Гост 10705-80 трубы стальные электросварные. технические условия (с изменениями n 1-8)
Содержание:
- Государственный стандарт для труб диаметром от 10мм до 530 мм. Регламент 10705-80
- МЕТОДЫ ИСПЫТАНИЙ
- Требования к внешнему виду электросварной трубы.
- Марки стали и их применение в электросварной продукции
- ПРАВИЛА ПРИЕМКИ
- Основные параметры труб прямошовных электросварных по ГОСТ 10704-91
- ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
Государственный стандарт для труб диаметром от 10мм до 530 мм. Регламент 10705-80
Регламент 10705-80 дает полную информацию о сортаменте, мехсвойствах металла, хим составе металла. В такой продукции преобладают углеродистые качественные стали и сплавы с низкой легированностью.
По своим техническим характеристикам электросварные прямошовные трубы делятся на 4 категории:
- Группа А- нормы по механическим признакам. Используется 308 государственный регламент, стали КП (кипящая сталь) СП(спокойная сталь) и ПС(полуспокойная сталь) сталь1-сталь2-сталь3-сталь4
- Группа Б- нормирование свойств по химическим признакам, применяется регламент 9045, сталь 08Ю,также 380-94 государственный стандарт стали 1, ст 2, ст 3, ст 4, регламент 19381- стали с низкой легируемостью, с содержанием углерода менее 0,46 процента, регламент 1050 – используются стали 20,15,10,08 все спокойные стали, кипящие и полуспокойные. Также трубную продукцию по группе Б выпускают со сталью 22ГЮ, у этой стали следующий химсостав: Углерод — процентное отношение от 0,15 до 0,22, марганец — не менее 1,2 и не более 1,4%,кремний – процентное отношение от 0,15 до 0,3, хром не более 0,4 процента, алюминий и титан 0,3%. Сера до 0,01, фосфор и кальций до 0,02,азот до 0,012процента в сплаве.
- Группа В — выпущенные изделия по такой группе регламентируются уже как по мехсвойствам металла так и по химсоставу. Стали применяются такие же, как и в группе Б, еще используют сталь 08Ю по регламенту 9045 и низколегированную сталь 22ГЮ с тем же химическим составом
- Группа Г – такая группа обязательно регламентируются гидроиспытаниям
Сварные трубы категории — А, Б, В всегда подвергаются полному контролю неразрушающими методами.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний, а для испытания на ударную вязкость — по три образца для каждой температуры испытаний.
4.2. Химический состав стали, определяют по ГОСТ 22536.0-87; ГОСТ 22536.1-88; ГОСТ 22536.2-87; ГОСТ 22536.3-88; ГОСТ 22536.4-88; ГОСТ 22536.5-87; ГОСТ 22536.6-88 ГОСТ 12344-88; ГОСТ 12345-88; ГОСТ 12346-78; ГОСТ 12347-77, ГОСТ 12348-78; ГОСТ 12349-83; ГОСТ 12350-78; ГОСТ 12351-81; ГОСТ 12352-81; ГОСТ 12353-78;ГОСТ 12354-81. Пробы для определения химического состава отбирают по ГОСТ 7565-81.
4.3. Осмотр поверхности труб проводят визуально. Глубину дефектов проверяют надпиловкой или другим способом.
Допускается контроль поверхности и размеров труб проводить неразрушающими методами по технической документации.
(Измененная редакция, Изм. № 1).
4.4. Трубы измеряют:
длину -рулеткой но ГОСТ 7502-89.
