Как оборудовать сварочный пост
Содержание:
- Делаем сварочный пост своими руками
- Требования к помещениям для сварочных установок и сварочных постов
- Оборудование разных видов сварки
- 4.4 Флюсы
- 5 Требования к округлению величин
- Как проходит процедура одобрения
- Инструкция по охране труда при выполнении сварочных работ
- Советы по выбору
- Порядок размещения и использования оборудования
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования. Планировка сварочной кабины
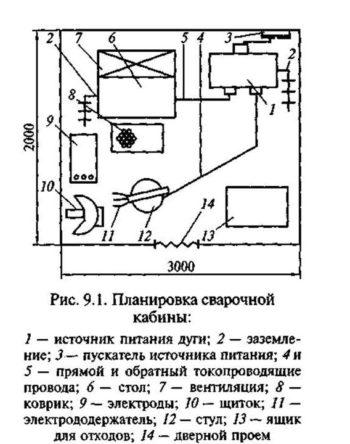
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
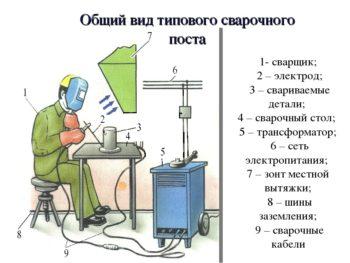
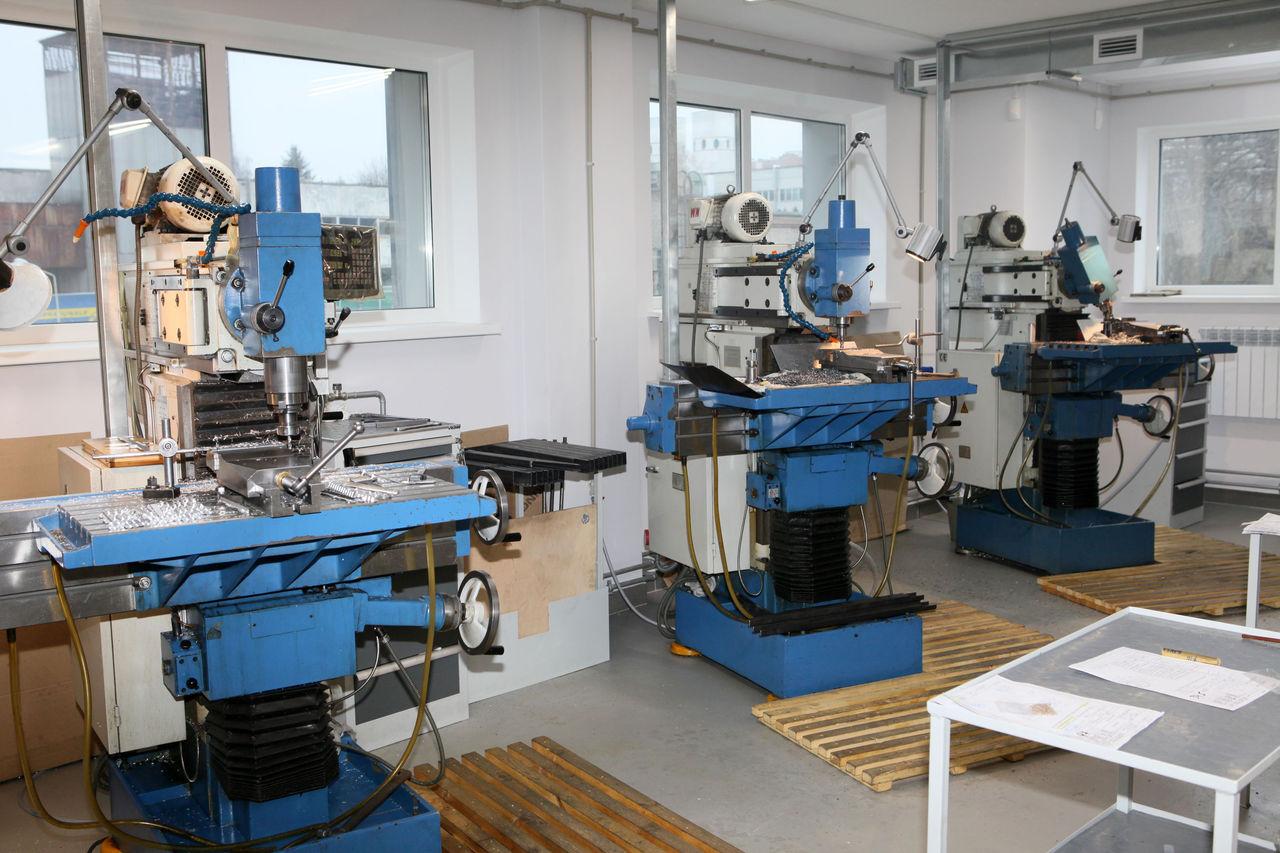
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Требования к помещениям для сварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50×50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочку со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Оборудование разных видов сварки
Организация рабочих точек обусловлена характеристиками используемого оборудования. В первую очередь это масса и требования к подключению.
