М20х2 |
М22х1,5 |
М27х2 |
М33х2 |
М39х3 |
М45х3 |
М52х4 |
М60х4 |
|
|
с |
не более |
0,60 |
0,60 |
0,60 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
1,00 |
1,00 |
1,00 |
1,00 |
|
не менее |
0,15 |
0,15 |
0,15 |
0,20 |
0,20 |
0,20 |
0,20 |
0,20 |
0,30 |
0,30 |
0,30 |
0,30 |
|
|
d |
не более |
10,80 |
13,00 |
15,10 |
19,50 |
21,60 |
23,70 |
29,10 |
35,60 |
42,10 |
48,60 |
56,20 |
64,80 |
|
не менее |
10,00 |
12,00 |
14,00 |
18,00 |
20,00 |
22,00 |
27,00 |
33,00 |
39,00 |
45,00 |
52,00 |
60,00 |
|
|
d |
не менее |
14,63 |
16,63 |
19,64 |
24,85 |
27,70 |
31,35 |
38,00 |
46,55 |
55,86 |
64,70 |
74,20 |
83,41 |
|
e |
не менее |
17,77 |
20,03 |
23,36 |
29,56 |
32,95 |
37,29 |
45,20 |
55,37 |
66,44 |
76,95 |
88,25 |
99,21 |
|
m |
не более |
8,40 |
10,80 |
12,80 |
15,80 |
18,00 |
19,40 |
23,80 |
28,70 |
33,40 |
36,00 |
42,00 |
48,00 |
|
не менее |
8,04 |
10,37 |
12,10 |
15,10 |
16,90 |
18,10 |
22,50 |
27,40 |
31,80 |
34,40 |
40,40 |
46,40 |
|
|
m |
не менее |
6,43 |
8,30 |
9,68 |
12,08 |
13,52 |
14,48 |
18,00 |
21,92 |
25,44 |
27,52 |
32,32 |
37,12 |
|
s |
номин.=не более |
16,00 |
18,00 |
21,00 |
27,00 |
30,00 |
34,00 |
41,00 |
50,00 |
60,00 |
70,00 |
80,00 |
90,00 |
|
не менее |
15,73 |
17,73 |
20,67 |
26,16 |
29,16 |
33,00 |
40,00 |
49,00 |
58,80 |
68,10 |
78,10 |
87,80 |
Библиография
|
ISO 4014, |
Hexagon head bolts — Product grades A and В |
|
ISO 4015, |
Hexagon head bolts — Product grade В — Reduced shank (shank diameter approximately equal to pitch diameter) |
|
ISO 4016, |
Hexagon head bolts — Product grade С |
|
ISO 4017, |
Hexagon head screws — Product grades A and В |
|
ISO 4018, |
Hexagon head screws — Product grade С |
|
ISO 4032, |
Hexagon regular nuts (style 1) — Product grades A and В |
|
ISO 4033, |
Hexagon high nuts (style 2) — Product grades A and В |
|
ISO 4034, |
Hexagon regular nuts (style 1) — Product grade С |
|
ISO 4035, |
Hexagon thin nuts chamfered (style 0) — Product grades A and В |
|
ISO 4036, |
Hexagon thin nuts unchamfered (style 0) — Product grade В |
|
ISO 4161, |
Hexagon nuts with flange, style 2 — Coarse thread |
|
ISO 4162, |
Hexagon flange bolts — Small series — Product grade A with driving feature of product grade В |
|
ISO 7040, |
Prevailing torque type hexagon regular nuts (with non-metallic insert) — Property classes 5, 8 and 10 |
|
ISO 7041, |
Prevailing torque type hexagon nuts (with non-metallic insert), style 2 — Property classes 9 and 12 |
|
ISO 7042, |
Prevailing torque type all-metal hexagon high nuts — Property classes 5, 8, 10 and 12 |
|
ISO 7043, |
Prevailing torque type hexagon nuts with flange (with non-metallic insert), style 2 — Product grades A and В |
|
ISO 7044, |
Prevailing torque type all-metal hexagon nuts with flange, style 2 — Product grades A and В |
|
ISO 7719, |
Prevailing torque type all-metal hexagon regular nuts — Property classes 5, 8 and 10 |
|
ISO 7720, |
Prevailing torque type all-metal hexagon nuts, style 2 — Property class 9 |
|
ISO 8674, |
Hexagon high nuts (style 2) with metric fine pitch thread — Product grades A and В |
|
ISO 8675, |
Hexagon thin nuts chamfered (style 0) with metric fine pitch thread — Product grades A and В |
|
ISO 8676, |
Hexagon head screws with metric fine pitch thread — Product grades A and В |
|
ISO 8765, |
Hexagon head bolts with metric fine pitch thread — Product grades A and В |
|
ISO 10511, |
