Клеймо сварщика, полученное по итогам аттестации в национальном агентстве контроля сварки
Содержание:
- Процесс получения аттестации сварщиками
- MMA-сварка
- Порядок аттестации НАКС
- Типы соединений: стыковое, угловое, тавровое, нахлесточное, торцовое, параллельное, крестообразное, перекрестное.
- Как проходит аттестация
- Сварка MAG
- Подготовка кромок
- Как получить удостоверение НАКС
- Аттестация предприятий и организаций
- Особенности MIG-сварки
- Дополнительные сведения
- Заключение
Процесс получения аттестации сварщиками
Правилами аттестации сварщиков и специалистов сварочного производства не предусмотрен выезд комиссии на завод. Специалисты обязаны лично посетить центр НАКС. При этом с собой должна быть предварительно подготовленная документация, к которой относится допуск, справка о состоянии здоровья, диплом о получении специальности сварщика, выписка из трудовой. Дополнительно требуется прохождение техники безопасности и ее проверка.

Если у сварщика имеются все необходимые документы, он допускается к сдаче экзамена. Для аттестации требуется сдать теорию и практику. Если с первого раза сдать экзамен не удалось, сварщик допускается к экзамену через месяц. По правилам сначала сдается практическая, а только потом теоретическая часть экзамена. Если сварщик не сдает практическую часть экзамена, к сдаче теоретической части он не допускается. Это касается аттестации специалистов первого уровня.
Аттестация специалиста сварочного производства 2 уровня и выше происходит иначе. В данном случае уже не нужно сдавать практику. Требуется только сдача теоретического экзамена. Но при этом теоретическая часть усложняется. Необходимо знать правила использования различных сварочных технологий, типов сварки, требований к ним и особенностей применения разного сварочного оборудования. На экзамене задаются вопросы из узких направлений, которые позволяют оценить знание как общих вопросов, так и узконаправленных.
Для получения аттестации специалистов сварочного производства 2 уровень и выше следует тщательно изучить нормативную документацию, которая относится к различным технологиям сварных соединений.
Многие сварщики перед сдачей экзамена посещают курсы повышения квалификации. Это позволяет освежить информацию, а также изучить новые технологии сварки, что поможет получить аттестацию на более высокий уровень. При прохождении курсов в национальном агентстве контроля сварки происходит детальное изучение вопросов, которые будут непосредственно на экзамене, и ответов к ним, поэтому проблем с получением аттестации обычно не возникает.
Немаловажным этапом аттестации сварщиков является их тестирование на знание техники безопасности. К тому же специалисты должны применять все известные способы проверять соответствие сварных швов имеющимся стандартам, разбираться в видах оборудования, комплектующих и расходных материалов.
Только доскональное знание и понимание процесса сварки позволяет специалисту получить квалификацию выше 2 уровня. Для успешной сдачи экзамена без посещения курсов практически не обойтись. Можно изучать информацию и самостоятельно, но это займет больше времени, а эффективность будет ниже.
Обязательной аттестации подлежат и работники цеха, которые не работали сварщиками как минимум полгода. В таком случае сертификат становится недействительным и требуется получение нового.
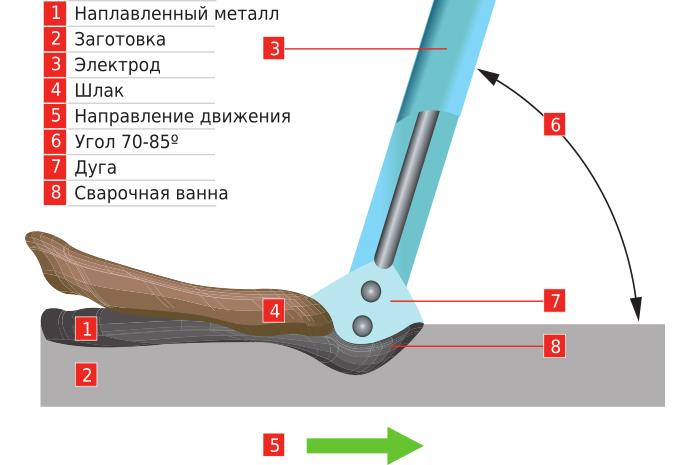
MMA-сварка
MMA представляет собой вид ручной дуговой сварки, выполнение которой происходит с использованием одного электрода. В процессе работы плавится металл соединяемых элементов, образуется шлаковый слой, который покроет шовное соединение.