наружный диаметр и овальность -регулируемой измерительной скобой по ГОСТ 2216-84 или штангенциркулем по ГОСТ 166-89 или микрометром по ГОСТ 6507-89;;
или штангенциркулем по ГОСТ 166-89, или микрометром по ГОСТ 6507-89;
внутренний диаметр — пробкой по ГОСТ 14810-69, или калибром по ГОСТ 2015-84, или путем вычитания от наружного диаметра двух толщин стенок;
кривизну — поверочной линейкой по ГОСТ 8026-92 и щупом;
толщину стенки, разностенность и высоту внутреннего грата — микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89;
смещение кромок — шаблоном по технической документации или микрометром по ГОСТ 6507-90 или штангенглубинометром по ГОСТ 162-90;
косина реза обеспечивается конструкцией оборудования для обработки торцов труб, угол скоса фаски — угломером по ГОСТ 5378-88. При разногласиях в оценке качества косину реза проверяют угольщиком и щупом;
торцевое кольцо на концах труб -линейкой по ГОСТ 427-75;
глубину поверхностных дефектов -штангенглубинометром по ГОСТ 162-90. Измерение наружного диаметра трубы проводят на расстоянии не менее 15 мм от торца трубы для труб с отношением наружного диаметра к толщине стенки DHSH, равным 35 и менее; на расстоянии не менее 2/3 DH-для труб с отношением DHSHсвыше 35 до 75; на расстоянии не менее DH—для труб с отношением DHSH свыше 75.
(Измененная редакция, Изм. № 1, 3).
4.5. Испытание на ударный изгиб проводят на продольных образцах типа 3 по ГОСТ 9454-78 вырезанных из участка трубы, расположенного под углом около 90° к сварному шву.
Ударную вязкость определяют как среднеарифметическое значение по результатам испытания трех образцов. На одном из образцов допускается снижение ударной вязкости на 9,8·104 Дж/м2 (1 кгс·м/см2).
Температуру испытания на ударный изгиб труб из стали марок 08, 10, 15 и 20 выбирает потребитель.
(Измененная редакция, Изм. № 1).
4.6. Склонность основного металла труб к механическому старению определяют по ГОСТ 7268-82. Допускается правка образцов статической нагрузкой.
4.7. Испытание на растяжение проводят по ГОСТ 10006-80 на продольном (в виде полосы или отрезка трубы) пропорциональном коротком образце.
При испытании па образцах сегментного сечения последний вырезают из участка, расположенного под углом около 90° к сварному шву, и в расчетной части не выправляют.
Допускается взамен испытания на растяжение проводить контроль временного сопротивления, предела текучести и относительного удлинения труб неразрушающими методами.
При возникновении разногласий испытание труб проводят по ГОСТ 10006-80.
(Измененная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят по ГОСТ 8695-75
4.9. Испытание на раздачу проводят по ГОСТ 8694-75 на оправке с конусностью 30°. Допускается использование оправок с конусностью 1:10 и удаление грата на участке раздачи.
(Измененная редакция, Изм. № 3).
4.10. Испытание на загиб проводят по ГОСТ 3728-78.Трубы диаметром 114 мм испытывают на вырезанных продольных полосах шириной 12 мм.
4.11. Испытание на бортование проводят по ГОСТ 8693-80. На участке отбортовки допускается удаление грата.
4.12. Определение временного сопротивления сварного соединения труб диаметром 50-30 мм проводят на кольцевых образцах по технической документации.
На трубах диаметром 219 мм и более допускается проводить испытание по ГОСТ 6996-66 на образцах типа XII со снятым усилением сварного соединения, вырезанных перпендикулярно оси трубы, с применением статической нагрузки при правке образцов.
4.13. Гидравлическое испытание труб проводят по ГОСТ 3845-75 с выдержкой под давлением 5 с.
4.14. Контроль сварного шва проводят неразрушающими методами (ультразвуковым, токовихревым, магнитным или рентгеновским равнозначным им методом) по технической документации.
Требования к внешнему виду электросварной трубы.
На продукции, произведенной по регламенту 10704-91 не допустимы трещины, рванины, плёны и фрагменты закатов. При термообработке на поверхности допустимо появление пленок окисных, при этом присутствие окалин строго запрещено.
В тех случаях если следы подчистки, небольшие риски, мелкие забоины, рябь на поверхности, примятости не выводят за регламентированные допуски по геометрии трубной продукции и за размеры ее стенки, то они могут присутствовать в готовом изделии.
Сварочный шов и зона вокруг шва должны обязательно проходить зачистку. В случае непровара шва у трубы необходимо устранить такую недоработку.
