Гост 2.312-72 ескд
Содержание:
Имеющиеся положения
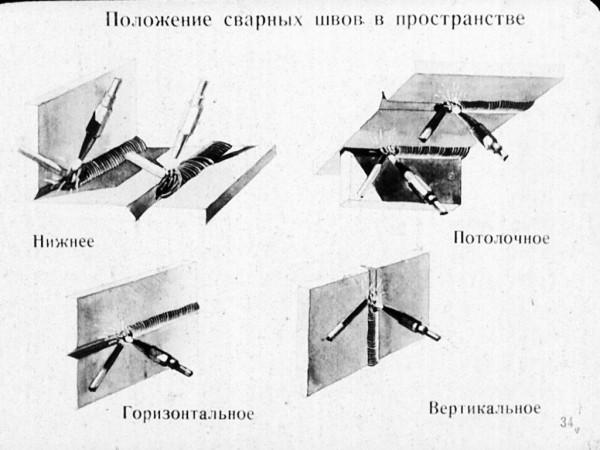
Пространственные положения при сварке имеют четыре варианта. Наиболее легко выполнимое из них — горизонтальное нижнее положение. Наиболее трудным считается тоже горизонтальное положение шва, но располагающееся наверху, и имеющее название полочного. Шов в горизонтальном направлении не обязательно выполняют внизу или наверху. Он может располагаться в центре вертикальной стенки. Оставшийся вариант принадлежит вертикальному положению.
Различные положения сварки в пространстве имеют свои нюансы при выполнении сварки. От вида положений зависит расположение электродов.
Нижнее
Такое положение является самым желанным для любого сварщика. Этот вариант применяют, когда свариваются несложные детали небольшого размера или, если к качеству шва не предъявляются строгие требования. Положение электрода при этом виде является вертикальным. В этом положении возможно сваривание, как с одной стороны, так и с двух.
На качество шва в нижнем положении оказывают влияние толщина свариваемых деталей, размер зазора между ними, величина тока. Этот метод имеет высокую производительность. Недостатком является возникновение прожогов. При нижнем положении можно использовать способы стыкового и углового соединений.
Горизонтальное
При таком виде соединяемые элементы находятся в вертикальной плоскости. Сварной шов расположен горизонтально. Электрод принадлежит горизонтальной плоскости, но расположен перпендикулярно шву. Затруднение при работе вызывает возможное расплескивание жидкого металла из сварочной ванны и попадание под действием собственного веса прямо на расположенную внизу кромку. Перед началом работы необходимо произвести подготовительные работы, а именно, подрез кромки.
Вертикальное
Свариваемые детали располагают в вертикальной плоскости таким образом, чтобы шов между ними также был вертикальным. Электрод при этом расположен в горизонтальной плоскости перпендикулярно шву.
Сохраняется проблема падения вниз капель раскаленного металла. Работу следует выполнять исключительно на короткой дуге. Это предупредит попадание жидкого металла в кратер шва. Рекомендуется применение электродов с покрытием, увеличивающим вязкость содержимого сварной ямы. Это будет значительно уменьшать стекание расплавленного металла вниз.
Из двух существующих способов перемещения по возможности следует выбирать движение снизу наверх. Тогда неизбежно стекающий металл будет при застывании образовывать ступеньку, препятствующую дальнейшему его сползанию. Это занимает длительное время. При использовании способа сверху вниз производительность увеличивается за счет снижения качества шва.
Потолочное
По сути, является горизонтальным швом, расположенным в неудобном для работы месте. Сварщику приходится длительное время пребывать в сложной позе с вытянутой рукой. От квалификации это, понятное дело, не зависит, но у опытных мастеров имеются свои приемы, облегчающие процесс сварки в этом положении. В любом случае необходимо периодически делать перерывы.
Положение при сварке деталей будет горизонтальным, а электрода — вертикальным. Шов расположен внизу кромок. Главный риск получения некачественного шва заключается в том, что жидкий металл стекает вниз, но не всегда попадает в сварочную ванну.
При потолочном способе ведения сварки следует использовать небольшой ток и минимально короткую дугу. Электроды должны иметь небольшой диаметр и тугоплавкое покрытие, удерживающее капли металла за счет поверхностного натяжения. Этот вид сварки является особенно нежелательным, когда предстоит соединение деталей малой толщины.
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.
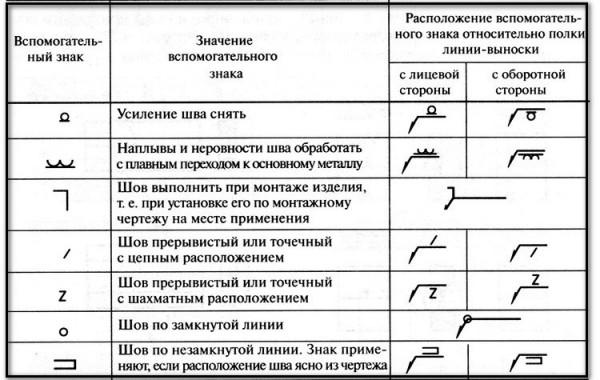
Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями
При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- 25. Машиностроение
- 25.160. Сварка твердым и мягким припоем
- 25.160.40 Сварочные швы и сварка *включая положение шва и механические неразрушаюшие испытания сварных соединений
- Статус документа:
- действует, введён в действие 01.07.1981
- Название на английском языке:
- Manual arc welding. Welding joints. Main types, design elements and dimensions
- Дата актуализации информации по стандарту:
- 11.09.2019, в 11:34 (менее года назад)
- Вид стандарта:
- Стандарты на продукцию (услуги)
- Дата начала действия ГОСТа:
- 1981-07-01
- Дата последнего издания документа:
- 2009-12-29
Коды документа ГОСТ 5264-80:
- Код ОКП:
- 060200
- Код КГС:
- В05
- Число страниц:
- 36
- Назначение ГОСТ 5264-80:
- Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80
- ГРНТИ индекс(ы):
- 813515
Нормативные ссылки из текста ГОСТ 5264-80:
- Ссылки на ГОСТы:
- ГОСТ 16037-80
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
Виды соединений ос , дс
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Рисунок — Многослойный шов