Prevailing torque type hexagon thin nuts (with non-metallic insert) |
|
ISO 10512, |
Prevailing torque type hexagon nuts (with non-metallic insert), style 1, with metric fine pitch thread — Property classes 6, 8 and 10 |
|
ISO 10513, |
Prevailing torque type all-metal hexagon nuts, style 2, with metric fine pitch thread — Property classes 8, 10 and 12 |
|
ISO 10663, |
Hexagon nuts with flange, style 2 — Fine pitch thread |
|
ISO 12125 |
Prevailing torque type hexagon nuts with flange (with non-metallic insert) with metric fine pitch thread, style 2 — Product grades A and В |
|
ISO 12126, |
Prevailing torque type all-metal hexagon nuts with flange with metric fine pitch thread, style 2 — Product grades A and В |
|
ISO 15071, |
Hexagon bolts with flange — Small series — Product grade A |
|
ISO 15072, |
Hexagon bolts with flange with metric fine pitch thread — Small series — Product grade A |
|
ISO 21670, |
Hexagon weld nuts with flange |
|
УДК 621.882.31:006.354 |
МКС 21.060.20 |
Г33 |
ОКП 16 8000 |
IDT |
|
Ключевые слова: изделия крепежные, гайка нормальная шестигранная, тип 1, мелкий шаг резьбы |
Электронный текст документа и сверен по:официальное изданиеМ.: Стандартинформ, 2015
3 Обозначения, маркировка и отделка
3.1 Обозначения
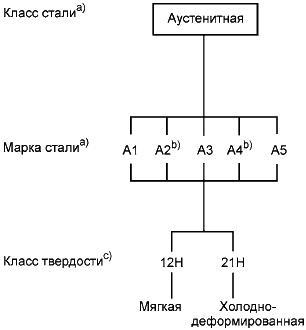
Система обозначений марок нержавеющей стали и классов твердости установочных винтов и аналогичных крепежных изделий приведена на рисунке 1. Обозначение материала состоит из двух частей, разделенных дефисом. Первая часть — условное обозначение марки стали и вторая часть — класс твердости.Условное обозначение марки стали (первая часть) состоит из буквы, А — аустенитная сталь, которая обозначает класс стали, и цифры, которая обозначает диапазон предельных значений химического состава этого класса стали (см. таблицу 2).Обозначение класса твердости (вторая часть) состоит из двух цифр, которые обозначают 0,1 от минимальной твердости стали по Виккерсу, и буквы Н, обозначающей твердость (см. таблицу 1).Таблица 1 — Обозначение класса твердости в зависимости от твердости по Виккерсу
|
Класс твердости |
12Н |
21Н |
|
Твердость по Виккерсу HV, не менее |
125 |
210 |
Пример обозначения аустенитной мягкой стали с минимальной твердостью 125 HV: А1-12Н
________________
Классы стали и марки стали, классифицированные по рисунку 1, описаны в приложении А и определены химическим составом представленным в таблице 2.Аустенитные нержавеющие стали с содержанием углерода не более 0,03% могут быть дополнительно промаркированы буквой «L».Пример — A4L-21HПассивация установочных винтов и аналогичных крепежных изделий в соответствии с ISO 16048 возможна дополнительная маркировка с «Р».Пример — А4-21НР
Рисунок 1 — Система обозначений марок нержавеющей стали и классов твердости установочных винтов и аналогичных крепежных изделий
3.2 Маркировка
3.2.1 Общие положенияМаркировка установочных винтов и аналогичных крепежных изделий необязательна.Если установочные винты и аналогичные крепежные изделия, изготовленные в соответствии с требованиями настоящего стандарта, обозначены и маркированы, они должны быть обозначены в соответствии с системой обозначений, описанной в 3.1 и маркированы в соответствии с 3.2.2 и 3.2.3. Однако, система обозначений, описанная в 3.1 и условия для маркировки соответствующие 3.2.3 должны использоваться только тогда, когда все соответствующие требования настоящего стандарта выполнены.