Для кромок продукции допустимы смещения к толщинам стенок, но не свыше десяти %. Для электросварных изделий диаметров свыше 159 мм смещение возможно до двадцати процентов по отношению к величине стенки
По регламенту 10705 на прямошовной электросварной продукции диаметром свыше 57мм разрешено присутствие одного поперечного шва. По согласованию с покупателем допускается присутствие одного поперечного шва на продукции d < 57 мм. Если предварительно термообработанные изделия подверглись сварочным ремонтным работам, то следует вторично провести обработку аналогичной методикой. Наружный грат на поверхности изделия необходимо полностью удалять. При тщательной зачистке все заусеницы удаляются с поверхности трубы. Трубы обрезаются под прямым углом.

Марки стали и их применение в электросварной продукции
При производстве изделий по ГОСТ 10704 используют следующие марки стали:
Сталь 10-конструкционый углеродистый качественный сплав, хорошие характеристики на высокую температуру — до плюс 350 Цельсия, свариваемость без ограничений
Сталь 20- конструкционный углеродистый качественный сплав, температуры — до плюс 350 по Цельсию, сварка без ограничений, несклонна к отпускной хрупкости
Сталь 17Г1С- низколегируемая для сварных конструкций, качественная кремнемарганцовистая, диапазон температур от минус 45 до плюс 475 градусов, хорошо сваривается
Сталь 09Г2С — легированная для сварных конструкций, рабочий диапазон температур от минус 70 до плюс 425 градусов под давлением. Сварка без ограничений
Сталь 13хфа — конструкционная легированная, отличается хорошей коррозийной защитой, стойкость к водородным трещинам и сульфидному растрескиванию, хладостойкая, Сварка без ограничений
Сталь 09ГСФ- повышенной коррозийной стойкости, хладостойкая,рабочий диапазон от минус 60 до плюс 40 градусов. Стойкость к образованию водородных трещин и сульфидных растрескиваний. Сварка без ограничений.
Сталь 10Г2ФБЮ- сталь легированная для сварных конструкций. Используется в магистралях нефти и газа.Сварка без ограничений.
Все стали легкосвариваемые, есть большой выбор низколегированных и коррозийностойких видов. Стали способны работать в агрессивных средах при транспортировке нефти и газа, химической продукции.
Выпуском электросварных труб по ГОСТ занимается большое количество предприятий в России, начиная от небольших частных фирм заканчивая крупными промышленными комплексами
При выборе изготовителя стоит обратить внимание на организации с долгой и успешной историей работы на рынке, на техническую оснащенность и своевременную модернизацию оборудования
Очень важно что бы на предприятиях выпускающих металлические изделия строго следили за техникой безопасности при сварочных работах. Ну и конечно же приоритетны организации которые предлагают большой сортамент продукции и хорошие объемы производства
Ну и конечно же приоритетны организации которые предлагают большой сортамент продукции и хорошие объемы производства
Приобретая партию прямошовной электросварной продукции по ГОСТ 10704-91 необходимо попросить предоставить сертификат соответствия или технический паспорт на регламентацию, в нем должны быть указаны все необходимые данные:
- Название;
- Марка стали;
- Хим состав металла;
- Где можно использовать продукцию;
- Параметры изделия;
- Метод производства;
- Страна производитель;
- Основной стандарт или применяемый регламент;
- Поставщик листового штрипса.
ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки стали, одного вида термообработки и одной группы изготовления, сопровождаемых одним документом о качестве, по ГОСТ 10692-80
с дополнением химический состав стали в соответствии с документом о качестве предприятия — изготовителя заготовки.
Количество труб в партии должно быть не более, шт.:
1000 — при диаметре до 30 мм;
600 — при диаметре св. 30 до 76 мм;
400 — при диаметре св. 76 до 152 мм;
200 — при диаметре св. 152 мм.
(Измененная редакция, Изм. № 1).
3.2. При разногласиях в оценке качества химического состава для проверки отбирают не менее одной трубы от партии.
3.3. Контролю размеров и качества поверхности трубы подвергают каждую трубу. Допускается контроль размеров и поверхности проводить выборочно на каждой партии с одноступенчатым нормальным уровнем контроля в соответствии с требованиями ГОСТ 18242-72. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3).