Чтобы осмотреть соединение, сварщик удаляет излишек шлака. Электрод — это стержень с обмазкой, состав которой может быть различным. Ее свойства позволяют соединить с помощью ручной дуговой сварки сталь, чугун и т.д. Источником тока может быть инвертор или трансформатор.
Оборудование и комплектующие
Комплект, необходимый для работы, составляют из таких компонентов:
- Генератор электродуги — для него используется инвертор или трансформатор.
- Механизм, подающий проволоку.
- Кабель, оснащенный зажимом.
- Защитный газ в баллоне.
- Баллон оснащается устройством для регулирования потока газа.
Для работы необходимы электроды — проволока из металла, покрытая составами с разными характеристиками. Выбор их зависит от материала поверхности свариваемых элементов.

Достоинства и недостатки
Преимущества метода ММА в сварке — в том, что с его помощью можно соединить детали из любых видов металлических сплавов. Сварку можно выполнять в разных пространственных положениях, поэтому ее часто используют на сложных для доступа участках.
Недостатки метода — в невысокой скорости. Начинающим сварщикам выполнять его сложно. Навык исполнителя влияет на качество полученного шва. Если опыта мало, он будет плохим.
Как варить
Сварка MMA осуществляется так. Источник тока включают в розетку, подсоединяются кабели прямой и обратной полярности. Один из них фиксируют на детали с применением зажима, другой прикрепляют к электроду.
Образуется электроцепь, происходит формирование сварочной дуги, температура которой способна расплавлять металл. При отключении электротока металл остывает и кристаллизируется. В результате реакции происходит образование сварного шва.
Электрод плавится вместе с заготовкой. Капли попадают в сварочную ванну, в результате формируется шов, защищенный от влияния кислорода.
Порядок аттестации НАКС
Когда все документы собраны можно подавать заявку в аттестационный центр.Заявку как правило можно оформить на сайте центра в котором будет проходить аттестация. Физическим лицами проходящим аттестацию заявку могут помочь оформить сотрудники центра
Очень важно правильно определить вид работ, область аттестации которая будет указана в удостоверении, чтобы по прибытии на работу не получилось «сюрпризов». Для каждой разновидности работ нужно свое удостоверение, поэтому, сварщик получает допуск только к тому виду работ, на который проходит аттестацию
Просить все подряд то же не вариант, потому что стоимость аттестации будет неимоверно высокой. Начинать это процесс лучше заранее во многих центрах поданные документы могут рассматривать очень долго.
После того как заявка с комплектом документов устроит сотрудников НАКСа, назначат даты прохождения специальной подготовки и даты экзаменов практического и теоретического.
На практическом экзамене сварщикам должны заварить контрольные образцы а специалисты выполнить письменное практическое задание. После практического экзамена проводится контроль заваренных образцов, при удовлетворительных результатах назначает дату теоретического экзамена, при неудовлетворительных – кандидат считается не прошедшим аттестацию;
На теоретическом экзамене нужно пройти тестирование по заявленным объектам аттестации и способом сварки, для специалиста того уровня, на который проходит аттестация. Теоретический экзамен проводят в письменной форме или с помощью компьютера. Сварщик считается выдержавшим тестирование, если он правильно ответил не менее чем на 80% заданных вопросов. Вопросы надо сказать могут попасть самые разнообразные, в том числе и не касающиеся непосредственной работы специалиста. Поэтому неплохо подготовиться к сдаче теоретического экзамена, вопросы по аттестации можно найти в сети интернет.
