Гост 2679-2014 фрезы прорезные и отрезные. технические условия
Предисловие
Цепи, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2009 «Межгосударственная система стандартизации. Стандарты межлосудар-ственные. правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»*
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО кВНИИИН-СТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. No 45)
За принятие стандарта проголосовали:
|
Краткое наименование страны по МК (ИСО 3166)004—07 |
Код страны no МК <ИСО 3166)004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстаидарт |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргыэстацдарт |
|
Молдова |
MD |
Молдова-Стамдарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикствндарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстаидарглары» |
|
Узбекистан |
U Z |
Узе г айда рт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. No 535-ст межгосударственный стандарт ГОСТ 2679-2014 (ISO 2296:2011) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 2296:2011 Metal slitting saws with fine and coarse teeth — Metric series (Пилы дисковые no металлу с мелкими и крупными зубьями. Метрическая серия) путем внесения дополнительных положений.
Международный стандарт разработан техническим комитетом по стандартизации ISO /ТС 29 «Инструмент». подкомитетом SC 2 «Высокоскоростные режущие стальные инструменты и приспособления к ним» Международной организации по стандартизации (ISO).
Дополнительные положения приведены в разделах 4—6. подразделе 3.2. пунктах 3.1.1. 3.1.2, 3.1.4. приложении А и заключены в рамки из тонких линий или выделены полужирным курсивом. Дополнительные требования введены для возможности изготовления фрез на предприятиях.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов. заменены е разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов. заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в связи с особенностями построения межгосударственной системы стандартизации.
Перевод с английского языка (еп).
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном агентстве по техническому регулированию и метрологии.
Степень соответствия — модифицированная (MOD)
6 ВЗАМЕН ГОСТ 2679—93
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты» (по состоянию на 1 января текущего года), а текст изменений и поправок — е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Стандартинформ. 2015
8 Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265.
4.2 Твердость фрез на торце на расстоянии не более 5 мм от режущих кромок из быстрорежущей стали должна быть: шириной до 1 мм — 61 … 65 HRC3, свыше 1 мм — 62 … 66 HRC3.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3.
4.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны превышать, мкм:
боковые торцовые поверхности…………………………….7?Д,25
поверхность посадочного отверстия и задняя поверхность зубьев……………7у>,3
передняя поверхность зубьев……………………………..25^8,0
спинка зубьев фрез типов 2иЗ…………………………….2?Д 0
4.4 На задней поверхности зубьев вдоль режущих кромок допускается ленточка шириной не более 0,05.
4.5 Предельные отклонения ширины фрез класса 1 должны соответствовать, мм:
до 1 мм………………………………………..+0,15
+ 0,08
св. 1 до 3 мм……………………………………..+ 0,26
+ 0,16
св. 3 мм………………………………………..+ 0,30
+ 0,18
Предельные отклонения ширины фрез класса 2 — jsll.
Допускается по согласованию с потребителем фрезы 2 класса изготовлять с предельными отклонениями ширины по jsl3.
4.6 Допуск радиального биения режущих кромок зубьев относительно оси отверстия и допуск торцового биения должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
|
Допуск радиального биения для |
класса |
Допуск торцового биения для класса |
||||
|
Диаметр фрезы |
Ширина фрезы |
1 |
||||
|
двух смежных |
двух противопо- |
2 |
1 |
2 |
||
|
зубьев |
ложных зубьев |
|||||
|
20-32 |
0,2-0,4 |
0,05 |
||||
|
св. 0,4 |
0,04 |
|||||
|
0,2; 0,25 |
0,05 |
0,08 |
0,06 |
0,10 |
||
|
40 |
0,3; 0,4 |
0,05 |
||||
|
св. 0,4 |
0,04 |
|||||
|
50 |
0,25 |
0,07 |
||||
|
0,3; 0,4 |
0,06 |
|||||
|
0,5-0,8 |
0,05 |
|||||
|
св. 0,8 |
0,10 |
0,04 |
||||
|
63 |
0,3 |
0,07 |
||||
|
0,4-0,5 |
0,06 |
|||||
|
0,6-1,4 |
0,05 |
0,16 |
||||
|
св. 1,4 |
0,06 |
0,10 |
0,04 |
|||
|
80 |
0,5-1,4 |
0,06 |
||||
|
1,6-3,5 |
0,05 |
|||||
|
св. 3,5 |
0,04 |
|||||
|
100 |
0,5-1,6 |
0,10 |
||||
|
св. 1,6 |
0,08 |
|||||
|
125 |
0,8-1,6 |
0,10 |
0,25 |
|||
|
св. 1,6 |
0,08 |
Окончание таблицы 3
|
Диаметр фрезы |
Ширина фрезы |
Допуск радиального биения для класса |
Допуск торцового биения для класса |
|||
|
1 |
2 |
1 |
2 |
|||
|
двух смежных зубьев |
двух противоположных зубьев |
|||||
|
160; 200 |
1,2-1,6 св. 1,6 |
0,08 |
0,12 |
0,16 |
0,10 0,08 |
0,25 |
|
250 |
2,0-3,5 св. 3,5 |
0,12 0,10 |
0,40 |
|||
|
315 |
2,5-3,5 св. 3,5 |
0,10 |
0,16 |
0,12 0,10 |
Допуск торцового биения следует измерять на расстоянии на более 5 мм от впадины зубьев.