3.3а. Сварные швы труб групп А, Б и В должны быть подвергнуты 100%-му контролю неразрушающими методами.
При проведении неразрушающего контроля по периметру всей трубы гидравлическое испытание труб вида I разрешается не проводить.
Допускается взамен неразрушающего контроля сварных швов труб вида I производить испытание каждой трубы повышенным гидравлическим давлением, рассчитанным в соответствии с требованиями ГОСТ 3845-75 при допускаемом напряжении, равном 85% от предела текучести для труб диаметром 273 мм и более и 75% от предела текучести для труб диаметром менее 273 мм, но не превышающим 12 МПа (120 кгс/см2).
Трубы группы Д должны быть подвергнуты испытанию гидравлическим давлением или контролю сварного шва неразрушающими методами.
(Введен дополнительно, Изм № 3). (Измененная редакция, Изм. № 5). (Поправка,).
3.4. Для проверки высоты внутреннего грата отбирают 2 % труб от партии.
3.5. Для испытаний на сплющивание, раздачу, бортование, загиб, ударную вязкость, склонность основного металла труб к механическому старению, растяжение основного металла и сварного шва отбирают две трубы от партии.
Предел текучести основного металла труб определяют по требованию потребителя.
По требованию потребителя определение ударной вязкости не проводят.
Трубы, подвергнутые испытанию на сплющивание, испытанию на раздачу не подвергают.
