Гост 14.301-83 единая система технологической подготовки производства. общие правила разработки технологических процессов
Содержание:
- ГОСТ 1105—74 (СТ СЭВ 5941-87)
- 2. СОСТАВ И КЛАССИФИКАЦИЯ КОМПЛЕКСА ДОКУМЕНТОВ ЕСТД
- АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
- 7 Правила оформления карты эскизов
- 2 Нормативные ссылки
- АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
- ПЕРЕЧЕНЬ РЕКОМЕНДАЦИЙ ЕСТД
- АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
ГОСТ 1105—74 (СТ СЭВ 5941-87)
Издание официальное
ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.912.3:006.354 Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ Основные размеры
Shapers. Basic dimensions
ГОСТ 1105—74
(СТ СЭВ 5941—87)
Дата введения 01.01.76
1. Настоящий стандарт распространяется на поперечно-строгальные станки общего назначения.
Требования настоящего стандарта являются обязательными. (Измененная редакция, Изм. № 3).
2. Основные размеры поперечно-строгальных станков должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию станков.
Издание официальное Перепечатка воспрещена
Издательство стандартов, 1974
Издательство стандартов, 1993 Переиздание с изменениями
мм
|
Наибольший номинальный ход L ползуна |
200 |
520 |
500 |
630** |
710 |
1000 |
|
|
Наибольшее расстояние Lx от опорной поверхности резца до станины, не менее |
280 |
400 |
560 |
_ |
800 |
1120 |
|
|
Наибольшее расстояние Н между рабочей поверхностью стола и ползуна, не менее |
200 |
300 |
400 |
400 |
400*. 450 |
500 |
|
|
Размер рабочей поверхности стола |
Ширина В |
200 |
280 |
360 |
400 |
450 |
560 |
|
Длина Z,2 |
200 |
320 |
500 |
630 |
710 |
1000 |
|
|
Наибольшее горизонтальное перемещение Вх стола, не менее |
250 |
360 |
500 |
710 |
650 |
800 |
|
|
Наибольшее сечение резца, не менее |
20X12 |
25X16 |
32X20 |
— |
40X25 |
40X25 |
* Размер при разработке новых конструкций не применять.
** Страна-изготовитель Болгария.
Примечание.
При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего номинального хода L ползуна) следует выбирать из этой же таблицы.
(Измененная редакция, Изм. № 1, 3).
3. Размеры Н, В, Ь2 не распространяются на станки с универсальными поворотными столами.
4. Размеры Lt, Н, Вх допускается увеличивать по ГОСТ 6636.
5. Размеры пазов в столах и расстояния между ними — по ГОСТ 1574.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.12.74 № 2665
3. ВЗАМЕН ГОСТ 1105—66
4. Стандарт соответствует СТ СЭВ 5941—87 в части типоразмерного ряда поперечно-строгальных станков: 200; 320; 500; 630; 710; 1000 мм в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 1574—91 ГОСТ 6636—69
5
4
6. ПЕРЕИЗДАНИЕ декабрь 1992 г. с ИЗМЕНЕНИЯМИ, 1, 2, 3 утвержденными в феврале 1985 г., в июне 1988 г., в октябре 1990 г. (ИУС 5—85, 9—88, 1—91)
Редактор Л. Л. Владимиров Технический редактор В. Н. Прусакова Корректор Е. И. Морозова
Сдано в наб, 10.12 92 Подп. в печ. 02.02.93 Уел. печ. л. 0.25. Уел. кр.-отт. 0,25. Уч.-изд. л. 0,20. Тир. 901 экз.
Ордена «Знак Почета» Издательство стандартов, 107076, Москва, Колодезный пер., 14 Тип. «Московский печатник». Москва, Лялин пер., 6. Зак. 1737
2. СОСТАВ И КЛАССИФИКАЦИЯ КОМПЛЕКСА ДОКУМЕНТОВ ЕСТД
2.1. В комплекс документов ЕСТД входят:
— государственные стандарты ЕСТД;
— государственные стандарты ЕСКД, требования которых распространяются на технологическую документацию, согласно перечню в приложении ;
— рекомендации ЕСТД согласно перечню в приложении ;
— рекомендации, положения которых распространяются на технологическую документацию, согласно перечню в приложении .
