Описание электродов э42 для сварки
Содержание:
- Достоинства и недостатки марки
- Особые свойства
- Характеристики электродов
- Особенности применения
- Размеры
- Особенности эксплуатации
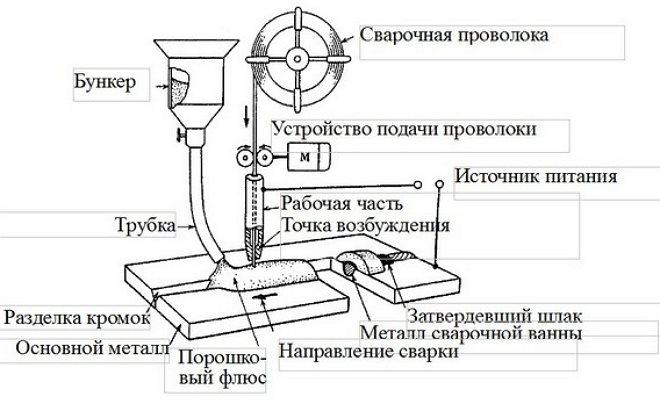
- Как правильно варить, особенности процесса сварки, теория и практика
- Требования безопасности
- Методы испытаний
- Проверка документов
- Область применения
- Упаковка, маркировка, транспортирование и хранение
- Как получить сертификат
- Технические характеристики, свойства
Достоинства и недостатки марки
Сварочный шов, выполненный расходником УОНИ и квалифицированным специалистом, обладает хорошими прочностными характеристиками, имеет отличную пластику и обладает высокой ударной вязкостью. Этому способствуют свойства шлака основного покрытия.
Покрытие электродов УОНИ не образует больших количеств шлака, поэтому ими можно без особых проблем выполнять потолочные сварочные швы.
При сварке легированных материалов в основное покрытие расходников УОНИ можно добавлять необходимые элементы для получения специальных свойств (коррозионная стойкость, тепловая устойчивость, жаропрочность, хладостойкость и другие). Наплавочные электроды УОНИ создают поверхность с высокой износостойкостью и защитой от агрессивных сред.

Способность сварочного шва сохранять прочностные характеристики в условиях низких температур создает условия применения в суровом климате северных широт, например в Арктике.
Разбрызгивание металла в процессе сварки имеет показатели ниже среднего по сравнению с электродами других марок, что создает преимущества в экономических показателях.
Горение дуги не отличается высокой устойчивостью. Состав основного покрытия способствует ее высокой ионизации. Поэтому следует держать короткую дугу на постоянном токе обратной полярности.
Качественный шов получается на сварочных кромках, зачищенных от ржавчины. Необходимость подготовки свариваемых поверхностей увеличивает трудоемкость работ.
Особые свойства
При использовании УОНИ-13/55, металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
Высокое качество подтверждается регулярными независимыми испытаниями сварочно-технологических свойств сварочных материалов.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
|
ГОСТ 9466-75 |
AWS А5.1 : E7015 |
|
ГОСТ 9467-75 |
DIN E5140B10 |
|
ТУ У 05416923.015-96 |
ISO 2560 : E514B26 |
|
ТУ 1272-036-48265127-2009 |
EH 499 : E383B22H10 |
Характеристики плавления сварочных электродов при сварке Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется) Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
|
Относительное удлинение, % |
|
|
Временное сопротивление разрыву, МПа |
490 |
|
Ударная вязкость, Дж/см2 (кгс/см2) |
127,4 (13) |
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Углерод |
не более 0,110 |
|
Сера |
не более 0,030 |
|
Фосфор |
не более 0,030 |
|
Марганец |
0,60÷1,20 |
|
Кремний |
0,20÷0,50 |
|
Диаметр, мм |
Положение шва |
||
|
нижнее |
вертикальное |
потолочное |
|
|
3,0 |
80÷100 |
70÷90 |
70÷90 |
|
4,0 |
130÷160 |
130÷140 |
130÷140 |
|
5,0 |
180÷210 |
160÷180 |
Расшифровка обозначения
Э50А – УОНИ-13/55 – Ø3 – УД / Е514 – Б20 ГОСТ 9466-75; ГОСТ 9467-75
Где, Э50А – тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2, когда к металлу сварных швов предъевляют повышенные требования по пластичности и ударной вязкости (по ГОСТ 9467-75).
УОНИ 13/55 – марка сварочных электродов.
Ø3 – диаметр сварочного электрода, мм.
У – сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д – с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45<D/d≤1.80.
Е514 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75 (51 – minвременное сопротивление разрыву σв = 510Н/мм2 (52кгс/мм2); 4 – min относительное удлинение, σв = 20% и min температура Тк=-40ºС, при которой ударная вязкость метала шва и наплавленного металла (при испытании образцов типа IX по ГОСТ 6996-66) составляет не менее 3,5 кгс*м/см2).
Б – основное покрытие (условное обозначение по ГОСТ 9466-75).
2 – сварка во всех пространственных положениях, кроме вертикального сверху вниз (условное обозначение по ГОСТ 9466-75).
0 – сварка постоянным током обратной полярности (условное обозначение по ГОСТ 9466-75).
Это интересно: Характеристики электродов Монолит РЦ: лучше один раз увидеть
Характеристики электродов
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
- углеродистой;
- низколегированной, например марок 09Г2 и 14Г2.

