Гост 30246-94 прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций. технические условия
Содержание:
- Защита стали от коррозии
- Производство оцинкованного металла
- Категории стали
- Области применения
- МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
- Преимущества и недостатки
- МЕТОДЫ ИСПЫТАНИЙ
- Влияние ГОСТ на качество оцинкованной стали
- Лист оцинкованный, размеры по ГОСТ 19904-90 (сортамент)
- 14918 ГОСТ «Лист оцинкованный»
- 2 Нормативные ссылки
- Проверка качества
Защита стали от коррозии
 Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Истончение деталей ведет к уменьшению несущих способностей, прочности, уменьшает прилегание элементов друг к другу, в результате загруженность соседних узлов и деталей увеличивается. Металлические емкости и резервуары теряют герметичность и разрушаются. Становится очевидным, что использовать черный металл без защитной пленки нельзя, требуется создать барьер для доступа воды и кислорода к поверхности.
Способы нанесения пленки
Часто пользуются методом окраски готовых изделий, но способ считается недолговечным и не всегда действенным. Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
- холодный метод предполагает нанесение цинка по типу покраски, в современном производстве применяется довольно редко;
- гальваническая обработка листов заключается в обработке поверхности стали в цинксодержащих электролитных растворах;
- метод горячей оцинковки является наиболее распространенным из-за последующего сохранения заданных качеств длительное время.
 Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 . Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие. В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.
Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 . Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие. В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.
 Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа. Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа. Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Лист оцинкованный ГОСТ получает прогнозированную долговечность, чем окрашенный простым нанесением, пленка не трескается и не образует трещин при допустимых изгибах. В случае агрессивного окружающего пространства цинковый слой первым вступает во взаимодействие, оставляя металл нетронутым, не допуская коррозии.
Производство оцинкованного металла
 Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Разработано специализированное оборудование для горячего метода цинкования — наиболее востребованного способа производства. Гальванический метод и холодное цинкование применяют достаточно редко, так как качество обоих методов оставляет желать лучшего. Нанесение цинкового слоя происходит в несколько этапов:
- вначале стальной лист подвергается обжигу в печах при высокой температуре;
- чтобы повысить сопротивляемость металла коррозионным процессам его помещают на втором этапе обработки в ванну с расплавленным цинковым составом;
- затем делается консервация для улучшения защитной функции цинкового слоя, это выполняется с помощью промасливания, пассивирования, иногда эти операции сочетают между собой.
 В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
Стандарты ГОСТа распространяются на листовой материал и тот, что выпускается в рулонах. Назначение материала при этом может быть различным, независимо от того, используется холоднокатаный лист для производства домашней посуды или применяется в качестве кровельного материала. Стандартами предусмотрены такие размеры листа при выпуске:
- ширина варьируется от 70 до 150 см;
- толщина металла может составлять от 0,4 мм до 1,5 см.
Виды сырья
Для изготовления оцинковки применяются различные марки стали, но основные из них такие:
- сталь Ст3, Ст1 и Ст2, 100, причем используются все степени раскисления в соответствии с ГОСТ 380–1994 ;
- ГОСТ 9045–1993 допускает к производству 08кп, 08пс, 08Ю;
- ГОСТ 1050–1988 рекомендует сталь Юкп.
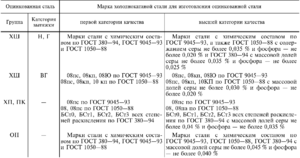
Категории стали
Оцинкованный металл подразделяется по способности вытягиваться без создания поверхностных дефектов:
- категория Н присваивается материалу с нормальной способностью к вытяжке;
- категория Г способна к глубокой вытяжке с получением усредненных показателей;
- в категорию ВГ включены оцинкованные листы с качеством, позволяющим тянуться очень глубоко.
https://youtube.com/watch?v=Ej9eyIQy2X4
https://youtube.com/watch?v=IsAp1ofB-XA
Классификация цинкового листа затрагивает и разницу в толщине защитного слоя по длине или ширине листа, полученного в процессе производства:
- НР говорит о нормальной разнице в толщине слоя.
- УР свидетельствует об уменьшенной разнице толщин на поверхности.
По желанию заказчика на поверхности цинкового слоя может быть выполнен рисунок кристаллизации (серия КР). Листы материала без такого нанесения относят к серии Мт.