Вся процедура аттестация длиться от недели до месяца. После успешного прохождения аттестации, выдается протокол и удостоверение, оформление этих документов может проходить несколько дней, а то и недель. При получении удостоверения обязательно нужно проверить свои данные и область аттестации на соответствие заявки. Не смотря на высокую цену аттестации сотрудники некоторых центров довольно халатно относятся к своим обязанностям и возможны ошибки. Полученное удостоверение считается действительным если занесено в реестр системы аттестации сварочного производства. Как проверить наличие записи в реестре читайте в статье Как проверить удостоверение НАКС на подлинность.
Типы соединений: стыковое, угловое, тавровое, нахлесточное, торцовое, параллельное, крестообразное, перекрестное.
Определение терминов по
ГОСТ 2601-84 Сварка. (утрачивает силу с 01.07.2010 г.
в части определений приведенных терминов):
- Стыковое соединение
- — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
- Угловое соединение
- — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
- Нахлесточное соединение
- — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
- Тавровое соединение
- — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Недопустимый синоним: соединение впритык.
- Торцовое соединение
- — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу. Недопустимый синоним: боковое соединение.
Определение терминов по
ГОСТ Р ИСО 17659-2009 (вступает в действие с 01.07.2010 г.):
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По терминам:
сварной шов,
стыковой шов,
угловой шов,
точечный шов.
Типы сварных соединений: ГОСТ
-
Ручная дуговая сварка: типы соединений —
ГОСТ 5264-80,
ГОСТ 11534-75. -
Дуговая сварка под флюсом: типы соединений —
ГОСТ 8713-79,
ГОСТ 11533-75. -
Дуговая сварка в защитном газе: типы соединений —
ГОСТ 14771-76,
ГОСТ 23518-79. -
Дуговая сварка, соединения (электрозаклепки): типы соединений —
ГОСТ 14776-79. -
Лазерная сварка, соединения
: типы соединений —
ГОСТ 28915-91. - Соединения трубопроводов: стальных — ГОСТ 16037-80, из меди и медно-никелевого сплава —
ГОСТ 16038-80. - Соединения сварные из алюминия и алюминиевых сплавов — ГОСТ 14806-80,
ГОСТ 27580-88. -
Электрошлаковая сварка: типы соединений —
ГОСТ 15164-78. -
Контактная сварка: соединения сварные —
ГОСТ 15878-79. - Соединения сварные из двухслойной коррозионностойкой стали — ГОСТ 16098-80.
» все ГОСТы по сварным соединениям одним списком
- ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений.
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
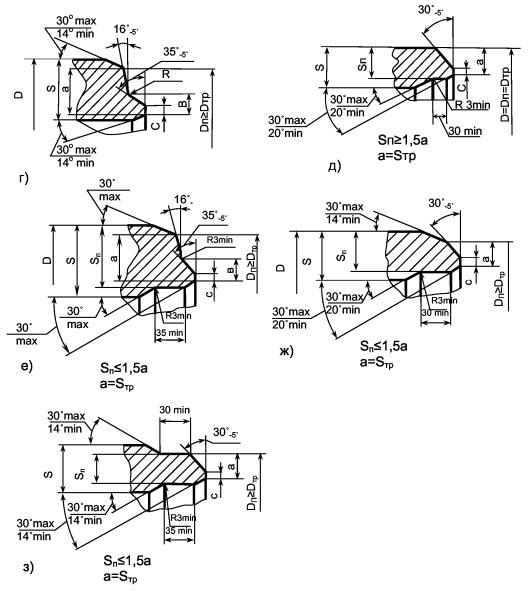
Эскизы и термины к подготовке соединений под сварку
(Изложение ГОСТ Р ИСО 17659-2009):
- Типы соединений
- Подготовка стыковых соединений под сварку плавлением
- Подготовка тавровых соединений под сварку плавлением
- Подготовка стыкового соединения с отбортовкой кромок под сварку плавлением
- Подготовка соединений под рельефную сварку
- Подготовка соединений под контактную сварку
Как проходит аттестация
Порядок сдачи экзаменов зависит от того, для кого проводится данная процедура.