Расходники Э42 используются для сварки углеродистой стали.
Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву — 42 кгс/кв. мм.
- Относительное удлинение — до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) — 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент — 10 г/А*ч.
- Расход на 1 кг шва — 1,6 (кг).
Содержание химических элементов в стержне изделия:
- Углерод (C) — 0,08%.
- Марганец (Mn) — 0,7%.
- Кремний (Si) — 0,1%.
- Сера (S) — 0,035%.
- Фосфор (P) — 0,035%.

Сварочные электроды необходимы при создании конструкций из металла.
Рабочий диапазон температур — от -20°C до +20°C.
Для электродов менее 3 мм
Расход на 1 кг шва составляет 1,6 кг, а угол загиба — 150°.
Доля химических элементов в металле шва или наплавке:
- серы — не более 0,04%;
- фосфора — до 0,045%.
Временное сопротивление разрыву — 42 кгс/кв. см.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Хранение электродов
Размеры
Электроды изготавливаются по номинальным диаметральным размерам. При оптовом заказе некоторые производители могут изготовить изделия с индивидуальными размерами. Иногда покрытие с края не очищаются, но оба конца должны оставаться контактными. В общей партии не более 10% электродов с отклонением длины в 4 мм.
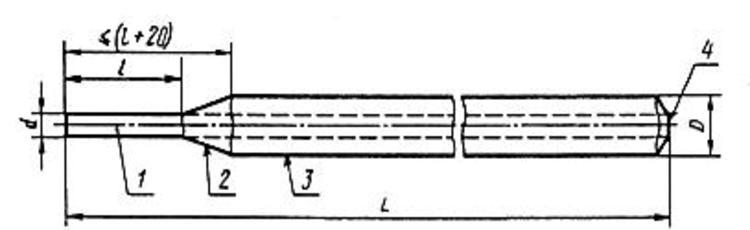 Электрод выполнен из нескольких конструктивных элементов: 1 – стержень; 2 – переходная зона; 3 – покрытие; 4 – торец контакта.
Электрод выполнен из нескольких конструктивных элементов: 1 – стержень; 2 – переходная зона; 3 – покрытие; 4 – торец контакта.
Место очистки имеет конусную, округлую либо комбинированную форму. Наклон конуса ничем не регламентируется, поскольку это не влияет на эксплуатацию.
На контакты наносят ионизирующие элементы, что облегчает появление сварочной дуги. Маркировка изделия: электроды э46 ГОСТ 9466-75 диаметром 4 мм.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Данные сведены в таблицу:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.

Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги — 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).

Расходники Э42 не подходят для вертикальных швов.
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
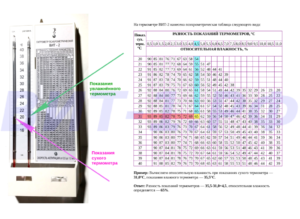
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность — менее 50%.
- Показания на термометре — не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.

Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
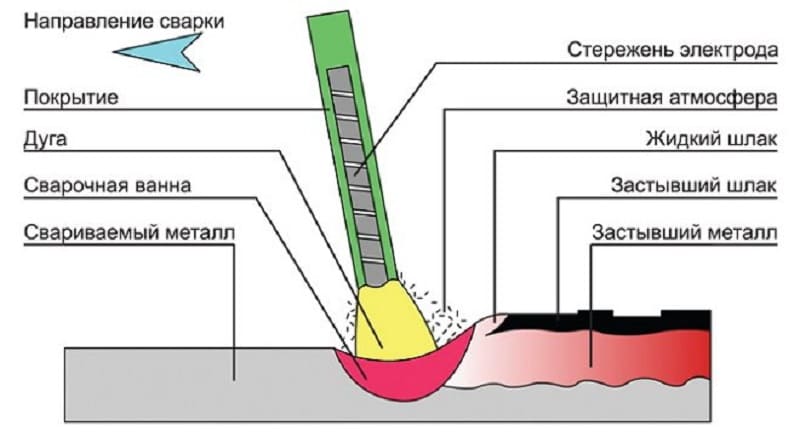
Как правильно варить, особенности процесса сварки, теория и практика
Прежде чем выполнять сварку электродами УОНИ новичкам следует набраться практического опыта, например, чаще варить электродами с рутиловой обмазкой. Иначе, кроме проблем с зажиганием дуги и залипанием электрода, при формировании шва ничего хорошего не получится. Навыки зажигания дуги легким ударом конца электрода о поверхность свариваемого металла или чирканьем конца наподобие воспламенения спички также приобретаются на практике.
Важно. Хороший шов возможно получить после прокаливания электродов (при температуре около 350°С в течение часа) и на зачищенной от ржавчины поверхности.
Можно ли варить на инверторе, марки для инверторной сварки
Расходные материалы УОНИ находятся в полной гармонии с инверторной технологией. Применять лучше инверторные аппараты с высоким показателем напряжения холостого хода, будет меньше проблем с зажиганием дуги на повышенной силе тока.
Ручная сварка вертикального шва
Сварка вертикального шва трудна тем, что расплавленная масса под действием силы гравитации стремится стечь вниз. Задача сварщика не допустить этого. Сварщик, владеющий навыками работы с электродами марки УОНИ, выполнит главное условие: будет держать стабильную дугу на минимальном расстоянии от конца стержня до зеркала сварочной ванны.