Деление стали с оцинкованным защитным слоем производится также в зависимости от толщины полученного защитного покрытия:
- сталь повышенного класса имеет вес одного квадратного метра слоя при толщине покрытия в микронах от 60 до 40 на двух сторонах листа 850−570 грамм;
- высокого класса, при толщине в микронах от 40−19 квадрат слоя весит 570−260 грамм;
- обычный класс предполагает вест квадрата покрытия при толщине от 10 до 18 микрон в 260−142 грамма.
Каждый вид категории и класса предназначен для работы в определенных условиях эксплуатации и предполагает различную дальнейшую обработку. Для выбора требуемого качества нужно определиться с этими условиями, чтобы не переплачивать за высокое качество, которое с успехом можно заменить обыкновенной категорией.
https://youtube.com/watch?v=4KZu3rr8e8Y
Области применения
 Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка,
упаковка, транспортирование и хранение — по ГОСТ 7566-94 с
дополнениями.
6.2. Для защиты
поверхности оцинкованной стали от коррозии производится консервация:
пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя
оцинкованную сталь не консервируют.
При отгрузке в районы
Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной
стали формируют в пачку, укладывая один лист на другой. У листов с
дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть
обращена к низу пачки.
Торцовые и боковые
поверхности пачки обкладывают швеллерами, изготовленными из отожженного
стального листа толщиной не менее 0,4 мм по нормативно-технической
документации.
К пачке снизу должны быть
прикреплены деревянные бруски по ГОСТ
2695-83 и ГОСТ 8486-86 сечением
не менее 80´80
мм или металлические бруски по нормативно-технической документации. Количество
деревянных и металлических брусков при ширине пачки до 1200 мм — 2 шт.; свыше
1200 мм — соответственно 3 шт. и 2 шт.
6.4. Рулоны из
оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со
2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны
должны быть прочно обвязаны. Количество обвязок должно соответствовать
требованиям ГОСТ 7566-94.
При отгрузке в районы
Крайнего Севера и труднодоступные районы минимальное количество обвязок должно
быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют
металлическую ленту толщиной 1,2 — 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической
документации.
Наружный диаметр и ширина
рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно —
6,2 и 1 м.
6.6. Масса одного
грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию
потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная
маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой
поверхности пачки и боковой поверхности рулона и содержать основные,
дополнительные и информационные надписи.
6.8. Транспортирование
оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным
составом в соответствии с правилами перевозки грузов, действующими на
транспорте данного вида и условиями погрузки и крепления грузов, утвержденными
МПС.
6.9. Хранение
оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с
химически активными веществами.
Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.
Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
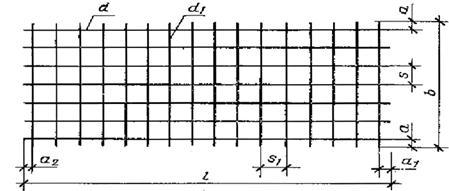
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вьшезки обпазпов для испытаний (b — шипина листа)
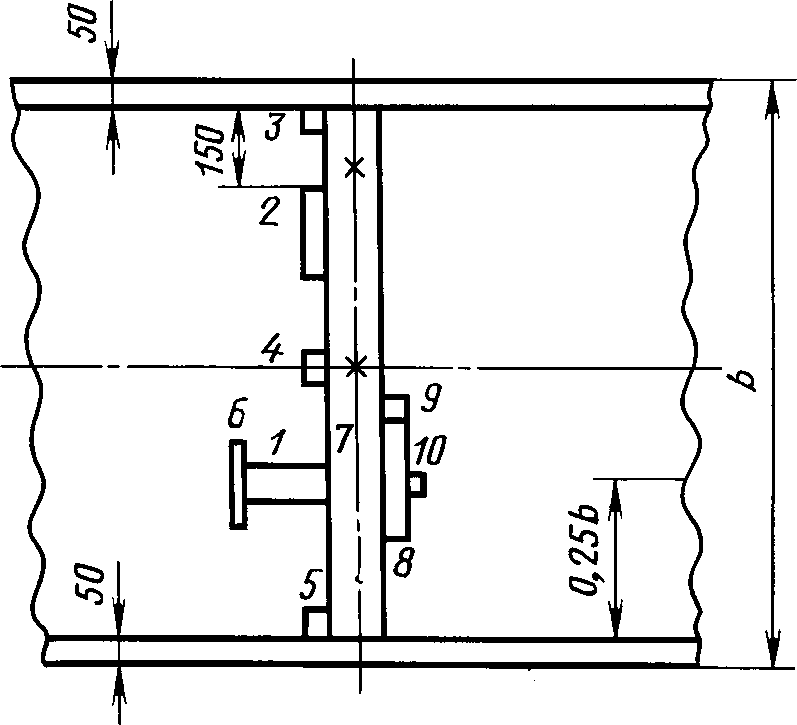
Таблица 2
|
Номер образца |
Размеры образца, мм |
Метод испытаний |
|
|
ширина |
длина |
||
|
Г 2 |
50 |
150 |
На прочность сцепления цинкового покрытия с основным металлом |
|
3,4,5 |
50 |
50 |
На определение массы цинкового покрытия и разнотолщинности |
|
6 |
20 |
150 |
На перегиб |
|
7 |
90 |
— |
На вытяжку сферической лунки (х-место испытаний) |
|
8 |
30 |
180-300 |
На растяжение |
|
9, 10 |
30 |
40 |
Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам — +3 мм.