(Измененная редакция, Изм. № 1).
2.1а. Рекомендации, входящие в комплекс документов ЕСТД, содержат рекомендуемый порядок разработки и оформления технологической документации и порядок проведения работ, связанных с функционированием ЕСТД.
В наименование рекомендаций ЕСТД входит групповой заголовок системы, например: «РЕКОМЕНДАЦИИ. Единая система технологической документации. ПОРЯДОК ОФОРМЛЕНИЯ КАРТЫ РЕГИСТРАЦИИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ».
Примеры обозначения рекомендаций ЕСТД приведены в приложении .
(Введен дополнительно, Изм. № 1).
|
Номер группы |
Наименование группы |
|
Общие положения |
|
|
1 |
Общие требования к документам |
|
2 |
Классификация и обозначение технологических документов |
|
3 |
Общие требования к документам на машинных носителях |
|
4 |
Основное производство. Формы технологических документов и правила их оформления на процессы специализированные по методам изготовления или ремонта изделий |
|
5 |
Основное производство. Формы технологических документов и правила их оформления на испытания и контроль |
|
6 |
Вспомогательное производство. Формы технологических документов и правила их оформления |
|
7 |
Правила заполнения технологических документов |
|
8 |
Прочие |
|
9 |
Информационная база |
(Измененная редакция, Изм. № 1).
2.3. (Исключен, Изм. № 1).
2.4. В группу 0 должны входить стандарты, устанавливающие общие положения.
2.5. В группу 1 должны входить стандарты, устанавливающие правила оформления документов общего назначения и документов, применяемых независимо от методов изготовления и ремонта изделий (например, ведомости оснастки), а также стандарты и рекомендации, требования и правила которых распространяются на оформление всех документов, независимо от степени детализации описания технологических процессов, организации производства и методов изготовления и ремонта изделий.
2.6. В группу 2 должны входить стандарты и рекомендации, устанавливающие классификацию и обозначение технологических документов.
2.7. В группу 3 должны входить стандарты и рекомендации, устанавливающие особенности оформления и функционирования документов на машинных носителях.
2.8. В группу 4 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления технологических документов, применяемых в основном производстве в зависимости от применяемых методов при изготовлении и ремонте изделий, за исключением испытаний и технического контроля.
2.9. В группу 5 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления технологических документов, применяемых в основном производстве при описании технологических процессов (операции) испытаний и технического контроля, а также при контроле выполнения технологических процессов.
2.10. В группу 6 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления документов, применяемых во вспомогательном производстве.
2.11. В группу 7 должны входить стандарты и рекомендации, устанавливающие правила записи технологических операций (переходов).
2.5 — 2.11. (Измененная редакция, Изм. № 1).
2.11а. В группу 8 должны входить стандарты, имеющие в своем обозначении соответствующий индекс.
(Введен дополнительно, Изм. № 1).
2.12. В группу 9 должны входить стандарты и рекомендации, устанавливающие правила и положения по созданию информационной базы для автоматизированных систем управления и проектирования документов.
