Образец заполнения технологической карты сварки
Содержание:
- Типовой техпроцесс сварки фланцев с концами труб
- Карта технологического процесса сварки полимерных труб встык нагретым инструментом
- Назначение документов при подготовке карты сварочных процессов
- Тип, питание, мощность
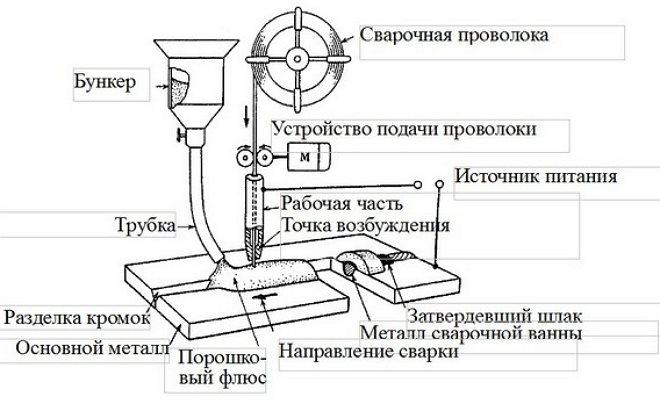
- Виды сварочного оборудования
- Кем разрабатывается документ и где он хранится
- Пригласить на тендер
- Особенности
- Способы сварки
- Технологическая карта сварки металлоконструкций
- Методы проверки
- Какие данные должна содержать технологическая карта?
Типовой техпроцесс сварки фланцев с концами труб
Часто используемым методом соединения являются фланцы. Они имеют вид плоских деталей разной формы, в которых сделаны специальные отверстия для крепления труб. С их помощью собираются трубопроводы разного назначения и длинные строительные конструкции. Они прочно и герметично соединяют трубы, обеспечивая гибкость в обслуживании различных стыков. Кроме этого, они соединяют трубу с различным оборудованием и клапанами.
В трубопроводной системе часто добавляют разгрузочные фланцы, позволяющие проводить регулярное техническое обслуживание системы во время ее работы. С этой целью на концы труб наваривают фланцы, которые затем соединяются между собой болтами с использованием герметизирующих прокладок. Такие дополнительные вставки в систему трубопровода позволяю подключать различную аппаратуру и устройства, делать дополнительные системы подключения.
Фланцы можно классифицировать разными способами, например:
- по типу соединений;
- по типу самих фланцев;
- на основании температурных значений и давления;
- по используемым материалам.
Для изготовления фланцев используют углеродистые, низколегированные, нержавеющие стали и комбинации экзотических материалов.
Использование фланцев весьма распространено. Поэтому разработан и ряд типовых техпроцессов, используемых в процедурах сварки фланцев к трубам.
Обычно технику сварки определяет требуемая величина люфта (зазора) в создаваемых стыках.
- При отсутствии люфта используется техника глубокого проваривания кромки трубы (технический прием — в лодочку).
- Люфт свыше 1.5 мм – технический прием поперечных колебательных движений самого электрода, выполняемых под определенным углом к осевой плоскости трубы.
- Люфт составляет 4-5 мм – метод угловых швов.
Фланцы привариваются с двух сторон для получения надежного соединения. Здесь учитывается вид конструкции и требования к креплениям.
Отметим, что в подземных трубопроводах не используются фланцевые соединения, так как фланцы являются наиболее распространенным источником утечки и пожаров.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Настоящую форму можно распечатать из редактора MS Word (в режиме разметки страниц), где настройка параметров просмотра и печати устанавливается автоматически. Для перехода в MS Word нажмите кнопку .
Рекомендуем также ознакомиться с Руководством по выводу форм отчетности на печать.