(Измененная редакция, Изм. № 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb203) или хлористой сурьмы (8ЬС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118—77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют по формуле
т, — т2 (1)
т ^ >
где т\ — масса трех образцов (.?, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г; mi — масса трех образцов (.?, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S — фактическая площадь поверхности образцов с погрешностью МО»»6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
AT’r — 7Lqv — Т„
(2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
^ _ (т3 — т’3) • 104 (3)
3 7,13 • А3 ’
где ?з — толщина покрытия соответствующего образца, мкм;
/из — масса образца до снятия цинка, г; т’з — масса образца после снятия цинка, г;
7,13 — плотность цинка, г/см3;
A3 — площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813—68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510—80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701—84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639—82 и структурно-свободного цементита — по ГОСТ 5640—68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019—2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196—86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765—73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. № 2).
Влияние ГОСТ на качество оцинкованной стали
Стандартом жестко регламентируются требования к качеству оцинкованной стали, объему испытаний и методике проверки предприятиями качества готовой продукции. Каждая партия оцинкованной стали должна иметь документ, оформленный по ГОСТ7566-94, подтверждающий соответствие данной партии требованиям ГОСТ 14918-80, сертификат соответствия, получаемый покупателем металла, при этом гарантирует, что продукция прошла на заводе-изготовителе все необходимые испытания.
Качество поверхности листов проверяют внешним осмотром. Для проверки на растяжение, на прочность сцепления защитного покрытия с металлической основой и для оценки микроструктуры, а также толщины покрытия и разнотолщинности, из рулона вырезают образцы.
Все это практически исключает выход некачественной готовой продукции за территорию предприятия-изготовителя.
ГОСТ14918-80 также регламентируются требования к упаковке, транспортировке и хранению оцинкованной стали, дополняющие ГОСТ 7566-94. Для защиты поверхности при транспортировке и хранении, оцинкованную сталь консервируют пассивированием или промасливанием.
Листы упаковывают в пачку, боковые поверхности которой защищают швеллерами из отожженного стального листа. Снизу к пачке крепятся деревянные бруски.
Пачки и рулоны оцинкованной стали должны быть прочно обвязаны металлической лентой. Вес одной пачки или рулона не должен быть меньше 3 и больше 10 тонн.
Читайте по теме:
Расчет несущей способности профнастила
Какова несущая способность профнастила? Для чего его можно применять и как выбрать марку для Ваших нагрузок? Описание, характеристики, расчеты — обо всем этом в статье. Читайте!
Расход профнастила на м² и п.м.
Норма расхода профнастила на кровлю, фасад или забор. Существуют ли общие нормы расхода профлиста? Что нужно учитывать, когда считаете расход профнастила на 1м²? Обо всем этом — в статье.
Срок эксплуатации профнастила
Каков срок службы оцинкованного профнастила? Какие покрытия профлиста бывают? Насколько каждое из них увеличивает срок эксплуатации профнастила? И где их лучше применять? Читайте в статье.
Лист оцинкованный, размеры по ГОСТ 19904-90 (сортамент)
Размеры, предельные отклонения и требования к точности изготовления для оцинкованной стали устанавливаются сортаментом ГOCT 19904-90 так же, как и для не оцинкованной холоднокатаной листовой стали.