Для персонала
На первом этапе сварщик сдает практический экзамен. Если попытка провалена, сотрудник не допускается к теоретической и специальной частям.
Для производства
При аттестации предприятия комиссия требует следующие документы:
- технологическую карту сварочного производства;
- инструкцию;
- свидетельства, подтверждающие качество используемых аппаратов, материалов, инструментов;
- договор на периодическое проведение контроля НАКС;
- список аттестованной техники;
- удостоверения НАКС работников.
При выдаче новых или продлении старых сертификатов сотрудники агенства учитывают комплектность аппаратуры, соответствие технических данных прописанным в паспорте требованием, прочность формируемых соединений. При рассмотрении заявки оценивают качество сварки двух элементов из разных металлов. Если оно высокое, аттестация будет пройдена.
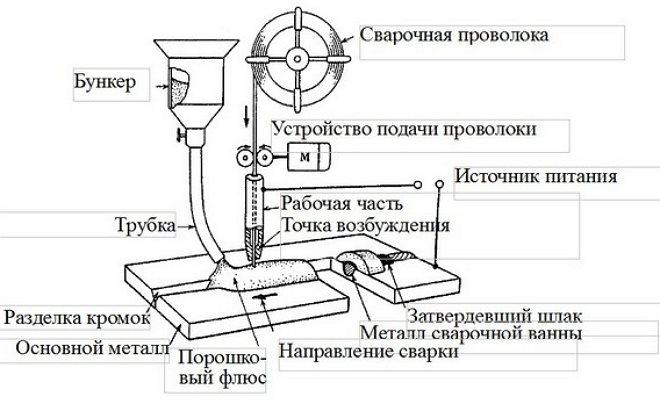
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока
Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм

Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.

Подготовка кромок
Правильная подготовка кромок к свариванию является залогом получения качественного шва при его любых пространных положениях.

Подготовка к свариванию состоит из нескольких этапов:
- правка металла;
- разметка изделия;
- резка;
- зачистка соединений;
- небольшой подогрев;
- обработка кромок.
Правка выполняется в том случае, когда при транспортировке произошло деформирование изделий. Правка в горячем или холодном виде применяется в зависимости от размера изделия и сложности деформаций. Может выполняться вручную или с помощью приспособлений. Применяются молотки, кувалды, ручной пресс. При сложных повреждениях используют прессы с электродвигателями.
С помощью разметки задают необходимые размеры, обрезая лишние куски. При ручной разметке достаточно иметь линейку и штангенциркуль. Если разметка производится на партии одинаковых деталей, то используют шаблон. Чтобы получить нужный размер производят резку заготовок. Она бывает механическая и термическая путем плавления металла. Резку делают по нанесенным предварительно отметкам. Применяют также дуговую сварку, кислородный резак.
Зачистка изделий является важным этапом подготовки к свариванию. Нельзя оставлять на поверхности загрязнения, посторонние предметы и жировые пятна. Навредить может оксидная пленка. При химическом способе очистки детали погружают в емкость с химикатами.
Большую роль играет подготовка перед сваркой кромок. После зачистки им придают требуемую геометрическую форму. Для соединения тонких деталей кромку делают плоской, а для толстых изделий кромки делают в форме букв «V» или «X». Особенно актуальна подготовка кромок при сваривании труб. Правильный скос в этом случае снимет напряжение при эксплуатации.
Более качественной является холодная подготовка. Внимательного отношения требует сварка труб. На глубину снимаемого слоя влияет марка металла. Толщина стенок в месте сваривания должна быть одинаковой, а торец трубы перпендикулярным ее оси.
Как получить удостоверение НАКС
Лицензирование работников производится в специальных учебных центрах, которые находятся в реестре НАКС. Для того чтобы пройти на экзамен сварщик предоставляет пакет документов, в который кроме заявления входят: медсправка, выписка из трудовой, подтверждающая стаж работы, документы об образовании и спецподготовке, фотографии, протоколы проверки знаний техники безопасности.