Приложение 4 к Технологическому регламенту проведения аттестации сварщиков и специалистов сварочного производства, утвержденному
постановлением Госгортехнадзора России от 25.06.2002 N 36
ФОРМАкарты технологического процесса сварки полимерных труб встык нагретым инструментом
|
Наименование изделия — |
контрольное сварное соединение |
|
|
Способ сварки — |
НИ |
|
|
НД — |
СП 42-101-96; СП 42-105-99 |
|
|
Вид соединения — |
стыковое |
|
|
Сварочное оборудование — |
ССР |
|
|
Ф.И.О. сварщика |
Характеристика труб (деталей):
завод-изготовитель
марка материала —
полиэтилен ПЭ80
дата выпуска
номер сертификата
диаметр трубы —
110 мм
толщина стенки, (SDR) —
10 мм, (11)
Клеймо сварщика
|
Эскиз сварного соединения |
|
|
Конструкция сборки |
Конструктивные элементы сварного соединения |
|
g |
Технологические параметры сварки труб встык нагревательным инструментом и их значения(в соответствии с СП 42-101)
|
Технологический параметр |
Значение* |
|
|
1. Температура нагревателя , ° |
220 |
|
|
2. Давление при оплавлении , |
0,15 + 0,05 |
|
|
3. Время при оплавлении , |
до 15 |
|
|
4. Давление при прогреве , |
0,01-0,02 |
|
|
5. Время при прогреве , |
Температура окружающего воздуха,°С |
|
|
от 0 до +20 |
от +20 до +40 |
|
|
70-80 |
65-75 |
|
|
6. Время технологической паузы , |
4 |
|
|
7. Давление при осадке , |
0,15 + 0,05 |
|
|
8. Время при охлаждении , |
Температура окружающего воздуха, °С |
|
|
от 0 до +20 |
от +20 до +40 |
|
|
7 |
8 |
________________
*
Значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
установить и закрепить трубы в зажимах центратора установки для сварки;
отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% от номинальной толщины стенки свариваемых труб;
отторцевать свариваемые поверхности труб непосредственно в сварочной установке;
еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,3 мм). Зазоры измеряют лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий , , .
Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
После сварки произвести охлаждение стыка под давлением осадки в течение времени .
Проставить клеймо сварщика маркером на наружной поверхности трубы.
Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
|
Метод контроля |
Наименование (шифр) НД |
Объем контроля(%, количество образцов) |
|
1. Визуальный и измерительный |
СП 42-101; СП 42-105 |
100% |
|
2. Ультразвуковой |
Инструкция* |
100% |
|
3. Испытание на статическое растяжение |
ГОСТ 11262; СП 42-105 |
5 образцов |
________________
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификация», 1999 год.
|
Разработал: |
Фамилия И.О. |
|
(подпись, дата) |
Назначение документов при подготовке карты сварочных процессов
Единая система технической документации содержит требования и указания по подготовке технологических документов, к которым относятся документы специального назначения — карты маршрутов, операционные и технологических процессов. Руководящие документы готовятся для каждого направления промышленности. Например, такой документ для РАО Газпром расписывает сварочные, ремонтные и восстановительные процедуры на газопроводах. В него включены требования по выбору труб, их сборке, материалов, сварке стыков, обработке сварных соединений и т.п. Приводятся методы аттестации, отбраковки и контроля, технологий сварки, техники безопасности и т. д.
Рассмотрим в качестве примера типовой техпроцесс сварки фланцев к трубам.
Тип, питание, мощность
Рассмотрим еще три главных аспекта, которые нужно учитывать при выборе сварочного оборудования. Первый аспект – это тип оборудования. Оно может быть бытовым, профессиональным или промышленным. Бытовые модели могут работать в непрерывном режиме не больше тридцати минут, после чего им требуется перерыв в один час. Профессиональные агрегаты могут спокойно трубится в течении восьми часом, без перерыва. А что касается промышленный аппаратов, то им требуется лишь короткий технический перерыв. А так они могут работать в течении нескольких смен подряд.
Если говорить о питании, то здесь тоже имеется несколько вариантов. К примеру, однофазные агрегаты рассчитаны на 220 Вольт, а это значит, что их можно подключать к обычной электрической розетке. Такой тип питания свойственен маломощным приборам, которые пользуются большой популярностью из-за доступности использования. Тем не менее, следует помнить, что они все-таки создают дополнительную нагрузку на сеть, так как потребляют очень много мощности.
Трехфазные аппараты рассчитаны на розетки в 380 Вольт, которые чаще встречаются в специализированных мастерских и производственных цехах. Такие розетки способны обеспечить большую мощность, но в бытовых условиях они не встречаются.
