Гост 6636-69 основные нормы взаимозаменяемости. нормальные линейные размеры
Содержание:
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стан* дартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные. правила, рекомендации по межгосударственной стандартизации. Правила разработки, при* нятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией «Центр нормирования, стандар* тизации и классификации композитов» при участии Объединения юридических лиц «Союз производителей композитов» и Акционерного общества «Институт пластмасс имени Г.С. Петрова» на основе собственного перевода на русский язык англоязычной версии стандарта, указанною в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. № 52)
За принятие проголосовали:
|
Краткое наименование страны |
Код страны |
Сокращенное наименование национального органа |
|
по МК (ИСО 3106) 004—97 |
по МК (ИСО 3100) 004—97 |
по стандартизации |
|
Беларусь |
BY |
Госстандарт Респубтки Беларусь |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджиксгандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2017 г. № 1949-ст межгосударственный стандарт ГОСТ 25015—2017 (ISO 1923:1981) введен в действие е качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 1923:1981 «Пластмассы ячеистые и пенорезина. Определение линейных размеров» («Cellular plastics and rubbers — Determination of linear dimensions». MOD).
Дополнительные фразы, слова, показатели и их значения, включенные в текст настоящею стандарта. выделены курсивом.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов. заменены е разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие межгосударственные стандарты, а также соответствующим текстом.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
6 ВЗАМЕН ГОСТ 25015—81
II
ГОСТ 25015—2017
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
Стандартинформ. 2018
8 Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства ло техническому регулированию и метрологии
ГОСТ 25015—2017
ПРИЛОЖЕНИЕ Справочное:
Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032
| Размеры, мм | Обозначение рядов нормальных размеров | |||
| Ra5 | Ra10 | Ra20 | Ra40 | |
| Соответствующие ряды (R) предпочтительных чисел и ряды (R’) и (R») округленных предпочтительных чисел | ||||
| 0,01 . . . 1000 | R5 | R’10* | R’20** | R’40 |
| 1000 . . . 100000 | R5 | R10 | R20 | R40 |
- * Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R»10.
- ** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R»20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032 (в диапазоне размеров до 500 мм с отдельными округлениями).
ПРИЛОЖЕНИЕ.(Измененная редакция, Изм. № 2).
-
ИНФОРМАЦИОННЫЕ ДАННЫЕ
Обозначение НТД, на который дана ссылка Номер пункта, приложения ГОСТ 8032 3, приложение - 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
- 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 г. № 2766
- 3. ВЗАМЕН ГОСТ 6636-60
- 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
- 5. ИЗДАНИЕ (июль 2004 г.) с Изменениями № 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
4 Средства измерения
4.1 Измерительный прибор с круговой шкалой, имеющий измерительную плоскость площадью около 10 см2.
Давление измерительных плоскостей прибора на образец — (100 ± 10) Па. точность считывания— 0,05 мм.
Прим вча н и е — Пример одной из конструкций прибора приведен в приложении А.
Издание официальное
1
ГОСТ 25015—2017
4.2 Микрометр с измерительной плоскостью диаметром не менее 5 мм. позволяющий считывать показания с точностью до ± 0,05 мм. в любом случае диаметр — не менее пятикратного значения среднего диаметра ячеек.
Микрометр используют только для жестких ячеистых материалов, так как сложно определить на» чало сжатия эластичного ячеистого материала.
Для измерения линейных размеров жестких ячеистых пластмасс рекомендуется приме-пять микрометр типа М3 по ГОСТ 6507 при этом площадь измерительных плоскостей микро• метра допускается увеличивать дополнительными металлическими пластинками площадью 10 см2.
4.3 Штангенциркуль гю ГОСТ 166 с нониусом, позволяющий считывать показания с точностью до ±0.1 мм.
4.4 Линейка металлическая измерительная по ГОСТ 427 или рулетка металлическая измери» цельная ло ГОСТ 7502. позволяющая считывать показания с точностью до ± 0.5 мм для измерения линейных размеров всех видов ячеистых пластмасс и пенорезин.