Сам сварочный пост и оборудование сварочного поста, основу которого составляют тяжелые станки, дополнительно обеспечивают инструментами для их обслуживания, настройки, а при необходимости — ремонта. Кроме того, в наличии должен быть некоторый запас расходных: порошковый флюс, газ, различные присадки.
Более точно параметры комплектации диктуют технологические карты, индивидуальные регламенты, включающие чертеж с планировкой, функциональные и другие схемы.
К комплектации распространенных устройств универсальных устройств допускает большую свободу. Их выделяют в две группы, на основе:
- электросварочного, дугового;
- газового оборудования.

Стационарные посты первого типа комплектуют мощными устройствами постоянного либо переменного тока, нередко работающими от сети 380В. Это трансформаторы переменного тока, с выпрямителями либо без них, электрические машины (генераторы), устройства стабилизации дуги.
Если работа ведется с использованием инертного либо активного газа, обязательной комплектацией будут баллоны с аргоном, водородом, гелием и т.п.
Комплектация газовой сварки включает баллоны с рабочим газом (ацетилен или пропан), а также кислородом.
При этом, в отличие от мобильного, стационарный газосварочный пост не имеет ограничений по весу, поэтому газ сюда подается в баллонах емкостью в десятки литров.
Столы и прочая оснастка так же не ограничена по весу. Расширенный комплект может состоять не только из тисков и струбцин. Он включает фиксаторы различной конструкции, трубогибы, устройства для холодной прокатки, вальцовки и пр.
Мобильные наборы используют малогабаритное оборудование: инверторы, сварочные полуавтоматы, газосварка с небольшими баллонами.
Перемещаемые на автомобилях и прицепах сварочные комплексы на основе генераторов с приводом от двигателя, работающего на бензине, газе или ДТ. Такие посты полностью автономны, поэтому их нередко можно видишь в зоне ликвидации последствий стихийных бедствий.
4.4 Флюсы
Флюс должен быть гранулирован так, чтобы было обеспечено его свободное поступление в зону сварки через систему подачи. В различных упаковках распределение частиц флюса должно быть однородным и плотным. Флюсы могут быть различного гранулометрического состава (см. ИСО 14174).
5 Требования к округлению величин
При определении соответствия требованиям настоящего стандарта реальные величины, полученные при испытании, должны подвергаться округлению в соответствии с правилами, изложенными в ИСО 80000 — 1 (правило А приложения В).
Если измеренные величины получены на оборудовании, калиброванном в единицах, отличных от единиц настоящего стандарта, то измеренные величины, перед их округлением, должны быть переведены в единицы настоящего стандарта. Если средняя величина должна сравниваться с требованиями настоящего стандарта, то округление должно быть выполнено только после расчета этого среднего. В случае, если стандарт для проведения испытания, на который имеется ссылка в настоящем стандарте, содержит требования по округлению, противоречащие требованиям настоящего стандарта, то должны быть выполнены требования по округлению в соответствии со стандартом на испытание. Результаты округления должны удовлетворять требованиям соответствующей таблицы для классификации при испытаниях.