3.2.2 Товарный знак изготовителяТоварный знак изготовителя должен быть включен во время производственного процесса на все установочные винты или аналогичные крепежные изделия, маркированные символом класса твердости, при условии, что это возможно по техническим причинам. Товарным знаком изготовителя рекомендуется маркировать также установочные винты и аналогичные крепежные изделия, которые не маркированы символом класса твердости.
3.2.3 Установочные винты и аналогичные крепежные изделияЕсли установочные винты и аналогичные крепежные изделия маркированы, они должны иметь четкую маркировку в соответствии с 3.1. Маркировка должна включать в себя марку стали и класс твердости.
3.2.4 УпаковкаВсе упаковки для всех видов установочных винтов и аналогичных крепежных изделий всех размеров должны быть маркированы (например, с помощью ярлыка/этикетки). Маркировка или ярлык должны включать идентификатор изготовителя и/или продавца и маркировочный символ марки стали и класса твердости в соответствии с рисунком 1 и номер производственной партии, как определено в ISO 16426.
Если не указано иное, установочные винты и аналогичные крепежные изделия в соответствии с настоящим стандартом поставляют без дополнительной обработки. Для достижения максимальной коррозионной стойкости рекомендуется пассивация. Если необходима пассивация, то она должна быть выполнена в соответствии с ISO 16048. Установочные винты и аналогичные крепежные изделия прошедшие пассивацию могут быть дополнительно маркированы символом «Р» после символа марки стали и класса твердости (см. сноску «с», рисунок 1).Для установочных винтов и аналогичных крепежных изделий изготовленных по специальному заказу, дополнительно следует наносить одинаковую маркировку на крепежное изделие и на ярлык. Для установочных винтов и аналогичных крепежных изделий доставленных со склада, дополнительная маркировка должна быть нанесена на ярлыке.
Приложение ДА (справочное). Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Приложение ДА(справочное)
Таблица ДА.1 — Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование межгосударственного стандарта |
|
ISO 225:2010 Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров |
— |
* |
|
ISO 1478:1999 Резьба самонарезающих винтов |
IDT |
ГОСТ ISO 1478 Резьба самонарезающих винтов |
|
ISO 2702:2011 Винты самонарезающие, стальные, термообработанные. Механические свойства |
IDT |
ГОСТ ISO 2702 Винты самонарезающие стальные термообработанные. Механические свойства |
|
ISO 3269:2000 Изделия крепежные. Приемочный контроль |
IDT |
ГОСТ ISO 3269 Изделия крепежные. Приемочный контроль |
|
ISO 3506-4:2009 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 4. Самонарезающие винты |
IDT |
ГОСТ ISO 3506-4-2014 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 4. Самонарезающие винты |
|
ISO 4042:1999 Изделия крепежные. Электролитические покрытия |
IDT |
ГОСТ ISO 4042 Изделия крепежные. Электролитические покрытия |
|
ISO 4757:1983 Шлицы крестообразные для винтов |
NEQ |
ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля |
|
ISO 4759-1:2000 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности A, B и C |
IDT |
ГОСТ ISO 4759-1 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности A, B и C |
|
ISO 7721:1983 Винты с потайной головкой. Конструкция головки и калибры для контроля |
— |
*, |
|
ISO 7721-2:1990 Винты с потайной головкой. Часть 2. Глубина вхождения крестообразного шлица |
— |
*, |
|
ISO 8992:2005 Изделия крепежные. Общие требования для болтов, винтов, шпилек и гаек |
IDT |
ГОСТ ISO 8992 Изделия крепежные. Общие требования для болтов, винтов, шпилек и гаек |
|
ISO 10683:2000 Изделия крепежные. Неэлектролитические цинк-ламельные покрытия |
— |
*, |
|
ISO 16048:2003 Пассивация крепежных изделий из коррозионно-стойкой нержавеющей стали |
