Гост 21779-82 система обеспечения точности геометрических параметров в строительстве. технологические допуски
Содержание:
ВЫБОР ПОЗИЦИОННЫХ ДОПУСКОВ ОСЕЙ ОТВЕРСТИЙ
2.1. Числовые значения
позиционных допусков осей отверстий в диаметральном выражении Т приведены в
табл. для соединений типа А и в табл. — для соединений типа В.
Для получения позиционных
допусков в радиусном выражении Т / 2 числовые значения в табл. и
должны быть уменьшены вдвое с последующим округлением результата до ближайшего
числа из табл. настоящего стандарта.
Позиционные допуски предпочтительней назначать в диаметральном выражении.
Позиционные
допуски Т осей отверстий для соединений типа А
мм
|
Зазор Smin для прохода крепежной детали |
При коэффициенте |
||
|
K = 1 |
K = 0,8 |
K = 0,6 |
|
|
0,1 |
0,1 |
0,08 |
0,06 |
|
0,2 |
0,2 |
0,16 |
0,12 |
|
0,3 |
0,3 |
0,25 |
0,16 |
|
0,4 |
0,4 |
0,3 |
0,25 |
|
0,6 |
0,5 |
0.4 |
0,3 |
|
0,6 |
0,6 |
0,5 |
0,4 |
|
0,8 |
0,8 |
0,6 |
0,5 |
|
1 |
1 |
0,8 |
0,6 |
|
2 |
2 |
l,6 |
1,2 |
|
3 |
3 |
2,5 |
1,6 |
|
4 |
4 |
3 |
2,5 |
|
5 |
5 |
4 |
3 |
|
6 |
6 |
5 |
4 |
|
7 |
6 |
6 |
4 |
|
8 |
8 |
6 |
5 |
|
10 |
10 |
8 |
6 |
|
11 |
10 |
8 |
6 |
|
12 |
12 |
10 |
8 |
|
14 |
12 |
10 |
8 |
|
15 |
16 |
12 |
10 |
Позиционные
допуски осей отверстий для соединений типа В
мм
|
Зазор Smin для прохода крепежной детали |
При коэффициенте |
||
|
K = 1 |
K = 0,8 |
K = 0,6 |
|
|
ОД |
0,05 |
0,04 |
0,03 |
|
0,2 |
0,1 |
0,08 |
0,06 |
|
0,3 |
0,16 |
0,12 |
0,1 |
|
0,4 |
0,2 |
0,16 |
0,12 |
|
0,5 |
0,25 |
0,2 |
0,16 |
|
0,6 |
0,3 |
0,25 |
0,2 |
|
0,8 |
0,4 |
0,3 |
0,25 |
|
11 |
0,5 |
0,4 |
0,3 |
|
2 |
1 |
0,8 |
0,6 |
|
3 |
1,6 |
1,2 |
1 |
|
4 |
2 |
1,6 |
1,2 |
|
5 |
2,5 |
2 |
1,6 |
|
.6 |
3 |
2,5 |
2 |
|
7 |
3 |
3 |
2 |
|
8 |
4 |
3 |
2,5 |
|
10 |
5 |
4 |
3 |
|
10 |
5 |
4 |
3 |
|
12 |
6 |
5 |
4 |
|
14 |
6 |
5 |
4 |
|
15 |
8 |
6 |
5 |
2.2. Позиционные допуски осей отверстий, приведенные в табл. и , установлены одинаковыми
для обеих соединяемых деталей и определены по формулам
T
= K×Smin— для соединений типа А; (1)
Т = 0,5 K× Smin —
для соединений типа В. (2)
Smin = Dmin — dmax,
где Smin— наименьший зазор между сквозным гладким отверстием
и крепежной деталью;
Dmin — наименьший предельный диаметр сквозного отверстия,
dmax
— наибольший предельный диаметр стержня крепежной детали,
K — коэффициент использования зазора Smin зависящий от условий сборки
Рекомендуется принимать,
1) K = 1или K = 0,8- для
соединений, не требующих регулировки взаимного расположения деталей,
2) K = 0,8или K = 0,6 — для соединений, в которых необходима регулировка взаимного
расположения деталей В обоснованных случаях значения K принимают меньше 0,6
Значения, определенные по
формулам () и (), округляются до ближайшего числа из табл. настоящего стандарта.
2.3.Позиционные
допуски осей отверстий для обеих соединяемых деталей допускается назначать
неодинаковыми: T1 ≠ T2. При этом они должны
соответствовать следующим условиям.