(Измененная редакция, Изм. № 1).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.7. Места заварки швов труб групп А, Б, В должны быть проконтролированы неразрушающими методами, а отремонтированные трубы испытаны гидравлическим давлением в соответствии с требованиями п. 3.3а настоящего стандарта.
Места заварки швов труб группы Д должны пройти контроль неразрушающими методами либо трубы после ремонта должны быть испытаны гидравлическим давлением.
(Введен дополнительно, Изм № 1, Измененная редакция, Изм. № 5).
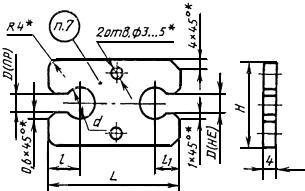
Основные параметры труб прямошовных электросварных по ГОСТ 10704-91
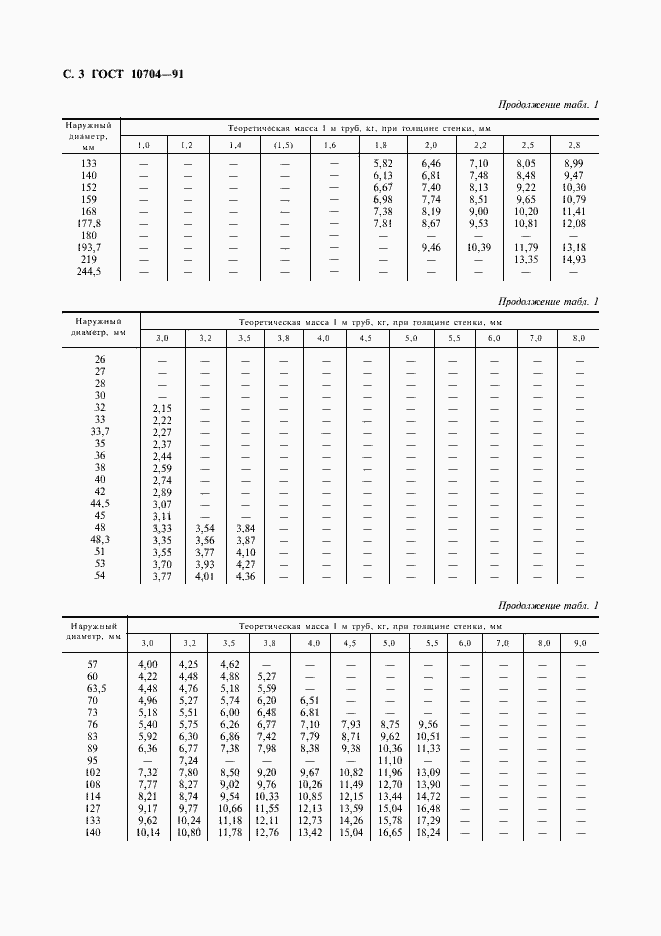
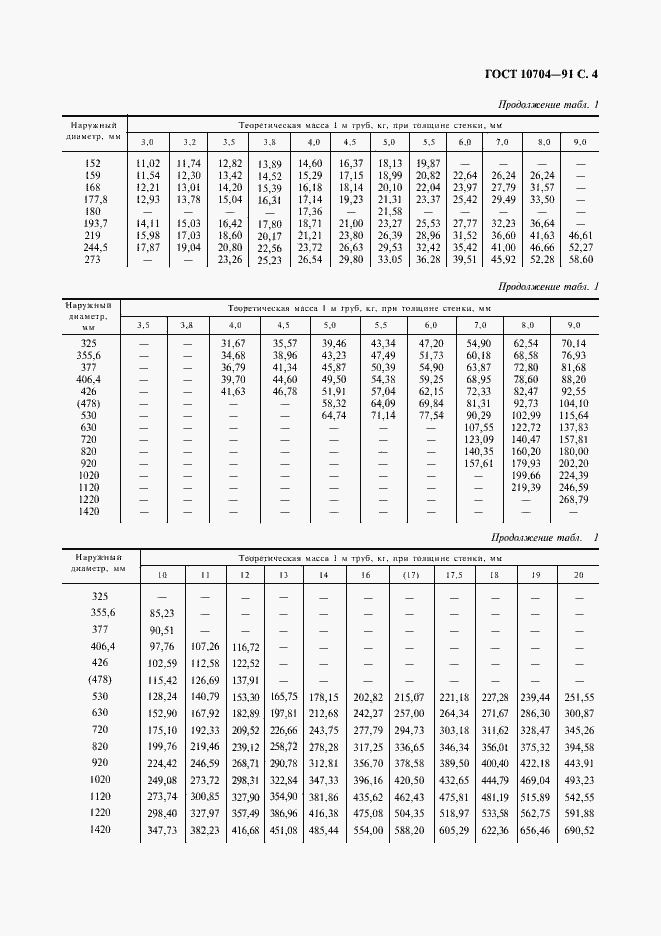
По регламенту 10704 устанавливаются размеры на сварные изделия, употребляемые сплавы по регламенту 10705,предельные отклонения от установленных стандартов продукции и выпускаемый сортамент труб.
Диапазон сварных изделий начинается диаметром 10мм и заканчивается 1420мм. Подробнее можно посмотреть в таблице 1 в конце статьи. Толщины стенок производимой продукции представлены в пределах от 1 до 32 мм.
По своей длине продукция по ГОСТ производятся в двух вариантах;
- мерная длина – если внешний диаметр меньше 70 мм, то длина будет от 5 до 9 метров, при внешнем диаметре продукции от 70 мм до 219 мм длина составит от 6 до 9 метров. При внешнем d 219 мм — 630 мм мерность будет 10-12 метров. Продукция, d которой > 630 мм выпускаются немерной длины.
- немерная длина: < 30 мм d длина не менее 2 метров, от 30 мм и до 70 мм – не < 3 метров, > 70 мм — длина трубы более 5 метров.