IDT |
ГОСТ ISO 16048-2014 Пассивация крепежных изделий из коррозионно-стойкой нержавеющей стали |
|
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия: — IDT — идентичные стандарты;- NEQ — неэквивалентные стандарты. |
________________ Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 1478-93 (ISO 1478:1993, IDT). Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 2702-2009 (ISO 2702:1992, IDT). Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 3269-2009 (ISO 3269:2000, IDT). Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 4042-2009 (ISO 4042:1999, IDT). Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 4759-3-2009 (ISO 4759-3:2000, IDT). На территории Российской Федерации действует ГОСТ Р ИСО 7721-2011 (ISO 7721:1983, IDT). На территории Российской Федерации действует ГОСТ Р ИСО 7721-2-2011 (ISO 7721-2:1990, IDT). Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 8992-2011 (ISO 8992:2005, IDT). На территории Российской Федерации действует ГОСТ Р ИСО 10683-2013 (ИСО 10683:2000, IDT).
|
УДК 621.882.215.091.5:006.354 |
МКС 21.060.10 |
IDT |
|
Ключевые слова: изделия крепежные, винты самонарезающие, полупотайная головка, крестообразный шлиц |
Электронный текст документа и сверен по:официальное изданиеМ.: Стандартинформ, 2015
8 Обработка результатов
8.1 Поправки
8.1.1 Если определение растворимых сухих веществ выполнено при температуре, отличающейся от (20,0±0,5) °С, то вносят следующие поправки:
а) Для шкалы, градуированной в единицах показателя преломления (см. 5.1.1), вычисления проводят по формуле
, (1)*
где — показатель преломления при 20 °С;
— показатель преломления при температуре измерения; — температура измерения, °С;
б) Для шкалы, градуированной в единицах массовой доли сахарозы (см. 5.1.2), результат корректируют по таблице А.1 приложения А.________________* Вероятно, ошибка оригинала. Следует читать: (Письмо Росстандарта от 05.07.2017 г. N 10970-АС/03). — .
8.1.2 Если определение проведено в продукте с добавлением соли, показания рефрактометра, выраженные в единицах массовой доли сахарозы при температуре (20,0±0,5) °С, корректируют по следующей формуле (см. )
, (2)
где — массовая доля растворимых сухих веществ по сахарозе, скорректированная на добавленное количество NaCI, %; — показания рефрактометра в единицах массовой доли сахарозы, %; — массовая доля хлоридов NaCI, %;1,016 — поправочный коэффициент на добавленную поваренную соль.
8.1.3 Если определение выполнено в продуктах с высоким содержанием кислоты в таких, как цитрусовые соки и концентрированные цитрусовые соки, показания рефрактометра, выраженные в единицах массовой доли сахарозы при температуре (20,0±0,5) °С, корректируют, добавляя к ним результат следующего выражения (см. )
, (3)
где — массовая доля кислот (титруемая кислотность), г на 100 г, при 8,1, в расчете на безводную лимонную кислоту (см. ).Вычисленные значения для данного выражения приведены в таблице А.2 приложения А.
8.2 Вычисления
8.2.1 Рефрактометр, шкала которого градуирована в единицах показателя преломления
8.2.1.1 По таблице А.3 приложения А находят массовую долю растворимых сухих веществ, соответствующую значению показателя преломления, определенному по 7.2, корректируют, если необходимо, в соответствии с 8.1.1а). Если испытания проводят с жидким или полугустым продуктом по 7.1.1 или 7.1.2, массовая доля растворимых сухих веществ равна найденному числу. Если определение выполняют с разбавленным раствором по 7.1.3 или 7.1.5, массовую долю растворимых сухих веществ , %, вычисляют по формуле
, (4)
где — массовая доля растворимых сухих веществ в разбавленном растворе, %;
— масса анализируемой пробы после разбавления (см. 7.1.3 или 7.1.5), г; — масса анализируемой пробы перед разбавлением (см. 7.1.3 или 7.1.5), г.