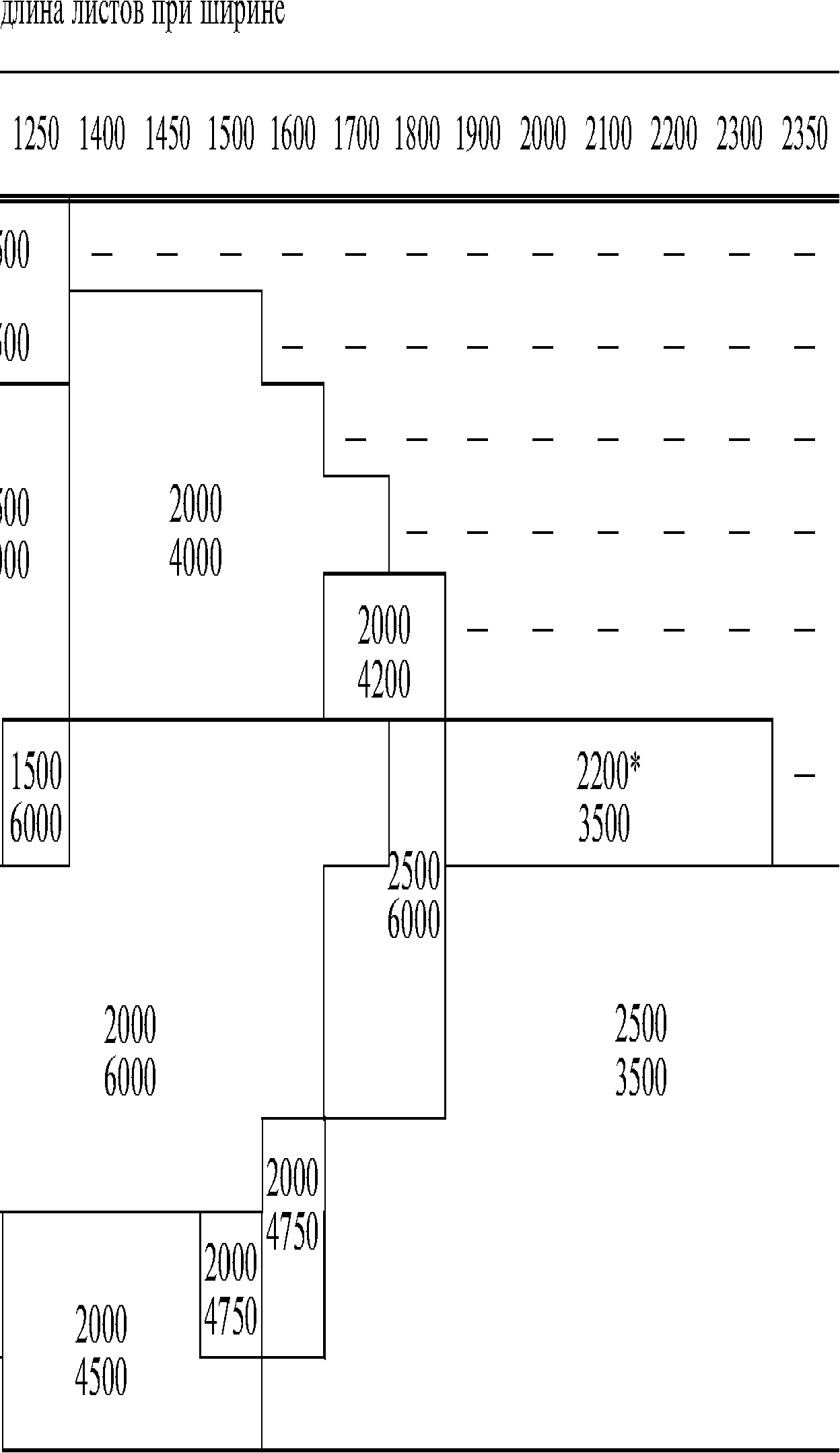
Оцинкованная сталь по ТУ согласно ГOCT 14918-80 изготавливается шириной от 700 до 1800 мм (размерный шаг в зависимости от диапазона 50, 100 и 150 мм), длиной от 1000 до 6000 мм (размерный шаг 20, 80, 100, 150, 200, 300, 500 мм), однако по согласованию с потребителем в случае необходимости допускается устанавливать и другие размеры.