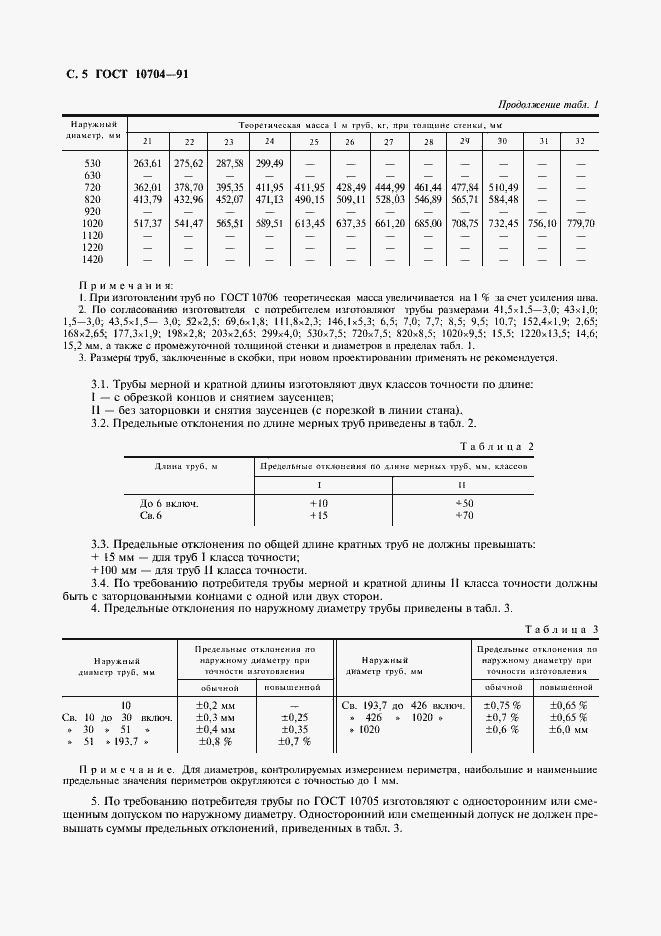
Так как шовная сварная конструкция изготавливается из листового штрипса, то отклонения по толщине стенки обычно минимальны, в среднем допустимы вариации в 10% от начального размера стенки в обе стороны.
Кривизна не может быть > 1,5 мм на погонный метр. Для трубной продукции, которую изначально планируют применять в ответственных строительствах как основной элемент конструкции, допускается кривизна не >1 мм на 1 метр продукции.
Овальность в зависимости от классов точности выпускаемой продукции не должна превышать 1процент наружного диаметра электросварной трубы.
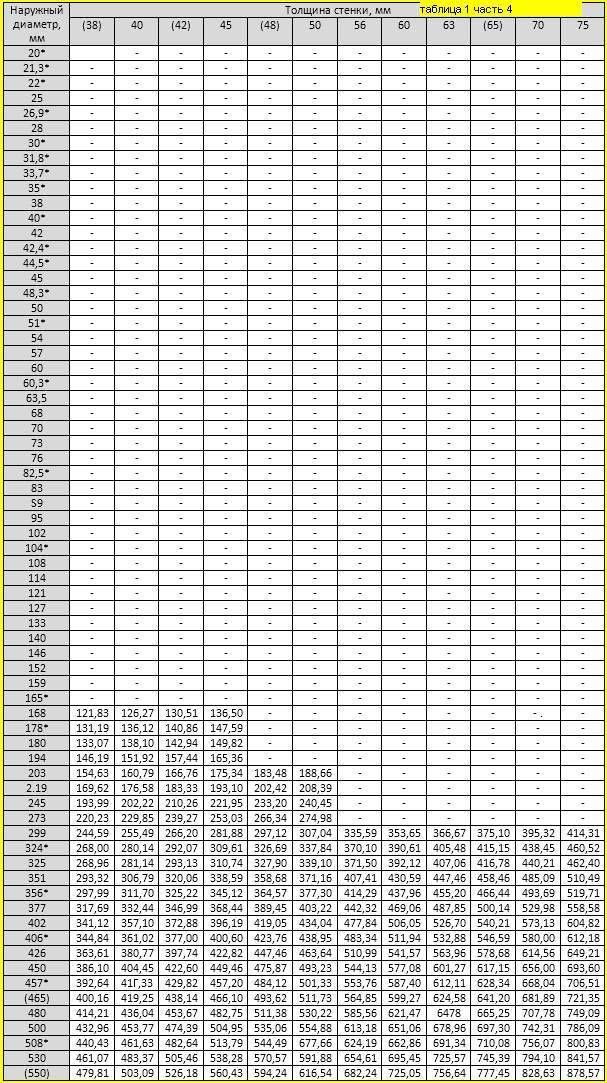
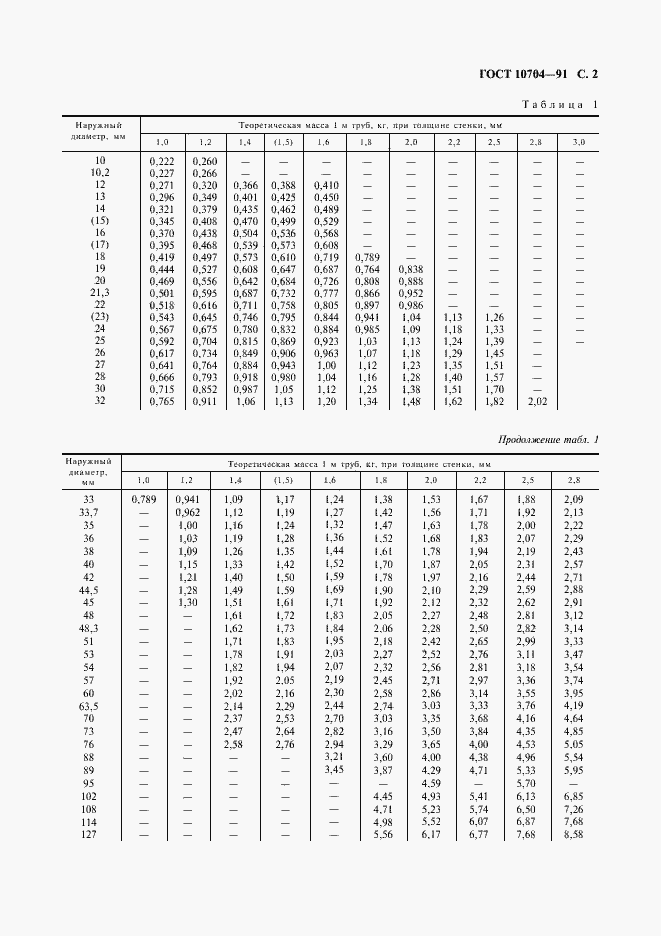
Масса одного метра трубной продукции в теоретической таблице представленного сортамента начинается с 0,22 кг (сортамент 10х1) и заканчивается 1095 кг (сортамент 1420х32). Точный вес каждого типоразмера можно посмотреть в таблице 1 или рассчитать самостоятельно. Для этого нам необходимо знать диаметр продукции и толщину стенки. Применим следующую формулу:
Вес одного метра равен 3,14*(Д-С)*С*Р*П
Д — это диаметр, С-толщина стенки, Р — длина в метрах, П – плотность материала (постоянная величина кг/м3 она равна 7850)
Посчитаем для примера трубу 219*8 — 3,14*(0,219-0,008)*0,008*1*7850=41,6 кг. По таблице 1 вес одного метра такого сортамента заявлен как 41,63.