8.2.1.2 При определении темноокрашенных растворов (см. 7.1.5), разбавленных концентрированным раствором сахара, массовую долю растворимых сухих веществ , %, вычисляют по формуле (см. ссылку )
, (5)
где — масса пробы, взятой для разбавления раствором сахара, г;
— масса раствора сахара, используемого при разбавлении, г; — массовая доля растворимых сухих веществ в смеси , полученная по показателю преломления, %; — массовая доля растворимых сухих веществ в чистом растворе сахара, полученная по показателю преломления, %.Результат определения записывают до первого десятичного знака.
8.2.2 Рефрактометр, шкала которого градуирована в единицах массовой доли сахарозыПри определении жидкого или полугустого продукта (см. 7.1.1 или 7.1.2) массовая доля сухих растворимых веществ по сахарозе равна величине, считываемой по шкале по 8.1.1б). Если определение проводят в разбавленном растворе (см. 7.1.3 или 7.1.5), массовую долю растворимых сухих веществ вычисляют по формуле, приведенной в 8.2.1.1, или по формуле, приведенной в 8.2.1.2 — для темноокрашенных растворов, разбавленных раствором сахара (см. 7.1.5).Результат определения записывают до первого десятичного знака.
5 Механические свойства
5.2 Твердость поверхности
Твердость поверхности самонарезающих винтов из мартенситной стали должна соответствовать указанной в таблице 3 при испытании по 6.1.Таблица 3 — Твердость поверхности
|
Класс стали |
Марка стали |
Класс твердости |
Твердость поверхности HV, не менее |
|
Мартенситные |
С1 |
30Н |
300 |
|
С3 |
40Н |
400 |
5.3 Твердость сердцевины
Твердость сердцевины самонарезающих винтов из аустенитной и ферритной сталей должна соответствовать указанной в таблице 4 при испытании по 6.2. В спорных случаях при приемке для определения соответствия самонарезающих винтов требованиям настоящего стандарта используют требования к работоспособности по 5.5.Таблица 4 — Твердость сердцевины
|
Класс стали |
Марка стали |
Класс твердости |
Твердость сердцевины HV, не менее |
|
Аустенитные |
А2, А3, А4, А5 |
20Н |
200 |
|
25Н |
250 |
||
|
Ферритные |
F1 |
25Н |
250 |
|
Для резьб ST3,9 при испытании используют нагрузку HV 5; для резьб >ST3,9 при испытании используют нагрузку HV 10. |
5.4 Прочность на скручивание
Самонарезающие винты из нержавеющей стали должны иметь прочность на скручивание, достаточную для того, чтобы разрушающий крутящий момент при испытании по 6.3 был не менее указанных в таблице 5 для соответствующего класса твердости.
5.5 Способность нарезать резьбу
Самонарезающие винты из нержавеющей стали должны нарезать резьбу при ввинчивании в испытательную пластину по 6.4 без деформации их собственной резьбы.
5 Обозначение
Пример 1 — Винт самонарезающий с полупотайной головкой и крестообразным шлицем с размером резьбы ST3,5, номинальной длиной =16 мм, изготовленный из стали (St) в соответствии с ISO 2702, со скругленным концом (тип R) и крестообразным шлицем типа Z обозначают следующим образом:Винт самонарезающий ГОСТ ISO 7051 — ST 3,516 — St — R — ZПример 2 — Винт самонарезающий с полупотайной головкой и крестообразным шлицем с размером резьбы ST3,5, номинальной длиной =16 мм, изготовленный из коррозионно-стойкой стали (А4-20Н) в соответствии с ISO 3506-4, со скругленным концом (тип R) и крестообразным шлицем типа Н обозначают следующим образом:Винт самонарезающий ГОСТ ISO 7051 — ST 3,516 — А4-20Н — R — H