Требуется соблюдать некоторые технологические особенности:
- следует выбирать оптимальное соотношение между скоростью движения электрода и токовой нагрузкой;
- диаметр расходника должен с небольшим зазором вписываться в ширину разделки сварочного шва. Это позволит выполнять движение расходником из стороны в сторону, для уменьшения возможности стекания расплава.
Подходят ли для чугуна
Имеется практический опыт ремонта чугунных деталей (слесарных тисков, небольших корпусов и других) с помощью электродов марки УОНИ 13/55. Сварку деталей следует производить в нагретом состоянии, а охлаждение после окончания процесса должно быть максимально медленное.
Важно. Нагрев выдерживать в районе 300°С, более поднимать температуру нельзя, возникают структурные превращения в чугуне, приводящие к трещинам.
Почему липнут
Выделяются следующие основные причины залипания электродов:
- Использование в работе «сырых» (с большим процентом содержания в обмазке влаги).
- Неправильно подобрана сила сварочного тока. На заниженной величине электрод плохо зажигается, ее нужно увеличить.
- Человеческий фактор. Практический опыт здесь играет решающую роль, который не рекомендует устанавливать электрод вертикально под прямым углом к поверхности. Следует выдерживать наклон около 45° и учитывать степень разогрева металла стержня электрода и самой сварочной ванны.
Требования безопасности
Разнообразие материалов для сварки и методов ее проведения определяет широкое применение электродов, но каждый вид должен соответствовать следующим требованиям:
- Обеспечить устойчивое горение сварочной дуги, минимальный радиус разбрызгивания расплавленного металла, стабильную производительность сварочных работ.
- Создавать оптимальные условия для формирования качественного шовного соединения.
- Сохранять при сварке все перечисленные в паспорте качества на электроды технологические, химические и физические свойства.
Н. И. Новоградов, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2001 года: Малоопытные сварщики иногда работают электродами, среди которых многие изделия не соответствуют критериям годности из-за неправильного хранения или вышли сроки эксплуатации и т. д. и т. п. Не стоит подвергать здоровье повышенной опасности из-за того, что хозяйственники решили сэкономить».
Методы испытаний
Линейные размеры исследуют с погрешностью равной 1 мм. Глубина вмятин и длину оголенной части стержня измеряют с погрешностью в 10 раз меньше, то есть с 0,1 мм. Для определения толщины замеры проводят на трех участках изделия, между которыми выдерживается расстояние 5-10 см. Для замера этого значения используют микрометр, а также магнитные приспособления высокой точности.
Сварочно-технологические показатели проверяют путем создания тавровых изделий. На изделиях двустороннего типа проверяется вероятность появления трещин в шве. Качество сварного шва на предмет наличия трещин проверяют с использованием увеличительной 5-кратной лупы.
Проверка документов
Сертификаты соответствия на электроды любой марки оформляются на специально разработанном бланке, подтверждающем, что указанная продукция прошла испытания и соответствует требованиям регламентирующих документов по безопасности и качеству. Например, сертификат соответствия на электроды Э42 должен соответствовать требованиям, которые изложены в ГОСТ-9567-75-Э42:
- линейные параметры изделия;
- диаметр металлического стержня и толщина слоя покрытия;
- общая масса;
- расход на образование шва в кг;
- ударные характеристики и относительное удлинение шва.
Кроме перечисленных параметров, в документе могут указываться и дополнительные сведения, характерные только для проверенного вида.
Область применения
 Электроды типа Э42 всех марок широко распространены при монтаже промышленных металлоконструкций. Причина в том, что в промышленности и в строительстве, на практике, происходит работа со сталями, содержащими небольшое количество углерода в своем химическом составе. А это является условием применения изделий этого типа по ГОСТу.
Электроды типа Э42 всех марок широко распространены при монтаже промышленных металлоконструкций. Причина в том, что в промышленности и в строительстве, на практике, происходит работа со сталями, содержащими небольшое количество углерода в своем химическом составе. А это является условием применения изделий этого типа по ГОСТу.
Э42 допускается использовать для сварки тонких труб газопровода и водопровода при условии их эксплуатации с относительно низким давлением.
Этими изделиями могут пользоваться как профессионалы, так и начинающие сварщики. Их можно использовать в частных мастерских и в гаражах, если есть сварочный трансформатор.
К преимуществам этих стержней надо отнести их доступность на рынке, так как стоимость вполне приемлема около 70 рублей за килограмм.
Рекомендуемые производители:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
- Френзе-Электрод.
Электроды Э42 надежно обеспечивают постоянную работу дуги, однородное расплавление металла и непрерывный перенос его в сварочную ванну. А также хорошее образование шва, незначительное разбрызгивание металла, легкое удаление шлака с поверхности шва и минимальную токсичность газов, образующихся в процессе сварки.
Упаковка, маркировка, транспортирование и хранение

