Металлорежущий инструмент
Содержание:
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Выбор проекции
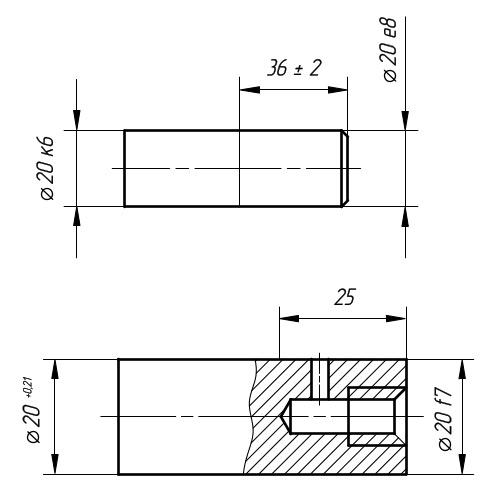
Поверхности деталей, которые в ходе их изготовления должны подвергаться термической обработке, на чертежах отмечаются утолщенной штрихпунктирной линией. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.

Термическая обработка поверхности
Поверхности изделий, которые в ходе производственного цикла должны быть термически обработанными, можно отметать и на прочих проекциях. Надписи, содержащие показатели свойств материала, которые относятся к одним и тем же поверхностям, должны наноситься только один раз.

Обозначение термообработки на чертежах
Нередко при составлении чертежей бывает так, что те надписи, которые служат для указания размеров и свойств материалов подвергаемых обработке поверхностей, могут существенно затруднить чтение технической документации. Чтобы этого избежать, действующими стандартами допускается их указание на упрощенном изображении, приводимом дополнительно.
Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
Запись в технических требованиях
В тех случаях, когда согласно технологии изготовления детали вся ее поверхность подвергается одному виду обработки, это указывается на чертеже в технических требованиях, к примеру: «», «» «».
В тех случаях, когда согласно технологии изготовления детали одному виду обработки подвергается большая ее часть, а остальные части подлежат предохранению от такого воздействия, то технические требования должны содержать запись следующего типа: «», «» и т.д.

Изменение свойств металлов

Термообработка на чертежах
В тех случаях, когда должны быть обработаны участки или поверхности изделий, которые определяются техническим понятием или термином (к примеру, поверхности, обозначаемые буквенными символами, поверхности зубчатого колеса или зубьев, хвостовики режущих инструментов или же их рабочие части), то действующие стандарты допускают их не обозначать с помощью утолщенной штрихпунктирной линии, в случае если это не приведёт к неправильному пониманию чертежа. В технических же требованиях делается надпись следующего типа: «», «» и т.п.
ГОСТ 21474-75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И. о. директора Герасимов Н. Н.
Руководитель темы и исполнитель Пивень В. П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571
УДК 621 At—408.8(083.74] Группа ПО
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ Форма и основные размеры
Straight and diamond knurl. Form and basic dimensions
ГОСТ
21474—75
Взамен
ОСТ 26B16 н ОСТ 26017
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571 срок действия установлен
с 01.01. 77 до 01.01. 87
Несоблюдение стандарта преследуется по закону
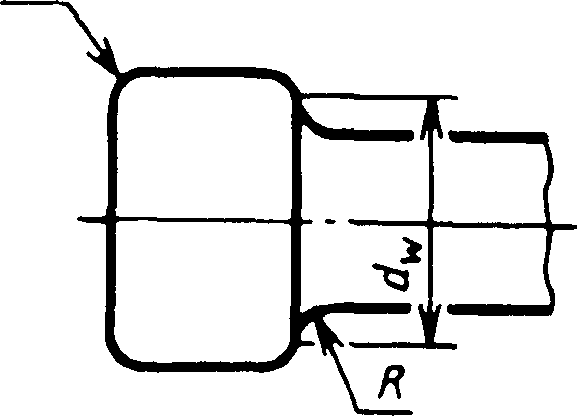
1. Форма и основные размеры рифлений должны соответство вать указанным на чертеже.
Прямое
Сетчатое
Профиль рифления в направлении А
2. Фаска — по ГОСТ 10948—64.
3. Шага рифлений Р, мм, следует выбирать из рядов: прямых—0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых— 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения прямого рифления с шагом Р= 1,0 мм.
Рифление прямое 1,0 ГОСТ 21474—75
Издание официальное ★
Перепечатка воспрещена Издательство стандартов, 1976
То же, для сетчатого рифления с шагом Р= 1,0 мм:
Рифление сетчатое 1,0 ГОСТ 21474—75
4. Высота Л, угол а и зависимость шага рифлений от диаметра D и ширины В накатываемой поверхности приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ Рекоменд уемое
ВЫСОТА hf УГОЛ а И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ Р ОТ ДИАМЕТРА D И ШИРИНЫ В НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
1. Высота рифления h: для стали 0,25—0,7 Р;
для цветных металлов и сплавов 0,25-г 0,5 Р.
2. а =»70° для рифлений по стали, я =90° для цветных металлов и сплавов.
3. Зависимость шага Р от диаметра и ширины накатываемой жоверхностм указана в табл. 1 и 2.
Таблица 1
Рифления прямые для всех материалов
мм
|
Диаметр накатываемой поверхности D |
||||||
|
Ширина накатываемой поверхности В |
до 8 |
св. 8 ДО 16 |
св. 16 до 32 |
с в. 32 до 63 |
св. 63 ДО 125 |
св. 125 |
|
Шаг рифлений Р |
||||||
|
До 4 |
0,5 |
0,6 |
0,6 |
|||
|
Св. 4 до 8 |
0,8 |
1.0 |
||||
|
. 8 , 16 |
0,5 |
0,6 |
0,8 |
|||
|
. 16 . 32 |
0,8 |
1.0 |
1.0 |
1,2 |
||
|
. 32 |
1.2 |
1,6 |
Рифления сетчатые
Таблица 2
мм
|
Диаметр накатываемой поверхности D |
|||||||
|
Материал заготовки |
Ширина накатываемой поверхности В |
до 8 |
св. 8 ДО 16 |
св. 16 до Э2 |
св. 32 до 63 |
св. 63 до 125 |
св 125 |
|
Шаг рифлений Р |
|||||||
|
Цветные металлы |
До 8 |
0,6 |
0,6 |
0,8 |
|||
|
и сплавы |
Св. 8 до 16 |
0,8 |
—, |
||||
|
. 16 . 32 |
0,6 |
0,8 |
1,0 |
1,0 |
— |
||
|
. 32 |
0,5 |
1.2 |
1.6 |
||||
|
До 8 |
0,8 |
0,8 |
__ |
||||
|
Сталь |
Св. 8 до 16 |
1,0 |
1,0 |
— |
|||
|
. 16 . 32 |
0,8 |
1,0 |
1,2 |
1,2 |
— |
||
|
32 |
1,6 |
2,0 |
Редактор В. П. Огурцов Технический редактор N. М. Ильичева Корректор N. Ф. Фомина
Сдано в набор 08,12, 75 Подп. в печ. 05. 03. 76 0,375 п л Тар 16000 Цена 2 коп.
Ордена «Знак Почета» Издательство стандартов. Москва, Д-557, Новопресненский пер, 3 Калужская типография стандартов, ул. Московская, 256. Зак. 2810