Как проходит процедура одобрения
Порядок одобрения не несет сложности и заключается в успешном прохождении аттестации сварщика и его рабочего места. Подтверждающим документом является выдача специализированного свидетельства.
Как подготовиться к процедуре одобрения
Порядок действий подразумевает:
- подачу заявки в уполномоченный орган, к примеру, Морской регистр;
- проведение подробного аудита;
- взятие образцов сварочного материала на анализ в специализированной лаборатории;
- повторный анализ в присутствии работодателя;
- анализ рабочего места на территории предприятия.
Важно! На завершающем этапе осуществляется выдача соответствующего заключения с документальным подтверждением
Свидетельство об одобрении технологического процесса сварки
Предъявить документ требуется в ходе проведения проверок контролирующими государственными органами. Его выдают сразу после успешного прохождения всех рассмотренных выше этапов.
При наличии каких-либо ошибок, выявленных в результате аттестации, их необходимо исправить, а после повторно подать заявку.
Инструкция по охране труда при выполнении сварочных работ
Охрана труда – неотъемлемая часть работы каждого специалиста. В случае игнорирования установленных правил наступает большая вероятность получения травм, а на работодателя привлекают к административной, а в некоторых ситуациях уголовной ответственности.
Как надежно защититься от излучения сварочной дуги
Приступать к работе дуговой сваркой необходимо исключительно после поведения соответствующего краткого инструктажа, при условии, что специалист доказал наличие достаточного уровня знаний.
Важно! Для обеспечения эффективной защиты от дуги и поражения глаз от формируемых при выполнении работ искр, крайне важно носить защитные очки либо щиток. Допускаться к исполнению обязанностей без элемента защиты категорически запрещается
В случае получения серьезного излучения, необходимо мгновенно обратиться к соответствующему лечащему врачу. Подобные продукты горения несут серьезную угрозу для жизни и здоровья сварщика, из-за чего должна быть квалификация, позволяющая вести деятельность в подобных условиях. Класс устанавливается должностными лицами на производстве.
Как правильно вести сварку в замкнутых сосудах и траншеях
Контролирующий специалист допустить к ручной сварке может тех специалистов, которые отвечают всем требованиям, согласно внутренним нормативным документам и законодательства РФ.

При несоблюдении требований наступает административная и уголовная ответственность
Перед началом выполнения работ необходимо удостовериться в отсутствии горючих смесей и углекислоты. Особенно актуально при занятости в:
- цистернах;
- различных резервуарах;
- котлах и прочих замкнутых площадках.
Важно! Вне зависимости от полученных результатов проверки, должна быть разработана специализированная программа с целью обеспечения эффективной защиты сотрудников. Внутри емкости допускается использование электрических проводов, к примеру, для организации освещения с напряжением до 12 В
Внутри емкости допускается использование электрических проводов, к примеру, для организации освещения с напряжением до 12 В.
Оформление допуска осуществляется при условии прохождения периодического инструктажа, а также выдачи специалистам:
- изолирующего мата – для исключения вероятности поражения электрическим током;
- прочих прокладок с минимальной теплопроводностью;
- защитного шлема – изготавливается исключительно из диэлектрического материала, к примеру, из войлока;
- противогаза.
При работе в замкнутых помещениях, в частности в цистерне, запрещается одновременное нахождение нескольких сотрудников. В противном случае оформлять разрешение никто не имеет права.