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
|
Assembly |
39 |
|
Assembly set |
109 |
|
Auxiliary material |
99 |
|
Auxiliary pass |
59 |
|
Auxiliary step |
53 |
|
Auxiliary time |
74 |
|
Basic material |
98 |
|
Base cycle time |
75 |
|
Blank |
101 |
|
Casting |
21, 104 |
|
Coating |
45 |
|
Direct manufacture time |
73 |
|
Electrochemical machining |
36 |
|
Electrophysical machining |
35 |
|
Forming |
22, 29 |
|
Forging |
105 |
|
Galvanoplastics |
37 |
|
Gluing |
44 |
|
Heat treatment |
34 |
|
Machining |
33 |
|
Manufacturing equipment |
93 |
|
Manufacturing pass |
58 |
|
Manufacturing process |
1 |
|
Manufacturing step |
52 |
|
Operation |
2 |
|
Operation cycle |
63 |
|
Position |
55 |
|
Primary blank |
102 |
|
Primary forming |
20 |
|
Production rate |
65 |
|
Production time |
64 |
|
Resetting |
62 |
|
Riveting |
42 |
|
Semi-finished product |
100 |
|
Setting-up |
61 |
|
Setup-time |
71 |
|
Standard piece time |
81 |
|
Standard production rate |
88 |
|
Time per piece |
72 |
|
Time for machine servicing |
76 |
|
Time for personal needs |
77 |
|
Tixture |
95 |
|
Tooling |
94 |
|
Tool |
96 |
|
Typified workpiece |
108 |
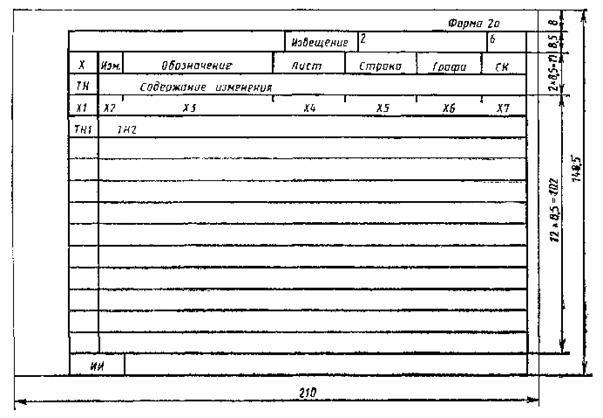
7 Правила оформления карты эскизов
7.1 КЭ применяют для разработки графических иллюстраций, таблиц к текстовым документам и выполняют на форматах по ГОСТ 2.301.
7.2 Для разработки КЭ следует применять следующие формы:
— и а — для формата А4 с вертикальным расположением поля подшивки;
— и а — для формата А4 с горизонтальным расположением поля подшивки;
— и а — для формата A3.
Указанные формы КЭ приведены на рисунке .
Допускается применять для КЭ другие форматы по ГОСТ 2.301, проставляя на ней следующий по порядку номер формы.
При разработке КЭ, выполненных на форматах:
— меньшем А4 — размеры и расположение блоков основной надписи должны быть аналогичны форме КЭ, выполненной на формате А4 с вертикальным расположением поля подшивки;
— большем A3 — размеры и расположение блоков Б1 — Б3 и Б5 основной надписи (ГОСТ 3.1103) должны быть аналогичны соответствующим блокам формы КЭ, выполненной на формате A3.
7.3 Оформление КЭ не зависит от применяемых методов проектирования. Требования по оформлению КЭ — по ГОСТ 3.1128 и ГОСТ 3.1130.
7.4 При разработке КЭ графу 3 (блок Б1) основной надписи не заполняют.
При разработке одной КЭ к нескольким операциям графы 8 — 11 (блок Б1) основной надписи не заполняют, а номера операций в этом случае проставляют:
— при одном общем эскизе к нескольким операциям — под основной надписью;
— при нескольких эскизах — над каждым эскизом.
7.5 Для сокращения процедуры оформления допускается применять взамен первого или заглавного листа КЭ последующие листы, если КЭ и основной технологический документ разрабатывает один исполнитель. В этом случае на КЭ в графе 4 основной надписи следует проставлять обозначение того документа, к которому КЭ относится, с применением сквозной нумерации листов в пределах данного документа. Например, при описании операции обработки резанием на двух листах ОК эскиз выполнен на форме а, при этом КЭ присваивают обозначение ОК и проставляют порядковый номер листа документа 3.
7.6 Пример оформления КЭ приведен в приложении .
