Гост 19281-89: прокат из стали повышенной прочности. общие технические условия
Содержание:
4. МЕТОДЫ КОНТРОЛЯ
4.2. Химический анализ стали проводят по ГОСТ 22536.0 — ГОСТ 22536.12, ГОСТ 27809, ГОСТ 12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 12357, ГОСТ 12358, ГОСТ 12359, ГОСТ 12361, ГОСТ 12364, ГОСТ 18895 или другими методами, обеспечивающими необходимую точность анализа.
При разногласиях в оценке качества оценку проводят методами, установленными в стандарте.
(Измененная редакция, Изм. № 1).
4.3. Углеродный эквивалент (Сэ) вычисляют по формуле
где С, Мn, Si, Сr, Ni, Сu, V, Р — массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора.
4.4. Контроль качества поверхности и размеров листового проката по ГОСТ 14637, сортового — по ГОСТ 535.
4.5. Расслоение проката при резке контролируют осмотром кромок и торцов без применения увеличительных приборов.
При необходимости качество металла на кромках листов и универсальных полос проверяют снятием стружки: при этом раздвоение стружки служит признаком несплошности металла.
4.5.1. Ультразвуковой контроль сплошности листового проката проводят в соответствии с ГОСТ 22727.
4.6. Отбор проб и изготовление образцов для механических и технологических испытаний проводят по ГОСТ 7564. Из фасонного проката и универсальной полосы образцы вырезают вдоль, из листового — поперек направления прокатки. При испытании на ударный изгиб на образцах с острым надрезом образцы отбирают вдоль направления прокатки.
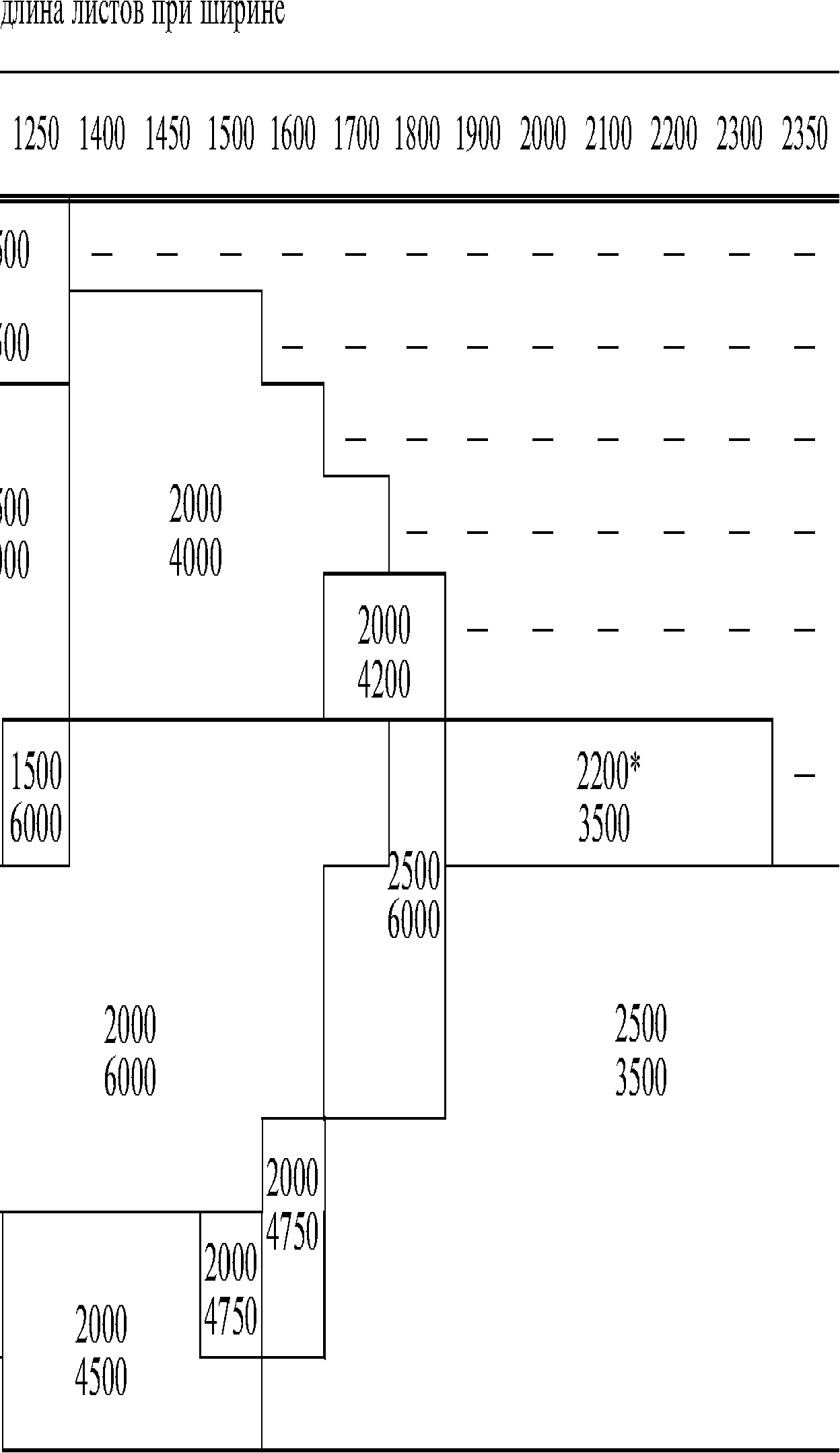
Для проката диаметром или стороной квадрата более указанных в и допускается механические свойства определять на образцах, вырезанных из заготовок, прокованных или прокатанных на размеры, регламентируемые и . Нормы механических свойств в этом случае должны соответствовать и .