Также есть модели сварочных аппаратов, которые могут работать сразу в двух режимах. Они хоть и стоят дороже, но являются более практичными, хотя в случаях, когда трехфазная розетка использоваться не планируется, нет смысла переплачивать.
Если говорить о мощности, то от нее зависит то, с какой толщиной заготовки сможет работать аппарат. Из этого следует, что чем больше будет мощность, тем более толстую деталь можно будет подвергнуть обработке. Определить параметр предельно просто. Нужно лишь найти в справочнике нужную силу тока для определенной толщину металла. После этого силу тока умножают на напряжение. Полученный результат необходимо разделить на КПД сварочного агрегата: для трансформаторов – это 0,6, а для инверторов – это 0,8. Полученное значение и есть мощность сварочного оборудования.
Виды сварочного оборудования
Оборудование, которое используют для проведения сварочных работ, может быть четырех видов. Это:
- Трансформатор.
- Полуавтомат.
- Полуавтомат-инвертор.
- Споттер.
Рассмотрим вкратце каждый из этих видов.
Трансформатор
Является самым простым видом оборудования, которое предназначено для сварки. Они отличается высоким уровнем надежности, простотой конструкции и приемлемой стоимостью. Но при этом у трансформатора ограничены функциональные возможности, из-за чего его применяются только для дуговой сварки. Качество работы получается крайне низким. И это при том, что вес у агрегата крайне незначительный. Вывод – трансформатор является оптимальным агрегатом в тех случаях, где не нужна высокая точность работ.
Полуавтомат
Представляет собой разновидность трансформатора, но имеет отличительную особенность. Она заключается в частично автоматизированном процессе сварки. В результате процесс сварочных работ существенно упрощается, так как пользователю не нужно менять электрод, контролируя его длину.
Инвертор
Сварочный агрегат такого вида отличается повышенным уровнем функциональности. Ему доступны практически все виды сварки. При этом у инвертора незначительный вес, и качество сварочных швов получается высоким. Но есть у него и существенные недостатки. Так, конструкция у аппарата достаточно сложная, а его стоимость очень высока. Ввиду этого инверторы применяются лишь для выполнения сварочных работ высокой сложности.
Полуавтомат-инвертор
Сварочный аппарат отличается не только современностью, но и высокой степенью универсальности. Он совмещает в себе частичную автоматизацию сварки с высоким качеством работы, которая свойственна агрегатам инверторного вида. Поэтому совсем не удивительно, что и стоимость такого оборудования очень высока.
Споттер
Данное сварочное оборудование предназначено для выполнения точечной сварки. Его применяют исключительно в автомобильной промышленности при кузовных работах и удалении вмятин. Споттеры делятся на два типа – это трансформаторные и инверторные.
Кем разрабатывается документ и где он хранится
Технологическая инструкция по сварке должна разрабатываться специалистами в этой области, имеющими профильное образование. Кроме высшего наличия высшего образования необходим практический опыт работы на производстве. Внизу документа должна быть указана должность и фамилия разработчика и проставлена его подпись и дата выпуска.
Разработка документа производится на основе тщательного анализа свариваемого металла и требований к надежности сварного соединения. На основании этого подбирается тип сварки и применяемое для этого оборудование.
Утверждается этот документ руководителем организации, силами которой производятся сварочные работы. В отделе главного сварщика должны храниться все технологические карты, разработанные для разных типов сварочных соединений. При необходимости в них вносятся коррективы и выпускаются извещения об изменениях. Каждой карте присваивается идентификационный номер, который заносится в каталог. В дальнейшем этот номер заносится в техническую документацию.
При выходе на смену сварщику вручаются технологические карты на те типы сварочных работ, которые ему необходимо выполнить. При контроле специалисты этого профиля также используют этот документ. Контроль может производиться на нескольких этапах процесса. При обнаружении отступления от техпроцесса составляется соответствующий акт.