- Тип. Обозначение начинается со значения «Э», что обозначает электрод, после чего следуют цифры, которые показывают допустимую силу растяжения, далее указан индекс А, описывающий устойчивость шва к ударным напряжениям.
- Марка. Параметр регулируется политикой компании-производителя.
- Диаметр. Показатель толщины внутренней зоны электрода входит в диапазон 1,6 – 12 мм. Для использования в бытовых условиях применяются устройства с толщиной не больше 5 миллиметров. Электроды диаметром не более 2 мм распространены на предприятиях, занимающихся производством малогабаритных устройств.
- Назначение. По этому параметру изделия обозначаются буквенными значениями – У, Л, Т, В, Н.
- Толщина. Параметр характеризуется отношением внутренней части стержня к размеру покрытия.
- Свойства шва. Характеристика указывает на процентное содержание химических элементов сплава и рабочую температуру шва. Подробную расшифровку можно увидеть в специальных таблицах.
- Род сварочного тока и метод подключения.
- Разновидность электронного покрытия.
- Маркировка расположения.
Выделяют несколько разновидностей электродов. Правильная расшифровка маркировки позволяет выбрать наиболее целесообразное изделие для реализации конкретной задачи. Изделия упаковывают в пачки или коробки:
- герметичные пластиковые пеналы;
- упаковки в оберточной бумаге, помещенные в емкости из металла;
- коробки с минимальной толщиной картона 0,7 мм, обернутые в полиэтилен;
- картонные коробки с толщиной более 0,8 мм;
- пачки с герметичной оболочкой и оберточной бумагой;
- упаковки, изготовленные из двухслойной специальной бумаги или влагопрочного аналога.
Заместитель ген.директора ООО «НПО Спецэлектрод» Быстров В. И.: Условия перевозки и хранения оказывают огромное влияние на качество электродов. Поэтому перед отправкой проводится несколько полных проверок. Коробки укладывают в контейнеры среднетонажного типа, загрузка должна проводится в полную меру, а между ярусами монтируются полки. Каждый ярус в высоту не может превышать 60 см».
Каждая партия подкрепляется сертификатом качества. Хранятся электроды в помещениях с минимальной влажностью и температурой более 15 градусов.
Как получить сертификат
Если вы производитель сварочных комплектующих, то рекомендуем все-таки оформить паспорт на сварочные электроды. Эта процедура несложная и добровольная.
Для начала обратитесь в соответствующие органы, уполномоченные сертифицировать продукцию. Обычно они так и называются — органы по сертификации продукции. И зачатую это частные фирмы, так что бюрократических трудностей будет немного.
Дальше собираются документы. Это вопрос индивидуальный. Весь перечень документов вам подскажут в органе по сертификации. После сбора документов они передаются менеджеру в органы. Он анализирует, насколько законна ваша деятельность, подлинна ли техническая документация и т.д.
Технические характеристики, свойства
Отдельные экземпляры из линейки электродов УОНИ имеют свои специальные характеристики, необходимые для выполнения сварочных работ в данной конкретной области применения. Однако одинаковый для всех видов основной состав покрытия определяет общие основные свойства:
- расход на наплавку 1 кг сварочного шва — 1,6 кг – 1,7 кг;
- коэффициент наплавки — 9,0 -9,5 г/А*час;
- требование к источнику питания — постоянного тока, с обратной полярностью;
- предел прочности на разрыв — от 45 кгс/кв. см до 85 кгс/кв. см (в зависимости от марки).
Покрытие, состав
Защитный слой шлака образуют минералы из состава покрытия расходников УОНИ: карбонаты кальция и магния (мрамор, доломит, магнезит), фтористые соединения (плавиковый шпат). По другому основное покрытие называется фтористо-кальциевым. Некоторые марки электродов УОНИ используют основное покрытие с добавлением железного порошка.

Внешний вид электродов УОНИ-13/55
Более высокая мощность расплавления позволяет иметь повышенные показатели экономичности по сравнению с электродами со стандартным составом основного покрытия. Однако, применение ограничивается сварками в нижнем и горизонтальном положении.
Э46, Э46А и другие типы
Различные марки электродов классифицируются по типам, которые обозначают принадлежность расходника к ручной дуговой сварке («Э») и отличаются по прочностным характеристикам наплавленного металла (цифры после буквы «Э»). К одному типу может принадлежать несколько марок.
Например, электроды марки УОНИ 13/45 относятся к типу Э46, марка УОНИ 13/55 к типу Э50А («А» обозначает повышенные требования к пластичности и ударной вязкости), УОНИ 13/65 к типу Э60, УОНИ 13/85 к типу Э85А.
Какой ток, полярность и не только
Сила сварочного тока подбирается в зависимости от толщины заготовок, соответствующего диаметра стержня электрода и пространственного положения шва.

Важно производить сварку расходниками УОНИ на обратной полярности. Если применять прямую, то будет происходить расплавление стержня электрода при сохранении тела обмазки, что приведет к обрыву дуги
Химический состав металла шва
Состав наплавленного металла должен максимально соответствовать основному. Поэтому есть разница в химическом составе электродов УОНИ 13/55 и 13/85, применяемых для сварки разных материалов: наиболее существенное различие проявляется в отсутствии молибдена в наплавленном металле после сварки УОНИ 13/55, в сварочном шве, образованномэлектродом УОНИ 13/85 он присутствует.