T1 + T2
= 2K×Smin— для соединений типа А; (4)
T1 + T2 = K×Smin — для соединений типа В. (5)
2.4. Если в сборочную группу
с отверстиями для крепежных деталей входят центрирующие элементы (отверстия,
выступы и т.п. черт. ), то позиционный
допуск центрирующее поверхности Т определяется по формулам
T = 0,5 K×Smin, (6)
Smin = Dmin — dmax, (7)
где Smin — наименьший зазор между
центрирующими поверхностями соединяемых деталей;
Dmin — наименьший предельный
диаметр центрирующего отверстия,
dmax — наибольший предельный
диаметр центрирующего выступа,
K — коэффициент использования
зазора между центрирующими поверхностями для компенсации позиционного
отклонения их осей.
При K = 0 или Smin = 0 центрирующие
поверхности принимают в качестве баз, к которым относятся позиционные допуски
осей отверстий для крепежных деталей
На центрирующие и базовые
элементы рекомендуется распространять условие зависимого допуска, если не
требуется совмещение осей этих элементов в соединяемых деталях (см. черт ).
Черт. 2
Предельные отклонения размеров деталей в сборе
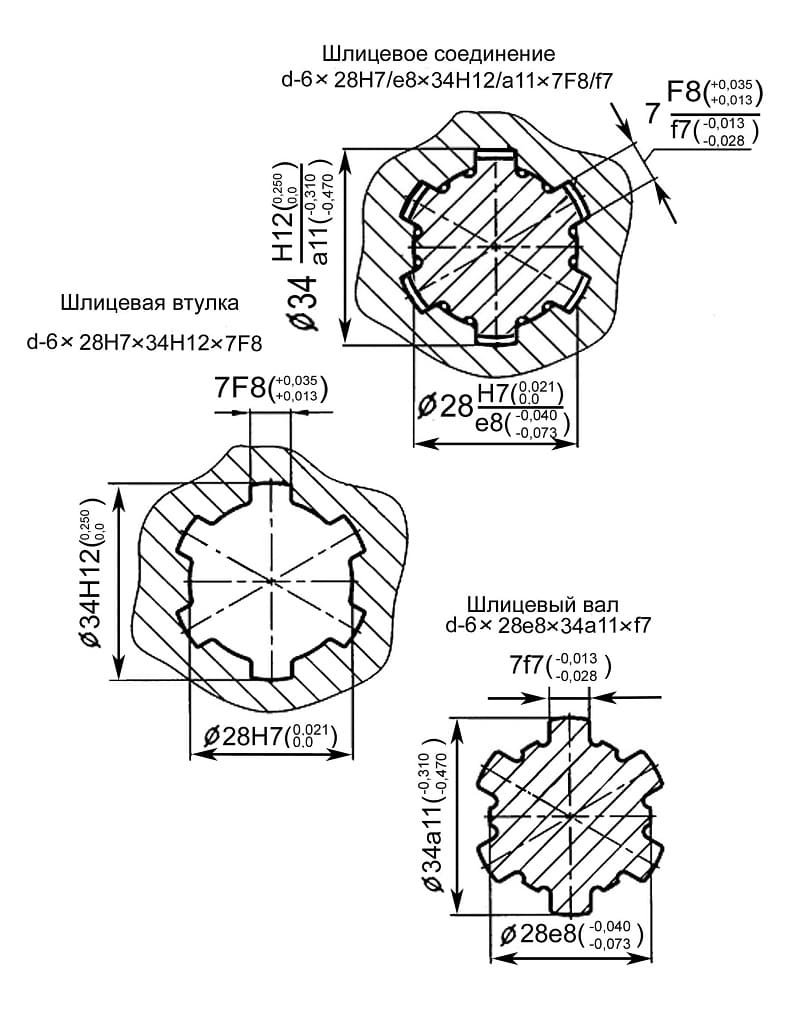
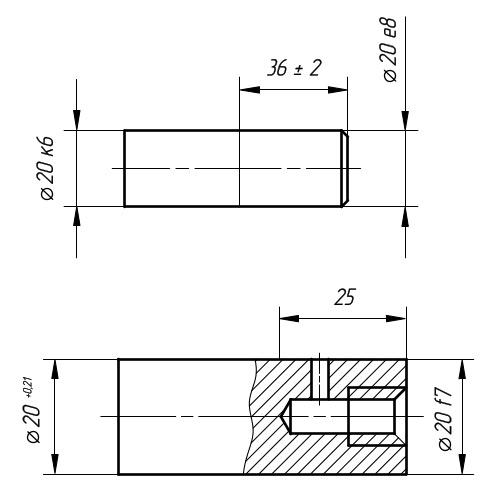
Те предельные отклонения размеров, которые имеют детали, обозначенные на сборочных чертежах, принято, согласно действующим правилам, указывать в виде дробных чисел. При этом в их знаменателях ставятся условные обозначения поля допуска вала, а в числителях — условные обозначения поля допуска отверстия. Для примера:
Такие обозначения чрезвычайно широко распространены в технике, поскольку без их использования оказывается очень непросто производить сборку различных устройств, машин и механизмов, имеющих достаточно сложную конструкцию и состоящих из немалого количества деталей.