Толщина оцинкованного листа регламентирована в пределах от 0,5 до 2,55 мм, причем сортаментом определяется следующий размерный шаг:
- диапазон толщин 0,5-0,8 мм — шаг составляет 0,05 мм;
- диапазон 0,8-1,8 мм — шаг 0,1 мм;
- диапазон 1,8-2,5 — шаг 0,2, последний — 0,3 мм.
14918 ГОСТ «Лист оцинкованный»
На сегодняшний день многие виды продукции изготавливаются предприятиями по собственным техническим условиям. Но это не касается материалов, которые могут использоваться для изготовления несущих конструкций и других изделий, к прочности которых предъявляются особые требования. Такие материалы в обязательном порядке должны соответствовать требованиям государственных стандартов, в том числе ГОСТ 14918-80.
Этот стандарт заменил ранее действовавший ГОСТ 14918-69 и введен в действие с 01.07.81г Постановлением Государственного комитета СССР по стандартам от г. за № 1465. На сегодняшний день у ГОСТ 14918-80 статус межгосударственного стандарта, а ограничение срока его действия снято протоколом №3-93 (ИУС5-6-93) Межгосударственного Совета по стандартизации, метрологии и сертификации. Поэтому в настоящее время ГОСТ 14918, статус которого распространяется на все государства, входящие в СНГ, действует на огромной территории с населением почти 200 млн. человек.
Это интересно: Характеристики, особенности термообработки и применение стали 40Х — разбираемся обстоятельно
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:ГОСТ 9.008−82 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определенияГОСТ 166−89 (ИСО 3599−76) Штангенциркули. Технические условияГОСТ 503−81 Лента холоднокатаная из низкоуглеродистой стали. Технические условияГОСТ 1381−73 Уротропин технический. Технические условияГОСТ 1497−84 (ИСО 6892−84) Металлы. Методы испытаний на растяжениеГОСТ 1770−74 (ИСО 1042−83, ИСО 4788−80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условияГОСТ 3118−77 Реактивы. Кислота соляная. Технические условияГОСТ 3560−73 Лента стальная упаковочная. Технические условияГОСТ 4765−73 Материалы лакокрасочные. Метод определения прочности при удареГОСТ 6009−74 Лента стальная горячекатаная. Технические условияГОСТ 6709−72 Вода дистиллированная. Технические условияГОСТ 7564−97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытанийГОСТ 7566−94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранениеГОСТ 9045−93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условияГОСТ 10510−80 (ИСО 8490−86) Металлы. Метод испытания на выдавливание листов и лент по ЭриксенуГОСТ 11701−84 Металлы. Методы испытаний на растяжение тонких листов и лентГОСТ 14019−2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгибГОСТ 14192−96 Маркировка грузовГОСТ 15150−69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней средыГОСТ 16523−97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условияГОСТ 19903−74 Прокат листовой горячекатаный. СортаментГОСТ 19904−90 Прокат листовой холоднокатаный. СортаментГОСТ 22235−2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работГОСТ 25336−82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размерыГОСТ 26877−2008 Металлопродукция. Методы измерений отклонений формыГОСТ 28498−90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытанийГОСТ 30415−96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методомГОСТ Р ИСО 10113−2014 Материалы металлические. Листы и полосы. Определение коэффициента пластической деформацииГОСТ Р 52146−2003 Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий. Технические условияГОСТ Р 53228−2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. ИспытанияСП 28.13330.2012 Свод правил. Защита строительных конструкций от коррозии. Актуализированная редакция СНиП 2.03.11−85Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю „Национальные стандарты“, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя „Национальные стандарты“ за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Проверка качества
Оцинковка ГОСТ предусматривает показатели, переводящие листы в ту или иную категорию качества — это может быть прописано в сопроводительных документах
Для покупателя важно, чтобы внешний вид материала не содержал поверхностных изъянов и нарушений целостности
Поверхность стали должна быть гладкой и ровной, без трещин цинкового слоя. Иногда для некоторых марок материала допускается образование на поверхности пятен, тонких наплывов и шероховатостей. Это относится:
- к оцинковке, полученной способом холодного штампования;
- профилируемым листам, изготовленным на гибочных приспособлениях;
- материалу, относящемуся к группе общего назначения.
Для других категорий стали с оцинкованным покрытием дефектов при визуальном осмотре быть не должно, особенно неприемлем брак в виде зазубрин. Если материал предназначается под окраску, то на нем не должно быть никаких проявлений брака. Любая трещина влияет на качество конечного изделия.