Пригласить на тендер
Если у Вас идет тендер и нужны еще участники:
Выберите из списка инересующий вас вид работАудит промышленной безопасностиИдентификация и классификация ОПО, получение лицензии на эксплуатацию ОПОРазработка ПЛА, планов мероприятий, документации, связанной с готовностью предприятий к ГОЧС и пожарной безопасностиОбследование и экспертиза промышленной безопасности зданий и сооруженийРаботы на подъемных сооруженияхРаботы на объектах котлонадзора и энергетического оборудованияРаботы на объектах газового надзораРаботы на объектах химии и нефтехимииРаботы на объектах, связанных с транспортированием опасных веществРаботы на производствах по хранению и переработке растительного сырьяРаботы на металлургических литейных производствахРаботы на горнорудных производствахОценка соответствия лифтов, техническое освидетельствование лифтовРазработка обоснования безопасности опасного производственного объектаРазработка документации системы управления промышленной безопасностьюРазработка деклараций промышленной безопасностиРаботы на объектах Минобороны (ОПО воинских частей) и объектах ФСИН России (ОПО исправительных учреждений)ПроектированиеРемонтно-монтажные работыЭлектроремонтные и электроизмерительные работыРазработка и производство приборов безопасности для промышленных объектовРазработка и изготовление нестандартных металлоизделий и оборудованияНегосударственная экспертиза проектной документации (инженерных изысканий)Предаттестационная подготовка по правилам и нормам безопасностиПрофессиональное обучение (рабочие профессии)Обучение по охране труда, пожарной безопасности и электробезопасности, теплоэнергетикеСпециальная оценка условий труда (СОУТ) (до 2014г. аттестация рабочих мест)Аккредитация и аттестация в системе экспертизы промышленной безопасностиСертификация оборудования, декларирование соответствияЭнергоаудитРазработка схем теплоснабжения и водоснабженияДругие работыПовышение квалификации, профессиональная переподготовкаОсвидетельствование стеллажейСкопируйте в это поле ссылку на Ваш тендер, для этого перейдите в браузер, откройте Вашу площадку, выделите и скопируйте строку адреса, затем вставьте в это поле. Если не получится напишите просто номер тендера и название площадки.персональных данных
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика
Это тоже важно понимать
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Способы сварки
Классификация способов сварки регламентируется ГОСТом 19521 и предусматривает по энергетическому признаку три основных метода:
- Термический.
- Термомеханический.
- Механический.
Термическому способу принадлежат виды сварок, которые предусматривают стыковку деталей методом плавления, при котором также находит место использование тепловых видов энергии, например дуговая и газовая. Термомеханический способ включает в себя виды сварок, в которых тепловая энергия используется в сочетании с давлением: электроконтактная, диффузионная, газопрессовая.
Механический способ подразумевает такие виды сварок, которые осуществляются с применением давления и механических усилий: холодная сварка, ультразвуковая, сварка взрывом и трением. Сварка холодным методом подразделяется на точечную, шовную, стыковую.
По степени механизации различаются ручная, полуавтоматическая, автоматическая методы сварочного процесса. Каждый из методов сварки обладает своими особенностями, поэтому на определенный вид работ составляется особый технологический документ.
Технологическая карта сварки металлоконструкций
В ней содержится описание области применения данной технологии. Здесь указывается, какие типы металлоконструкций можно сваривать по данной технологии, на каком расстоянии и под каким углом должны крепиться соединяемые детали для обеспечения надежности и долговечности конструкции. В ней указывается, в каких условиях, и при каких температурах должна реализовываться сварка (на открытом воздухе или в закрытом помещении).
Следующий пункт наиболее обширный и самый важный в техпроцессе. Он содержит информацию о самой технологии сварки и ее технические параметры, состоящие из таких подпунктов:
- подготовительные работы и правила их проведения;
- информация о типах сварочных работ;
- описание последовательности проведения каждого этапа работ (установка прихваток, последовательность нанесения швов);
- схемы и чертежи, указывающие на то, где размещаются прихватки, как наносятся швы, пояснения к ним;
- условия, в рамках которых производится процесс и правила безопасности;
- количество исполнителей и расчетное время для проведения каждой операции и всей работы в целом;
- расчет необходимых расходных материалов.
Последние пункты позволяет просчитать технические затраты, сроки выполнения работ и их выгоду. Таким образом, можно изменить процесс задолго до того, как сварочные работы начались и подкорректировать их. Заканчивается карта техпроцесса расчетом ресурсов и средств, а также количества людей и времени, необходимых для проведения процесса сварки.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на . Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.
 Таблица технологической карты для сварочных работ.
Таблица технологической карты для сварочных работ.
Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.