Требования к сварочным работам на опасных производственных объектах
При работе на объектах с повышенным уровнем опасности (не имеет значения, на высоте или в другом месте), необходимо:
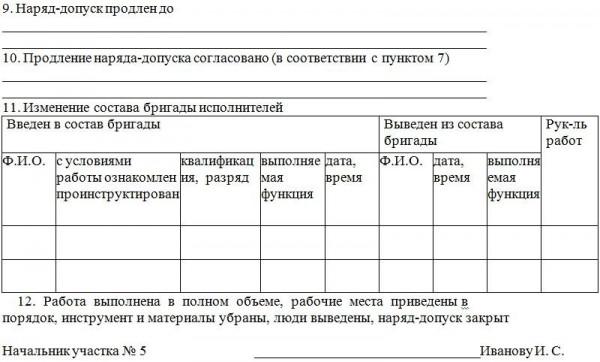
- наличие наряда-допуска – выдается уполномоченным ответственным лицом;
- успешное прохождение целевого инструктажа – если это разовая занятость, иначе требуется сдача повторного;
- наличие всех предусмотренных средств индивидуальной защиты.
Перед началом работы требуется проверить рабочее место на предмет наличия всех средств пожаротушения на случай возникновения чрезвычайных ситуаций. Обязательное наличие свободного доступа к оборудованию, отсутствие взрывоопасных компонентов вблизи заготовок.
Советы по выбору
Подбор сварочных материалов нужно осуществлять максимально тщательно и внимательно. При этом в учет нужно брать несколько ключевых моментов.
Отталкивайтесь от типа сварки, которую вы планируете осуществлять, а также от того материала, что будет подвергнут сварочному процессу. Эти моменты являются самыми важными.
Выбирайте только те расходники, которые были произведены проверенными фирмами и компаниями, пользуются авторитетом в профессиональном сообществе
Только в таком случае вы можете рассчитывать на то, что все вещества были изготовлены в строгом соответствии с нормами и стандартами.
Обращайте внимание на цену – стоимость должна соответствовать оптимальному соотношению цены и качества. Выбирайте материалы из средней ценовой категории.
Покупайте сварочные материалы только в проверенных и официальных точках продажи
Таким образом вы сможете обезопасить себя от приобретения подделки или некачественного (например, бракованного) товара.


Порядок размещения и использования оборудования
 Размещение любого сварочного устройства должно позволять свободно подходить к нему с любой из сторон. Для этого проходы в рабочем помещении, в котором предполагается варить заготовки, должны иметь ширину не менее 0,8 метра.
Размещение любого сварочного устройства должно позволять свободно подходить к нему с любой из сторон. Для этого проходы в рабочем помещении, в котором предполагается варить заготовки, должны иметь ширину не менее 0,8 метра.
Все сварочные агрегаты, а также вспомогательное оборудование, с которыми предполагается работать вне помещений, должны оснащаться надёжной защитой от дождя и брызг. В отсутствии такой защиты во время атмосферных осадков работы необходимо будет прекратить.
Решение о продолжении или прекращении работ (с учётом осадков) принимает руководитель, ответственный за их проведение.
Отдельные сварочные установки, работать с которыми предстоит на метровой высоте, должны оборудоваться рабочими площадками с настилом, лестницами и перилами. Помимо этого, необходимо принять специальные меры по их качественному освещению.
Согласно своду правил по сварке (СП) подключение источников питания (инверторов или трансформаторов) осуществляется согласно имеющейся на зажимах маркировке. В случае одновременной работы с размещаемыми поблизости агрегатами они устанавливаются на удалении не менее 0,35 метра друг от друга.
При наличии на стройплощадке ацетиленового генератора используемое для сварки оборудование устанавливается на безопасном удалении от него, составляющем не менее 3-х метров.
Идущие от агрегата сварные провода при наличии в зоне сварки баллоновс горючими газами должны прокладываться на удалении не менее 10-ти метров от них.
Длина соединительных кабелей между источником переменного или постоянного тока и передвижным (мобильным) агрегатом также не может превышать 10-ти метров.
Помимо всего прочего, в мобильных установках желательно наличие отдельного рубильника, не позволяющего проводить операции присоединения и отключения проводов, если последние находятся под нагрузкой.