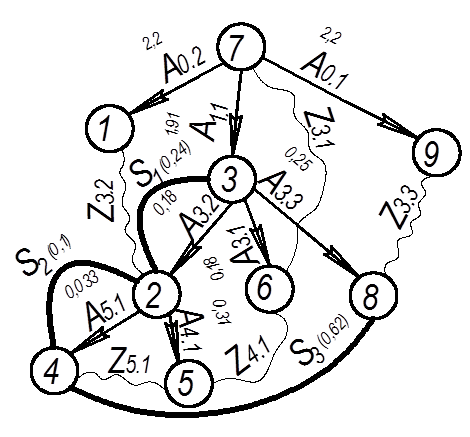
Рисунок 1.10 Граф размерных цепей
Составляем уравнения
размерных цепей, для определения неизвестных технологических размеров.
|
+А5.1 – S2 = 0 |
|
S1 – |
|
+A3.3 – |
|
+A4.1 – |
|
A3.1 – |
|
— A1.1 + |
|
-A0.2 + |
|
A0.1 – |
Таблица 1.1 Расчет допусков
на технологические размеры
|
Индекс размера |
Способ обработки |
Точность размера |
Шероховатость |
Дефектный слой |
Величина размера, мм |
Величина допуска, мм |
Доминирующая погрешность |
Расчетный допуск |
|
А0.1 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
— |
2,2 |
|
|
А0.2 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
— |
2,2 |
|
|
А1.1 |
Цековка |
11 |
32 |
50 |
До 18 |
0,11 |
1,91 |
|
|
А3.1 |
Черновое подрезание |
12 |
50 |
100 |
До 13 |
0,18 |
— |
0,18 |
|
А3.2 |
Черновое подрезание |
12 |
50 |
100 |
До 15 |
0,18 |
— |
0,18 |
|
А3.3 |
Черновое подрезание |
12 |
50 |
100 |
До 45 |
0,25 |
— |
0,25 |
|
А4.1 |
Чистовое подрезание |
11 |
32 |
20 |
До 25.5 |
0,13 |
0,31 |
|
|
А5.1 |
Шлифование |
8 |
5 |
10 |
До 25 |
0,033 |
0,213 |
Таблица 1.2 Расчет технологических размеров
|
Известные |
Неизвестные |
|||||||||||
|
Размер |
Величина |
Ожидаемая |
Средний |
Допускаемая |
Средний |
Размер |
допуск |
Уравнение |
Средний |
Номинальный |
Номинальный |
Средний |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
S1 |
15-0.24 |
0.18 |
А5.1 |
— 0,213 |
+А5.1 – S2 = 0 |
|||||||
|
S2 |
25-0.1 |
0.213 |
А4.1 |
— 0,31 |
+A4.1 – Z5.1— A5.1 = 0 |
|||||||
|
S3 |
35+0.62 |
0.643 |
А3.3 |
— 0,25 |
+A3.3 – S3– А5.1+А3.2 = 0 |
|||||||
|
Z3.1 |
0,15 |
2,09 |
А3.2 |
-0,18 |
S1– A3.2 = 0 |
|||||||
|
Z3.2 |
0,15 |
4,29 |
А3.1 |
-0,18 |
A3.1 – Z 4.1— A4.1+А3.2 = 0 |
|||||||
|
Z3.3 |
0,15 |
4,36 |
А1.1 |
-1,91 |
— A1.1 + A3.1 + Z3.1= |
|||||||
|
Z4.1 |
0,052 |
0,67 |
А0.2 |
-A0.2 + Z3.2+А3.2 + A1.1=0 |
||||||||
|
Z5.1 |
0,015 |
0,523 |
А0.1 |
A0.1 – Z3.3– A3.3 + A1.1= 0 |
Так
как ожидаемая погрешность на конструкторские размеры S2 и S3 больше
допуска на этот размер, следовательно необходимо каким ни будь образом уменьшить
эту погрешность. Конструкторские размеры S2 и S3 входят в
следующие размерные цепи:
+А5.1 – S2 = 0
+A3.3 – S3– А5.1
+ А3.2 = 0
При анализе этих цепей делаем вывод: необходимо уменьшить ожидаемую
погрешность на размер А5.1, для этого следует устранить погрешность
базирования на размер А5.1, то есть совместить измерительную базу с
технологической. При этом изменится схема базирования на пятой механической
операции.
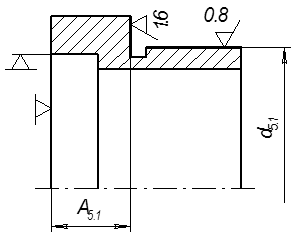
Рисунок
1.11 Операционный эскиз. Операция 5. Шлифовальная
(после корректировки)
Рисунок 1.12
2 Нормативные ссылки
В настоящем станаарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166—89 Штангенциркули. Технические условия
ГОСТ 427—75 Линейки измерительные металлические. Технические условия
ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6507—90 Микрометры. Технические условия
ГОСТ 7502—98 Рулетки измерительные металлические. Технические условия
ГОСТ 12423—2013 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
Прим вча нив — При пользовании нестоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.