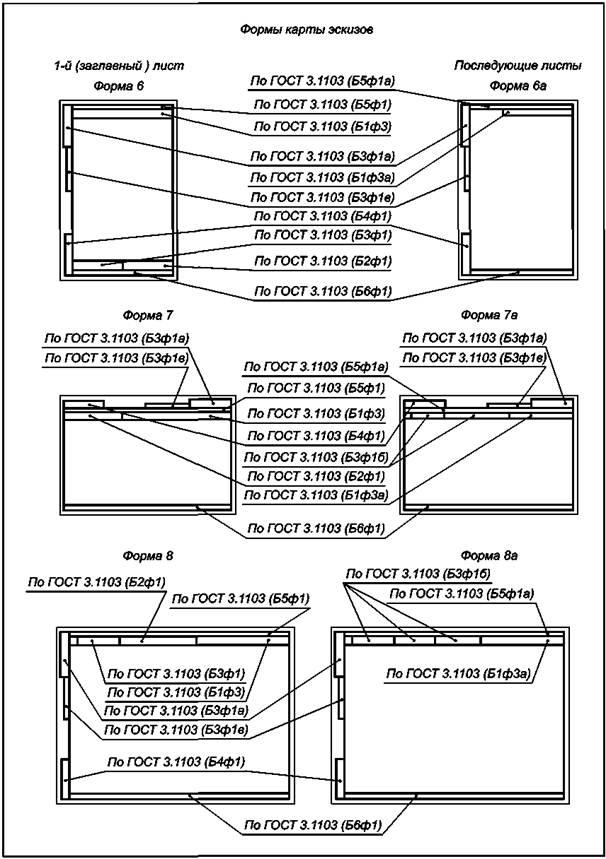
Рисунок 1
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.004-88 Единая система конструкторской документации. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.051-2006 Единая система конструкторской документации. Электронные документы. Общие положения
ГОСТ 2.052-2006 Единая система конструкторской документации. Электронная модель изделия. Общие положения
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 2.301-68 Единая система конструкторской документации. Форматы
ГОСТ 3.1103-2011 Единая система технологической документации. Основные надписи. Общие положения
ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила оформления маршрутных карт
ГОСТ 3.1119-83 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1120-83 Единая система технологической документации. Общие правила отражения и оформления требований безопасности труда в технологической документации
ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов
ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1130-93 Единая система технологической документации. Общие требования к формам и бланкам документов
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
|
База технологическая |
4 |
|
Базирование |
56 |
|
Время подготовительно-заключительное |
71 |
|
Время штучное |
72 |
|
Время основное |
73 |
|
Время вспомогательное |
74 |
|
Время оперативное |
75 |
|
Время обслуживания рабочего места |
76 |
|
Время на личные потребности |
77 |
|
Гальванопластика |
37 |
|
Деформирование поверхностное пластическое |
32 |
|
Документ |
6 |
|
Документ технологический |
6 |
|
Допуск припуска |
70 |
|
Единица нормирования |
87 |
|
Заготовка |
101 |
|
Заготовка исходная |
102 |
|
Закрепление |
57 |
|
Изделие |
106 |
|
Изделие комплектующее |
107 |
|
Изделие листоштампованное |
103 |
|
Изделие типовое |
108 |
|
Изложение маршрутное |
12 |
|
Изложение маршрутно-операционное |
14 |
|
Изложение операционное |
13 |
|
Инструмент |
96 |
|
Клепка |
42 |
|
Ковка |
30 |
|
Комплект документации |
9 |
|
Комплект документов технологического процесса (операции) |
8 |
|
Комплект документов процесса (операции) |
8 |
|
Комплект документов технологического процесса (операции) стандартный |
11 |
|
Комплект документов процесса (операции) стандартный |
11 |
|
Комплект проектной документации |
10 |
|
Комплект технологической документации |
9 |
|
Комплект проектной технологической документации |
10 |
|
Комплект сборочный |
109 |
|
Консервация |
50 |
|
Контроль |
46 |
|
Контроль процесса |
47 |
|
Контроль технический |
46 |
|
Контроль технологического процесса |
47 |
|
Коэффициент штучного времени |
78 |
|
Литьё |
21 |
|
Маркирование |
48 |
|
Материал |
97 |
|
Материал основной |
98 |
|
Материал вспомогательный |
99 |
|
Метод |
3 |
|
Метод технологический |
3 |
|
Монтаж |