Важно знать, что у прямошовной продукции, выпущенной по ГОСТ 10706 масса одного метра больше на 1 процент, это происходить за счет заводского усиления сварного шва
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
- 23. Гидравлика и пневматика
- 23.40. Трубопроводы и их компоненты
- 23.40.10 Чугунные и стальные трубы *стальные трубы и трубки специального назначения см. 77.140.75
- Статус документа:
- действует, введён в действие 01.01.1993
- Название на английском языке:
- Electrically welded steel line-weld tubes. Range
- Дата актуализации информации по стандарту:
- 11.09.2019, в 16:13 (менее года назад)
- Вид стандарта:
- Стандарты на продукцию (услуги)
- Дата начала действия ГОСТа:
- 1993-01-01
- Дата последнего издания документа:
- 2007-02-01
Коды документа ГОСТ 10704-91:
- Код ОКП:
- 137300;138100;138300
- Код КГС:
- В62
- Число страниц:
- 14
- Назначение ГОСТ 10704-91:
- Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб
- ГРНТИ индекс(ы):
- 534731
- Документ разработан орг-ей:
- Министерство металлургии СССР
- Ключевые слова документа:
- сортамент, стальные электросварные прямошовные трубы
Нормативные ссылки из текста ГОСТ 10704-91:
- Ссылки на ГОСТы:
- ГОСТ 10705-80 ГОСТ 10706-76 ГОСТ 19903-74