Сдается 2 экзамена: теория и практика. Если один из экзаменов не сдан, сварщик может повторно пройти испытание через месяц. Первым проводится экзамен по практике, если он не сдан, то сварщик к сдаче теоретических знаний уже не допускается. Что касается аттестации инженерного состава, то в основном проверяются их знания на предмет проверки нормативов и требований в узких направлениях по узким специализациям. Нередко вопросы комиссии затрагивают не один вид сварки, а несколько. Поэтому рекомендуется инженерам знать все виды сварки, требования к ним и технические нормативы сварочного процесса.
Внимание! Если сварщик или инженер в течение полугода не работал по своей специальности, то он обязательно должен пройти экзамены НАКС.
Перед экзаменом рекомендуется изучить документацию, касающуюся сварочных процессов и нормативов, которые разработаны в кулуарах НАСК. Обучение на курсах сварщиков затрагивает все позиции, которые будут присутствовать в экзаменационных билетах
Поэтому очень важно посещать такие курсы. На курсах в обязательном порядке изучают:
- технику безопасности при проведении сварочных работ;
- методы контроля сварочных швов;
- сварочное оборудование и расходные материалы;
- сварка и пайка – технологические процессы;
- способы устранения полученных дефектов.
В принципе, все эти разделы сварщик может изучить и самостоятельно, не посещая курсы повышения квалификации. Просто при этом на руки не будет выдано свидетельство, о том, что работник проходил данные курсы. Главное – пройти аттестацию комиссии.
Свидетельство
Сварщик НАКС получает свидетельство по окончании положительной сдачи экзаменов. НАКС аттестат – что это? Это подтверждение, что работник может работать на объектах, которые подконтрольны Ростехнадзору.
Удостоверение выдается всем специалистам (всех уровней). При этом сварщик НАКС проходит повторную аттестацию через два года, мастер и технолог через три, а инженер через пять лет. При этом необходимо учитывать то, что в удостоверении будет обозначено, к каким видам сварочных работ данный работник допущен.
К примеру, отметка «РД» говорит о том, что сварщик НАКС допущен только для проведения сварочных операций методом ручной дуговой сварки. РАД – ручная аргонодуговая сварка неплавящимися электродами. Г – газовая. МП – механизированный. КТС – контактная точечная сварка. АФ – автоматический метод под флюсом. Список большой по каждой позиции. Часто ставятся несколько отметок, которые обеспечивают допуск к нескольким видам сварки. Полученный аттестат – это допуск к проведению сварки ответственных конструкций.
Аттестация предприятий и организаций
Компании, которые занимаются сварочными процессами, также должны пройти аттестацию НАКС. Ее цель – подтверждение, что компания имеет все возможности (технические, технологические и организационные) по проведению аттестованной технологии, что внутри производства правильно проводится контроль. Конечно, наличие специалистов, подтвержденных НАКС, обязательное условие.
При этом на предприятии должна присутствовать документация технологического характера, где описана технология сварочного процесса, используемая на объекте. По сути, это технологическая инструкция, как грамотно проводить сварочные операции. Ее обычно разрабатывают специалисты с высшим образованием. От того, как качественно была разработана документация, будет зависеть длительность аттестации НАКС. Недочеты только увеличат проверку, что может в конечном итоге привести к отказу дачи свидетельства.
Поэтому рекомендуется специалистам компаний хорошо подготовиться. Что для этого надо будет предоставить комиссии НАКС.
- Технологическую карту сварочного процесса.
- Инструкцию.
- Договор о том, что лаборатория контроля сварки проводит периодические проверки.
- Сертификаты качества на сварочное оборудование и расходные материалы.
- Список на оборудование, которое уже прошло аттестацию НАКС.
- Свидетельства НАКС, подтверждающие квалификацию работников компании.
В процессе проверки компании на соответствие нормам НАКС обычно обследуются сварные соединения. Здесь используются и разрушающие методы, и неразрушающие. Проверяется и сварочное оборудование. Если все нормативы соблюдены, то выдается удостоверение. Его подписывают члены комиссии с указанием фамилии и должности. Действие удостоверения – 4 года.