40 |
|
Наладка |
61 |
|
Нанесение покрытия |
45 |
|
Норма технологическая |
79 |
|
Нормирование техническое |
80 |
|
Норма времени |
81 |
|
Норма вспомогательного времени |
86 |
|
Норма выработки |
88 |
|
Норма основного времени |
85 |
|
Норма оперативного времени |
84 |
|
Норма подготовительно-заключительного времени |
82 |
|
Норма штучного времени |
83 |
|
Оборудование |
93 |
|
Оборудование технологическое |
93 |
|
Обработка |
24 |
|
Обработка черновая |
25 |
|
Обработка чистовая |
26 |
|
Обработка механическая |
27 |
|
Обработка давлением |
29 |
|
Обработка резанием |
33 |
|
Обработка слесарная |
38 |
|
Обработка термическая |
34 |
|
Обработка электрофизическая |
35 |
|
Обработка электрохимическая |
36 |
|
Операция |
2 |
|
Операция групповая |
19 |
|
Операция технологическая |
2 |
|
Операция технологическая типовая |
18 |
|
Операция технологическая групповая |
19 |
|
Операция типовая |
18 |
|
Описание процесса маршрутное |
12 |
|
Описание процесса маршрутно-операционное |
14 |
|
Описание процесса операционное |
13 |
|
Описание технологического процесса маршрутное |
12 |
|
Описание технологического процесса операционное |
13 |
|
Описание технологического процесса маршрутно-операционное |
14 |
|
Оснастка |
94 |
|
Оснастка технологическая |
94 |
|
Отливка |
104 |
|
Отливка |
21 |
|
Оформление документа |
7 |
|
Оформление технологического документа |
7 |
|
Пайка |
43 |
|
Переход |
52 |
|
Переход технологический |
52 |
|
Переход вспомогательный |
53 |
|
Поверхность обрабатываемая |
5 |
|
Позиция |
55 |
|
Подналадка |
62 |
|
Поковка |
105 |
|
Полуфабрикат |
100 |
|
Прием |
60 |
|
Припуск |
67 |
|
Припуск операционный |
68 |
|
Припуск промежуточный |
69 |
|
Приспособление |
95 |
|
Процесс |
1 |
|
Процесс групповой |
17 |
|
Процесс единичный |
15 |
|
Процесс технологический |
1 |
|
Процесс технологический единичный |
15 |
|
Процесс технологический специальный |
15 |
|
Процесс технологический типовой |
16 |
|
Процесс технологический групповой |
17 |
|
Процесс типовой |
16 |
|
Разряд работы |
91 |
|
Расконсервация |
51 |
|
Раскрой материала |
28 |
|
Расценка |
89 |
|
Режим |
66 |
|
Режим технологический |
66 |
|
Резание |
33 |
|
Ритм |
65 |
|
Ритм выпуска |
65 |
|
Сборка |
39 |
|
Сварка |
41 |
|
Сетка тарифная |
90 |
|
Склеивание |
44 |
|
Спекание |
23 |
|
Средства оснащения |
92 |
|
Средства технологического оснащения |
92 |
|
Такт |
64 |
|
Такт выпуска |
64 |
|
Термообработка |
34 |
|
Упаковывание |
49 |
|
Установ |
54 |
|
Формообразование |
20 |
|
Формование |
22 |
|
Ход вспомогательный |
59 |
|
Ход рабочий |
58 |
|
Цикл операции |
63 |
|
Цикл технологической операции |
63 |
|
Штамповка |
31 |
ПЕРЕЧЕНЬ РЕКОМЕНДАЦИЙ ЕСТД
|
Обозначение рекомендаций |
Наименование рекомендаций |
Номер группы по п. |
|
ЕСТД. Правила записи операций и переходов. Получение покрытий |