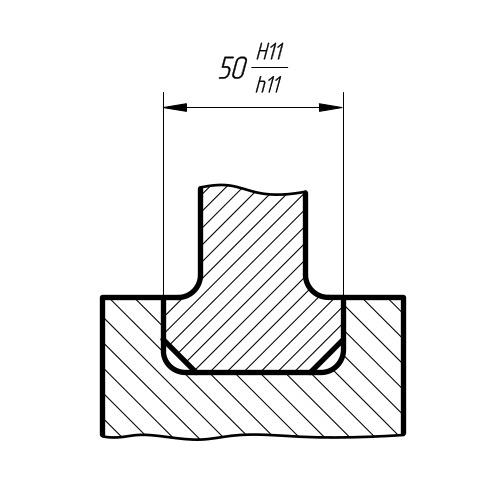
Предельные отклонения размеров деталей в виде дроби
Предельные отклонения размеров отверстия и вала
Предельные отклонения размеров деталей в сборе
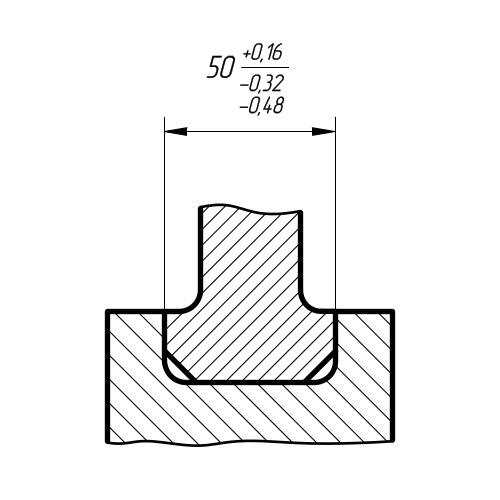
Во многих случаях те предельные отклонения размеров, которые имеют детали, изображенные на сборочных чертежах, указываются в виде записей. При этом они обозначаются только для одной из тех деталей, которые имеются в сопряжении. В таких случаях составители чертежей в обязательном порядке должны пояснить то, к какой именно детали из изображенных на сборочном чертеже относятся обозначенные отклонения.
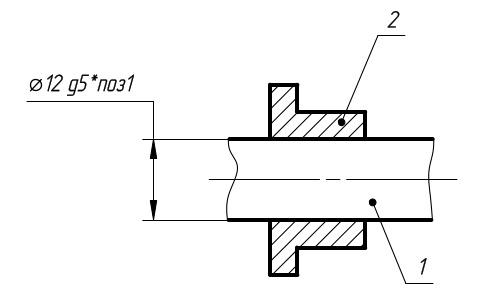
Предельные отклонения размеров деталей в сборе с пояснениями
Разные предельные отклонения на участках поверхности
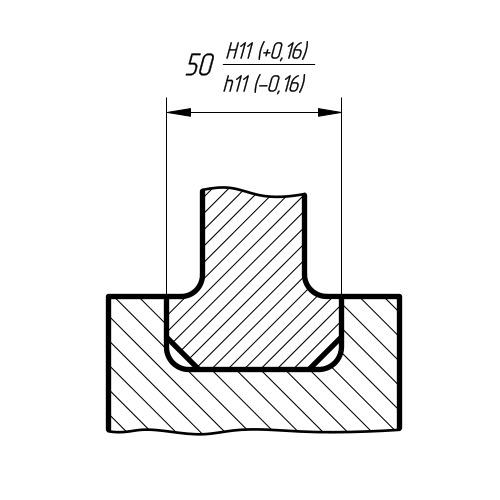
В тех случаях, когда разработчиками деталей для тех их участков поверхностей, которые имеют различные предельные отклонения номинальных значений, необходимо эти параметры обозначить, то при помощи сплошных тонких линий между ними разделяют границы. Что касается самих значений предельных отклонений, то они для каждого из участков указываются отдельно. Необходимо отметить, что в тех случаях, когда по правилам черчения на изображении имеется заштрихованная часть, то через нее граница не прочерчивается.
Пример обозначения участков поверхности с одинаковым номинальным размером
и разными предельными отклонениями