Что касается проверки оборудования, то его аттестуют по техническим характеристикам, которые должны соответствовать показателям в сопроводительных документах (паспорте). Отклонение в низшую сторону дает право комиссии не принимать его в качестве возможно используемого при проведении сварочных операций. То же самое касается расходных материалов. Если они выпускаются серийными партиями, то аттестат выдается на три года, если мелкосерийными партиями, то на один год. Обязательно проверяется комплектность технологического оборудования.
Особенности MIG-сварки
Тем, кто не знает, что такое MIG-сварка, можно изучить следующую информацию. Процесс построен на использовании свойств инертного газа, который за счет большей, чем у кислорода, тяжести обволакивает образовавшуюся сварочную ванну и не дает расплавившемуся металлу окислиться.
Оборудование и расходники
Комплект оснастки для электродуговой сварки включает полуавтомат, трансформатор, газовый баллон с редуктором. К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
Инвертор упрощает работы по соединению элементов, выполненных из нержавеющей стали, алюминия, тугоплавких материалов со сложным составом. Аппараты компактны, легковесны, могут быть подключены к любой из электросетей.
Для работы применяется инертный газ, который поставляется в баллонах, имеющих специальную маркировку. Подача регулируется с помощью редуктора.

Преимущества и недостатки
У этого прогрессивного способа соединения элементов достоинства таковы:
- Несложная технология, освоить которую не трудно даже начинающим.
- Возможность получить качественный шов.
- Не понадобится тратить время на замену электродов, обеспечивается высокая производительность.
- Не требуется проведения дополнительной обработки шва.
- Если необходимо длинное соединение, его легко сделать без остановок и повторного зажигания дуги.
Из недостатков можно упомянуть немалый вес аппарата, который осложняет его перемещение. Но опытные мастера справляются без особых сложностей.
Удобство выполнения процесса позволяет применять этот вариант сварки для работы на автоматических линиях сборки механизмов высокой точности, в производстве автомашин.

Технология сварки
Процесс сварки типа МИГ проходит с помощью электродуги в среде защитного газа, которая образуется между электродом и обрабатываемой поверхностью. При нажатии на курок горелки металл нагревается и плавится.
Заранее устанавливают напряжение, скорость подачи проволоки, количество газа. Проволока поступает к поверхности автоматически, сварщик только выполняет манипуляции с горелкой.
Перед началом сварочных работ необходимо выполнить зачистку металлических элементов, предназначенных для соединения. Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.

Дополнительные сведения
На предприятие всегда есть группа работников, которая аттестации НАКС не подлежит. В этот список входят:
- специалисты, работающие по срочному договору, действующему до 2 лет;
- совместители;
- сварщик НАКС (мастер, технолог, инженер), который находится на курсах повышения квалификации;
- прошедший конкурс работник, который работает на должности менее одного года;
- молодой специалист.
Не все руководители предприятий понимают, что аттестация НАКС – это допуск. Если его у работника нет, то допускать его к проведению сварочных работ или их контролю нельзя. Это противозаконно. Проверяющие организации при проведении аттестации должны предъявить свой собственный допуск, то есть, разрешение на проведение проверок и экзаменов.
Заключение
НАКС – это организация, играющая важную роль в сфере проверки профессиональных навыков работников, занятых в области сварки на промышленных объектах. Наличие удостоверения НАКС подтверждает квалификацию сварщика, что будет преимуществом при поиске работы.
Сварщик 6-го разряда Батуринский Александр Сергеевич. Опыт – 17 лет: «Свой первый сертификат получил еще в 2005 году – тогда еще я был сварщиком пятого разряда. Аттестацию проходил, как частное лицо. Как показывает практика, это дороже, чем повышать квалификацию от работодателя, зато гораздо проще в плане сдачи экзаменов. По состоянию на 2018 год, в региональных центрах на практических экзаменах до сих пор активно пользуются трансформаторами с балластниками, что создает некоторые неудобства для начинающих сварщиков, привыкшим к инверторам».