7 |
|
|
ЕСТД. Требования к оформлению документов на технологические процессы электрофизических и электрохимических методов обработки |
4 |
|
|
Р 50-609-38-88 |
ЕСТД. Правила оформления документов контроля. Паспорт технологический. Журнал контроля технологического процесса |
5 |
|
ЕСТД. Правила оформления документов на технологические процессы ремонта |
4 |
|
|
ЕСТД. Порядок оформления карты регистрации результатов испытаний |
5 |
|
|
ЕСТД. Порядок оформления документов, применяемых при разработке, внедрении и функционировании технологических процессов |
1 |
|
|
ЕСТД. Учет применяемости технологической оснастки |
6 |
|
|
ЕСТД. Расчет применяемости деталей и сборочных единиц в изделии с использованием вычислительной техники |
9 |
|
|
ЕСТД. Правила оформления документов, применяемых в ремонтных и инструментальных цехах |
6 |
|
|
ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных |
1 |
|
|
ЕСТД. Порядок оформления документов, применяемых при нормировании технологических процессов (операций). Технико-нормировочная карта |
1 |
|
|
ЕСТД. Правила записи технологических операций и переходов. Технический контроль |
7 |
|
|
ЕСТД. Общие положения по внесению изменений |
1 |
|
|
ЕСТД. Правила оформления документов на процессы перемещения |
4 |
|
|
ЕСТД. Правила оформления документов на технологические процессы консервации и упаковывания |
4 |
|
|
Р 50-54-274-89 |
ЕСТД. Инструмент режущий. Допускаемые сокращения условных обозначений |
1 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
|
Anfangs-Rohteil |
102 |
|
Arbeitstakt |
65 |
|
Arbeitsstufe |
52 |
|
Aufspannung |
54 |
|
94 |
|
|
Bearbeitung |
24 |
|
Befestigen (Einspannen) |
57 |
|
Beschichten |
45 |
|
Einrichten |
61 |
|
Elektrochemisches Abtragen |
36 |
|
Elektrophysisches Abtragen |
35 |
|
Fertigungsgang |
58 |
|
Fertigungsmaschinen |
93 |
|
Formen |
22 |
|
39 |
|
|
Galvanoplastik |
37 |
|
Giessen |
21 |
|
Grundzeit |
73 |
|
104 |
|
|
Grundmaterial |
98 |
|
Gruppenarbeitsgang |
19 |
|
Halbzeug |
100 |
|
Handgriff |
60 |
|
Hilfsgang |
59 |
|
Hilfsmaterial |
99 |
|
Hilfsstufe |
53 |
|
Hilfszeit |
74 |
|
Kleben |
44 |
|
Montagesatz |
109 |
|
Nachrichten |
62 |
|
Normzeit |
81 |
|
Operation; Arbeitsgang |
2 |
|
Operationszyklus |
63 |
|
Operative Zeit |
75 |
|
Position |
55 |
|
Rohteil |
101 |
|
105 |
|
|
Spanen |
33 |
|
72 |
|
|
88 |
|
|
Taktzeit |
64 |
|
Technologischer , Fertigungsablauf |
1 |
|
Technologische Basis |
4 |
|
Technologisches Dokument |
6 |
|
Technologischer |
16 |
|
Technologischer |
17 |
|
Thermische Behandlung |
34 |
|
Technologische |
92 |
|
Typenarbeitsgang |
18 |
|
108 |
|
|
Umformen |
29 |
|
Urformen |
20 |
|
Vernieten |
42 |
|
Vorbereitungs- und |
71 |
|
Vorrichtung |
95 |
|
Wartungszeit |
76 |
|
Werkzeug |
96 |
|
Zeit |
77 |
|
Zu bearbeitende |
5 |