(Измененная редакция, Изм. № 1).
4.7. От каждой отобранной для контроля штанги, листа, универсальной полосы, рулона, отбирают для испытанияна растяжение и изгиб по одному образцу, для определения ударной вязкости — по два образца для каждой температуры. Качество гнутых профилей контролируют по заготовке.
4.8. Испытание проката на растяжение проводят на образцах пятикратной длины по ГОСТ 1497.
(Измененная редакция, Изм. № 1).
4.9. Испытание на изгиб проводят по ГОСТ 14019.
4.10. Определение ударной вязкости проката с номинальной толщиной до 10 мм включительно проводят на образцах типа 1, 2 или 3, а для категорий 8 и 9 — типа 11, 12, 13 по ГОСТ 9454. Для проката толщиной более 10 мм ударную вязкость определяют на образцах типа 1, а для категорий 8 и 9 -типа 11 по ГОСТ 9454.
Ударную вязкость фасонного и полосового проката толщиной 3-4 мм, листового проката толщиной менее 5 мм допускается определять на образцах шириной, равной толщине проката.
(Измененная редакция, Изм. № 1).
4.11. Ударную вязкость после механического старения определяют по ГОСТ 7268 на образцах с концентратором вида U. Толщина образцов должна соответствовать принятым в .
4.12. При испытании образцов с концентратором вида и допускается снижение ударной вязкости на одном образце на 15%, при испытании образцов с концентратором вида V допускается снижение ударной вязкости на одном образце на 30%; при этом среднее значение результатов испытаний должно быть не ниже норм и .
4.13. При использовании заводом-изготовителем статистических и других неразрушающих методов контроля механических свойств в соответствии с нормативно-технической документацией, контроль механических свойств изготовителем по методике, предусмотренной настоящим стандартом, допускается не проводить. Изготовитель гарантирует при этом соответствие выпускаемой продукции требованиям настоящего стандарта. При разногласиях в оценке качества и при периодических проверках качества продукции применяют методы контроля, предусмотренные настоящим стандартом.
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
Прокат фасонный горячекатаный, обычной точности прокатки (В), балка двутавровая номер 30 по ГОСТ 8239-89 класса прочности 345:
Прокат фасонный горячекатаный повышенной точности прокатки (Б), швеллер номер 20 с параллельными гранями полок (П) по ГОСТ 8240-89, класса прочности 315:
Прокат фасонный горячекатаный, обычной точности прокатки (В) угловой неравнополочный размерами 63´40´4 мм по ГОСТ 8510-86, класса прочности 345:
Прокат сортовой горячекатаный, квадратный, обычной точности прокатки (В) со стороной квадрата 50 мм по ГОСТ 2591-88, класса прочности 315:
Прокат сортовой, горячекатаный, круглый, обычной точности прокатки (В) диаметром 40 мм по ГОСТ 2590-88, первой группы 1, девятой категории, класса прочности 345:
Прокат листовой, нормализованный, повышенной точности прокатки (А), высокой плоскостности (ПВ), с обрезной кромкой (О) размером 8´1100´5000 мм по ГОСТ 19903-74, класса прочности 390 из стали марки 10ХСНД:

Прокат листовой горячекатаный, нормальной точности прокатки (Б), нормальной плоскостности (ПН) с необрезной кромкой (НО) размером 16´1200´6000 мм по ГОСТ 19903-74 класса прочности 325 из стали марки 16ГС, с гарантией свариваемости, 12 категории:

(Измененная редакция, Изм. № 1).