Примечание — Допуски торцового и радиального биения измеряют с помощью контрольной оправки. Допуски торцового и радиального биений контрольной справки не должны превышать 0,01 мм на длине 100 мм.
4.7 Средний и 95 %-ный периоды стойкости фрез, изготовленных из быстрорежущей стали марки Р6М5, при условиях испытаний, указанных в разделе 6, не должны быть менее указанных в таблице 4.
Таблица 4
|
Диаметр фрезы, мм |
Период стойкости, мин |
|
|
Средний |
95 %-ный |
|
|
От 20 до 63 |
55 |
22 |
|
Св. 63 » 100 |
70 |
28 |
|
» 100 » 160 |
110 |
45 |
|
» 160 |
140 |
56 |
Критерием затупления является допустимый износ по задней поверхности зубьев фрез, равный для фрез диаметром до 63 мм — 0,2 мм, свыше 63 мм — 0,4 мм.
4.8 На торце каждой фрезы должно быть четко нанесено:
— товарный знак предприятия-изготовителя;
— номинальный диаметр;
— ширина;
— обозначение класса (1, 2);
— последние четыре цифры обозначения для фрез диаметром свыше 40 мм;
— марка стали.
4.9 Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение — по ГОСТ 18088.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ИСПОЛНЕНИЕ ФОРМ ПЕРЕХОДНЫХ РЕЖУЩИХ КРОМОК ЗУБЬЕВ ОТРЕЗНЫХ ФРЕЗ ТИПОВ 2 И 3
Формы и размеры режущих кромок приведены на рисунках АЛ и А.2 и в таблице АЛ
Форма 1 Форма 2
Смежные зубья

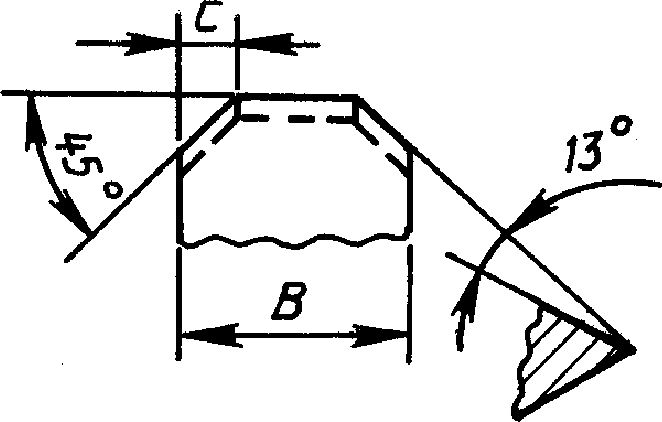
В миллиметрах
|
Ширина фрезы В |
1,6 |
2,0 |
2,5 |
3,0; 3,5 |
4,0; 4,5 |
5,0; 5,5 |
6,0 |
|
|
с для форм |
1 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
1,8 |
|
2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
Форма 3 для фрез типа 3
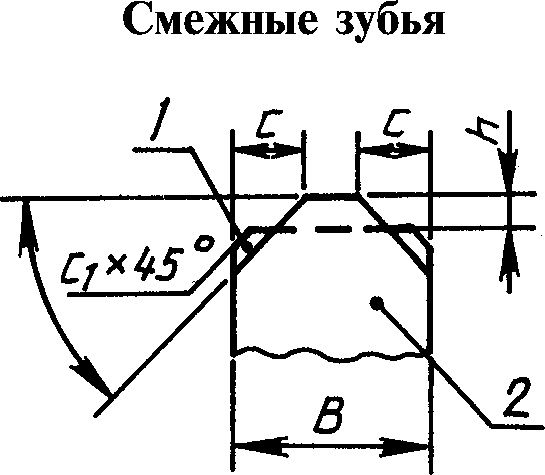
/ — зачищающий зуб; 2 — прорезной зуб Рисунок А.2
Таблица А.2
В миллиметрах
|
Ширина фрезы В |
1,6 |
2,0 |
2,5 |
3,0; 3,5 |
4,0; 4,5 |
5,0; 5,5 |
6,0 |
|
с |
0,50 |
0,60 |
0,80 |
1,00 |
1,2 |
1,5 |
1,8 |
|
h |
0,12 |
0,15 |
0,20 |
0,25 |
0,3 |
0,4 |
0,5 |
|
cl |
0,15 |
0,20 |
0,25 |
0,30 |
0,4 |
0,5 |
0,6 |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТРУЖЕЧНЫХ КАНАВОК
Размеры профилей стружечных канавок фрез приведены на рисунках Б Л—Б. 3 и в таблицах Б Л—Б. 3. Передний угол у = 0° — для ширины фрез до 0,5 мм
у = 5° » » » св. 0,5 мм до 3 мм
у = 10° » » » св.3,0 мм
Фрезы типа 1
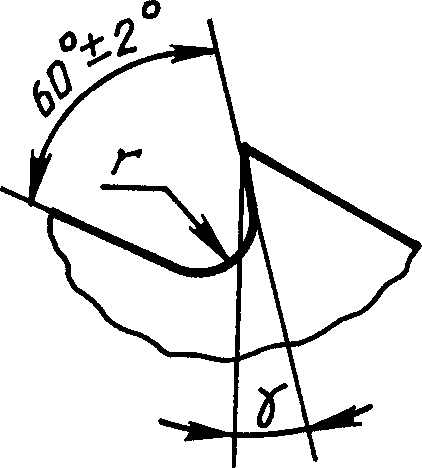
Рисунок Б.1
Таблица Б.1
В миллиметрах
|
D |
В |
г, не более |
D |
В |
г, не более |
|
20 |
0,20-0,4 |
0,1 |
63 |
0,30-0,4 |
0,2 |
|
0,50-2,5 |
0,2 |
0,50-6,0 |
0,3 |
||
|
25 |
0,50-0,4 |
0,1 |
80 |
0,50-6,0 |
0,3 |
|
0,50-3,0 |
0,2 |
100 |
0,5-6,0 |
0,3 |
|
|
32 |
0,20-0,4 |
0,1 |
125 |
0,8-6,0 |
0,4 |
|
0,50-2,0 |
0,2 |
160 |
1,2-6,0 |
0,4 |
|
|
2,50-4,0 |
0,3 |
200 |
1,6-2,5 |
0,4 |
|
|
40 |
0,20-0,4 |
0,1 |
2,8-6,0 |
0,5 |
|
|
0,50-2,5 |
0,2 |
250 |
2,0-2,5 |
0,4 |
|
|
2,80-5,0 |
0,3 |
2,8-6,0 |
0,5 |
||
|
50 |
0,25-0,6 |
0,2 |
315 |
2,5-6,0 |
0,5 |
|
0,80-6,0 |
0,3 |
Фрезы типа 2

Рисунок Б.2
Таблица Б.2
В миллиметрах
|
D |
В |
г, не более |
|
|
32 |
0,3-0,6 |
0,20 |
0,3-0,7 |
|
0,8-3,0 |
0,30 |
||
|
40 |
0,3-0,8 |
0,4-0,8 |
|
|
1,0-4,0 |
0,40 |
||
|
50 |
0,5-0,6 |
0,30 |
0,5-0,9 |
|
0,8-5,0 |
0,50 |
||
|
63 |
0,5-1,6 |
0,80 |
0,6-1,0 |
|
2,0-6,0 |
1,00 |
||
|
80 |
0,6-0,8 |
0,80 |
|
|
1,0-1,6 |
1,00 |
||
|
2,0-6,0 |
1,25 |
||
|
100 |
0,8-1,0 |
1,00 |
1,0-1,4 |
|
1,2-2,5 |
1,25 |
||
|
2,8-6,0 |
1,50 |
||
|
125 |
1,0 |
1,00 |
1,2-1,6 |
|
1,2-3,5 |
1,25 |
||
|
4,0-6,0 |
1,50 |
||
|
160 |
1,2-1,4 |
1,25 |
1,5-2,0 |
|
2,0-6,0 |
1,50 |
||
|
200 |
1,6 |
1,8-2,3 |
|
|
2,0-4,5 |
1,75 |
||
|
5,0-6,0 |
2,00 |
||
|
250 |
2,0 |
1,75 |
2,0-2,5 |
|
2,5-4,5 |
2,00 |
||
|
5,0-6,0 |
2,25 |
||
|
315 |
2,5-3,5 |
2,00 |
|
|
4,0-6,0 |
2,25 |
Фрезы типа 3
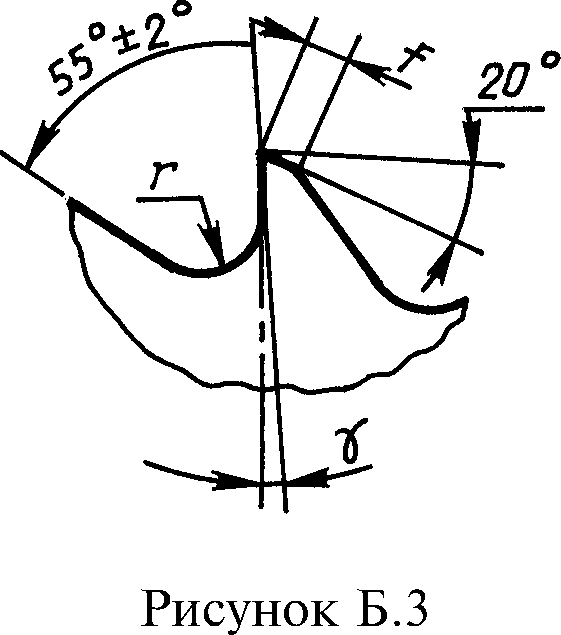
Таблица Б.З
В миллиметрах
|
D |
В |
г, не более |
|
|
50 |
1,0-1,6 |
1,00 |
0,5-0,9 |
|
2,0-2,5 |
1,50 |
||
|
63 |
1,0-1,6 |
2,25 |
0,6-1,0 |
|
2,0-3,0 |
2,50 |
||
|
80 |
1,0 |
2,25 |
0,8-1,2 |
|
1,2-2,5 |
2,50 |
||
|
3,0 |
2,75 |
||
|
100 |
1,0 |
2,50 |
1,0-1,6 |
|
1,2-2,0 |
2,75 |
||
|
2,5-3,0 |
1,0-2,6 |
||
|
125 |
1,6 |
1,5-1,9 |
|
|
2,0-4,0 |
3,00 |
||
|
160 |
1,6-2,5 |
3,25 |
1,8-2,3 |
|
3,0-4,5 |
3,50 |
||
|
200 |
2,0-2,5 |
3,50 |
2,2-2,7 |
|
3,0-5,0 |
3,75 |
||
|
250 |
2,5 |
3,75 |
2,5-3,0 |
|
3,0-6,0 |
4,00 |
||
|
315 |
2,5-6,0 |
5,0 |
УДК 621.914.2.025:12:006.354 МКС 25.100.20 Г23 ОКП 39 1836
39 1837
Ключевые слова: фрезы, фрезы прорезные, фрезы отрезные, дисковые фрезы, прямые шлицы, пазы, изделия из стали, изделия из черных металлов
Редактор М.И. Максимова Технический редактор Н. С. Гришанова Корректор В.И. Баренцева Компьютерная верстка А.Н. Золотаревой
Сдано в набор 02.06.2008. Подписано в печать 29.08.2008. Формат 60х84У8- Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 2,79. Уч.-изд.л. 1,90. Тираж 100 экз. Зак. 769.
, 123995 Москва, Гранатный пер., 4. Набрано во на ПЭВМ
Отпечатано в филиале — тип.«Московский печатник», 105062 Москва, Лялин пер., 6