ПРАВИЛА ПРИЕМКИ
3.1. Сталь принимают партиями. Для стали с установок непрерывной разливки партия должна состоять из проката одной марки, одного размера по толщине с разницей массовой доли: углерода — не более 0,04 %, марганца — не более 0,15 % (по ковшовому анализу). Партия для стали из слитков, кроме того, должна состоять из одной плавки-ковша.
Масса партии стали с установок непрерывной разливки должна быть не более 250 т.
Партия должна сопровождаться документом о качестве по ГОСТ 7566-81 с дополнениями:
категория стали;
значения ударной вязкости для образцов с концентратором вида V при температуре минус 20 или минус 40 °С;
результаты проверки методами ультразвукового контроля.
3.2. Для проверки качеств стали от каждой партии отбирают два прутка.
3.2, 3.3. (Новая редакция, Изм. № 1).
3.3. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторные испытания на удвоенной выборке, отобранной по ГОСТ 7566-81, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Новая редакция, Изм. № 1).
3.3а. Контроль титана, остаточного азота, хрома, никеля, меди и мышьяка изготовитель проводит по требованию потребителя.
3.3б. Контроль ультразвуковым методом проводится по требованию потребителя. Объем выборки — по согласованию изготовителя с потребителем.
3.3а, 3.3б. (Введены дополнительно, Изм. № 1).
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
Прокат фасонный горячекатаный, обычной точности прокатки (В), балка двутавровая номер 30 по ГОСТ 8239-89 класса прочности 345:
Прокат фасонный горячекатаный повышенной точности прокатки (Б), швеллер номер 20 с параллельными гранями полок (П) по ГОСТ 8240-89, класса прочности 315:
Прокат фасонный горячекатаный, обычной точности прокатки (В) угловой неравнополочный размерами 63, класса прочности 345:
Прокат сортовой горячекатаный, квадратный, обычной точности прокатки (В) со стороной квадрата 50 мм по ГОСТ 2591-88, класса прочности 315:
Прокат сортовой, горячекатаный, круглый, обычной точности прокатки (В) диаметром 40 мм по ГОСТ 2590-88, первой группы 1, девятой категории, класса прочности 345:
Прокат листовой, нормализованный, повышенной точности прокатки (А), высокой плоскостности (ПВ), с обрезной кромкой (О) размером 8, класса прочности 390 из стали марки 10ХСНД:
Прокат листовой горячекатаный, нормальной точности прокатки (Б), нормальной плоскостности (ПН) с необрезной кромкой (НО) размером 16 класса прочности 325 из стали марки 16ГС, с гарантией свариваемости, 12 категории:
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Справочное
Таблица 8
|
Класс прочности |
Базовый химический состав, массовая доля, % |
Дополнительное легирование |
||||
|
265, 295 |
С до 0,14 |
Аl до 0,03 |
||||
|
Si » 0,5 |
Тi » 0,03 |
|||||
|
Мn » 1,6 |
||||||
|
315 |
С до 0,18 |
Аl до 0,03 |
||||
|
Si » 0,7 |
Тi » 0,03 |
|||||
|
Мn » 1,6 |
||||||
|
325 |
С до 0,20 |
Аl до 0,03 |
||||
|
Si » 0,9 |
Тi » 0,05 |
|||||
|
Мn » 1,6 |
V » 0,10 |
|||||
|
345, 355, 375 |
С до 0,22 |
Аl до 0,03 |
||||
|
Si » 0,9 |
Тi » 0,05 |
|||||
|
Мn » 1,6 |
V » 0,10 |
|||||
|
Nb » 0,02 |
||||||
|
N » 0,03 |
||||||
|
375, 390 |
С до 0,22 |
Аl до 0,03 |
||||
|
Si » 1,1 |
Тi » 0,05 |
|||||
|
Мn » 1,8 |
V » 0,10 |
|||||
|
Nb » 0,03 |
||||||
|
N » 0,03 |
||||||
|
440 |
С до 0,22 |
Аl до 0,03 |
||||
|
Si » 1,1 |
Тi » 0,05 |
|||||
|
Мn » 1,8 |
V » 0,15 |
|||||
|
Nb » 0,05 |
||||||
|
N » 0,03 |
||||||
Примечание. Для обеспечения требуемого уровня свойств применяется обработка стали жидкими синтетическими шлаками, вакуумирование, продувка аргоном, модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов.