Обзор классификаций и видов сварки
Содержание:
Виды удостоверений НАКС, уровни аттестации
- I уровень — аттестованный сварщик;
- II уровень — аттестованный мастер-сварщик. Специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы, ит.п.);
- III уровень — аттестованный технолог-сварщик; Специалисты, являющиеся руководителями отдельных подразделений предприятия,обеспечивающих выполнения сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов,технических бюро, руководители рабочих групп и т.п.);
- IV уровень — аттестованный инженер-сварщик. Специалисты, являющиеся руководителями службы сварки предприятия(организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ (главные сварщики, их заместители и т.п.)
Группы опасных технических устройств:
- ПТО— Подъёмно-транспортное оборудование;
- КО— Котельное оборудование;
- ГО— Газовое оборудование;
- НГДО— Нефтегазодобывающее оборудование;
- ОХНВП— Оборудование химических, нефтехимических,нефтеперерабатывающих и взрывопожароопасных производств;
- МО— Металлургическое оборудование;
- ОТОГ— Оборудование для транспортировки опасных грузов;
- ГДО— Горнодобывающее оборудование;
- СК— Строительные конструкции;
 Образец удостоверения НАКС
Образец удостоверения НАКС
Виды аттестации НАКС
Чтобы получить удостоверение НАКС нужно пройти процедуру аттестации которую проводят путем проверки практических навыков и теоретических знаний в соответствии со способом сварки и группой технических устройств, сварку которых выполняет сварщик на производстве.
Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную.
Первичную аттестацию проходят сварщики, не имевшие ранее удостоверения НАКС. При первичной аттестации сварщики сдают общий, специальный и практический экзамены.
Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, для расширения области аттестации. При дополнительной аттестации сварщики сдают специальный и практический экзамены.
Периодическую аттестацию проходят сварщики у которых заканчивается или истек срок удостоверения НАКС. При периодической аттестации сварщики сдают специальный и практический экзамены.
Внеочередную аттестацию проходят сварщики после их временного отстранения от работы за нарушение технологии сварки или повторяющееся некачественным выполненных сварных соединений. При внеочередной аттестации сварщики сдают общий,специальный и практический экзамены.
Для хороших специалистов работающих в сфере сварки не составит труда сдать экзамены чтобы получить аттестационное удостоверение НАКС. Чтобы это с успехом сделать нужно знать процедура аттестации, в ней очень много всяких нюансов. Нужно определится какие выбрать объекты для аттестации, способы сварки, материалы основные и сварочные, диаметры и толщины. Это этап наиболее важен поскольку от этого зависит область аттестации и соответственно какие конкретные работы сможет выполнять прошедший аттестацию человек.
Начать подготовку к аттестации необходимо с нормативных документов в соответствии с которыми проходит аттестация сварщиков (I уровень) и специалистов сварочного производства II, III, IV уровней профессиональной подготовки а именно «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Следующим шагом нужно подготовить необходимые документы и заявку без которых к аттестации не допустят
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.

Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка – это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Расчеты
Основы расчёта сварочных работ помимо издержек на оборудование предполагают учёт таких важных составляющих процесса, как расход материалов и износ применяемого инструмента.
 Кроме того, при обсчёте таких операций обязательно учитывается уже рассмотренный ранее производственный фактор, определяемый как норма выработки на человека.
Кроме того, при обсчёте таких операций обязательно учитывается уже рассмотренный ранее производственный фактор, определяемый как норма выработки на человека.
Применительно к сварочным процедурам норму выработки принято определять в метрах шовных соединений или в количестве изделий, изготовленных за определённое время (за один час или смену). Конкретный расчёт сварочной процедуры сводится к установлению этого показателя именно по такой формуле.
В качестве примера можно посчитать расходы на изготовление одного изделия или одного метра типового сварочного шва с учётом времени, затрачиваемого на целый ряд обязательных процедур.
В них непременно должны входить наладка аппарата, подготовка расходного и других материалов, а также выполнение самих операций и отдых сварщика.
Если при учёте всех этих временных данных выяснится, что на их проведение потребуется 20 минут – норма выработки (исходя из часового расчёта) составит примерно 3 метра.
На нормирование сварочной выработки существенное влияние оказывает и показатель износостойкости оборудования, определяемый такими факторами, как качество расходного материала и выбранный режим сварки. Все факторы в целом скажутся на стоимости работ и на их общей продолжительности.
Принципы классификаций, обзор
 Классификация способов дуговой сварки.
Классификация способов дуговой сварки.
Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам
Варим металлы
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Механический класс с использованием механической энергии:
- ультразвуковой;
- холодной;
- трением;
- взрывом и т.д.

Таблица сварки металлов.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Сварка техника безопасности
Во время работы баллон и генератор должно разделять расстояние не менее 5 метров. Во время работы шланги необходимо подвешивать, чтобы не повредить их. Если газосварка ведется в помещении, где работают другие люди, то по периметру должна быть выставлена защита. Перед зажиганием горелки приоткрывается вентиль кислорода, потом вентиль ацетилена и после продувки шлангов производится зажигание горючей смеси. Нельзя работать горелкой с загрязненными каналами, это приведет к возникновению хлопков и обратных ударов.
Строго запрещается браться замасленными руками за горелку, редуктор и полностью исключить контакт сварочного оборудования с маслом, так как оно способно спровоцировать детонацию. В случае возникновения обратного удара пламени нужно стразу же перекрыть вентили на резаке, баллонах и водяном затворе. Скорость распространения огня по шлангам невысокая и если это сделать мгновенно, то можно избежать взрыва.
Чтобы избежать обратных ударов при сварке, нельзя допускать:
- резкого снижения давления кислорода, которое возникает при окончании кислорода в баллоне, замерзании редуктора, засорении инжектора и т.д.;
- приближать работающий мундштук к предмету (уменьшает скорость истечения газа);
- чересчур сильного нагрева мундштука и труб резака;
- засорение мундштука (уменьшается проходное сечение и резко падает скорость истечение газа).
Если рабочая горелка перегрелась, то сварочные работы следует остановить и остудить ее в сосуде с водой. Нельзя опустошать генератор с ацетиленом до полного его окончания, так как это может привести к обратному удару.
Во время эксплуатации генератора запрещается:
- грузить карбид в мокрую тару;
- превышать давление больше чем указано в паспорте;
- отключать регулятор (в тех моделях, где он есть);
- использовать загрузочные устройства, которые неисправны.
Во время работы нужно следить, чтобы не было утечек газа из кранов, пробок, определить это можно при помощи мыльного раствора.
Запрещается проведение сварки емкостей и трубопроводов, находящихся под давлением. Сварка емкостей, трубопроводов из-под горючих материалов, кислот производится только после полной очистки, промывки и пропарки при открытых люках и крышках.
На технический перерыв вентили на горелке плотно закрываются, а при длительном перерыве на баллонах тоже. Летом баллоны следует предохранять от попадания прямых солнечных лучей.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
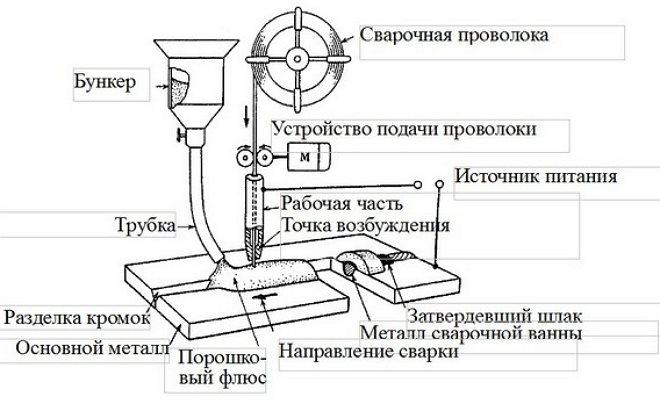
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
ВЧС — Высокочастотная сварка.
ПАК — Пайка.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
НГ — Сварка нагретым газом.
Э — Экструзионная сварка.
Книги
Нормативные правовые актыОбщественные и гуманитарные наукиРелигия. Оккультизм. ЭзотерикаОхрана труда, обеспечение безопасностиСанПины, СП, МУ, МР, ГНПодарочные книгиПутешествия. Отдых. Хобби. СпортНаука. Техника. МедицинаКосмосРостехнадзорДругоеИскусство. Культура. ФилологияКниги издательства «Комсомольская правда»Книги в электронном видеКомпьютеры и интернетБукинистическая литератураСНиП, СП, СО,СТО, РД, НП, ПБ, МДК, МДС, ВСНГОСТы, ОСТыЭнциклопедии, справочники, словариДомашний кругДетская литератураУчебный годСборники рецептур блюд для предприятий общественного питанияЭкономическая литератураХудожественная литература
Свойства стали
Физические свойства
- плотность ρ ≈ 7,86 г/см3; коэффициент линейного теплового расширения α = (11…13)·10−6 K−1;
- коэффициент теплопроводности k = 58 Вт/(м·K);
- модуль Юнга E = 210 ГПа;
- модуль сдвига G = 80 ГПа;
- коэффициент Пуассона ν = 0,28…0,30;
- удельное электросопротивление (20 °C, 0,37—0,42 % углерода) = 1,71·10−7 Ом·м.
Зависимость свойств от состава и структуры
Свойства сталей зависят от их состава и структуры, которые формируются присутствием и процентным содержанием следующих составляющих.
Углерод — элемент, с увеличением содержания которого в стали увеличивается её твёрдость и прочность, при этом уменьшается пластичность.
Кремний и марганец (в пределах 0,5 … 0,7 %) существенного влияния на свойства стали не оказывают. Эти элементы вводятся в большинство углеродистых и низколегированных марок сталей во время операции раскисления (сначала — ферромарганец, затем — ферросилиций, как дешевые раскисляющие ферросплавы).
Сера является вредной примесью, образует с железом химическое соединение FeS (сернистое железо). Сернистое железо в сталях образует с железом эвтектику с температурой плавления 1258 К, которая обусловливает ломкость материала при обработке давлением с подогревом. Указанная эвтектика при термической обработке расплавляется, в результате чего между зернами теряется связь с образованием трещин. Кроме этого, сера уменьшает пластичность и прочность стали, износостойкость и коррозионную стойкость.
Фосфор также является вредной примесью, т. к. придает стали хладноломкость (хрупкость при пониженных температурах). Это объясняется тем, что фосфор вызывает сильную внутрикристаллическую ликвацию. Однако существует группа сталей с повышенным содержанием фосфора, так называемые — «автоматные стали», металлоизделия из которых легко поддаются обработке резанием (например, болты, гайки и пр. на револьверных токарных станках-полуавтоматах).
Феррит — железо с объемноцентрированной кристаллической решеткой. Сплавы на его основе обладают мягкой и пластичной микроструктурой.
Цементит — карбид железа, химическое соединение с формулой Fe3C, наоборот, придаёт стали твёрдость. При появлении в структуре заэвтектоидной стали свободного цементита (при С более 0,8 %) пропадает четкая связь между содержанием углерода и комплексом механических свойств: твердостью, ударной вязкостью и прочностью.
Перлит — эвтектоидная (мелкодисперсная механическая смесь) смесь двух фаз — феррита и цементита, содержит 1/8 цементита (точнее — согласно правилу «рычага», если пренебречь растворимостью углерода в феррите при комнатной температуре — 0,8/6,67) и поэтому имеет повышенную прочность и твёрдость по сравнению с ферритом. Поэтому доэвтектоидные стали гораздо более пластичны, чем заэвтектоидные.
Стали содержат до 2,14 % углерода. Фундаментом науки о стали как сплава железа с углеродом является диаграмма состояния сплавов железо-углерод — графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры. Для улучшения механических и других характеристик сталей применяют легирование. Главная цель легирования подавляющего большинства сталей — повышение прочности за счет растворения легирующих элементов в феррите и аустените, образования карбидов и увеличения прокаливаемости. Кроме того, легирующие элементы могут повышать устойчивость против коррозии, термостойкость, жаропрочность и др. Такие элементы, как хром, марганец, молибден, вольфрам, ванадий, титан образуют карбиды, а никель, кремний, медь, алюминий карбидов не образуют. Кроме того, легирующие элементы уменьшают критическую скорость охлаждения при закалке, что необходимо учитывать при назначении режимов закалки (температуры нагрева и среды для охлаждения). При значительном количестве легирующих элементов может существенно измениться структура, что приводит к образованию новых структурных классов по сравнению с углеродистыми сталями.
Журналы и бланки
БухгалтерияОхрана труда и техника безопасностиМЧСКадровая работа: Журналы, бланки, формыЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФКонструкторская, научно-техническая документацияЛесное хозяйствоПромышленностьГостиницы, общежития, хостелыСвязьЖурналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЛифтыКомплекты журналовНефтебазыБассейныГазовое хозяйство, газораспределительные системы, ГАЗПРОМЖКХЭксплуатация зданий и сооруженийЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы для образовательных учрежденийЖурналы и бланки для армии, вооруженных силБанкиГеодезия, геологияГрузоподъемные механизмыДокументы, относящиеся к нескольким отраслямНефтепромысел, нефтепроводыДелопроизводствоЖурналы для медицинских учрежденийАЗС и АЗГСЭлектроустановкиТепловые энергоустановки, котельныеЭнергетикаШахты, рудники, метрополитены, подземные сооруженияТуризмДрагметаллыУчреждения культуры, библиотеки, музеиПсихологияПроверки и контроль госорганами, контролирующими организациямиРаботы с повышенной опасностьюПожарная безопасностьОбложки для журналов и удостоверенийАптекиТранспортРегулирование алкогольного рынкаАвтодороги, дорожное хозяйствоСамокопирующиеся бланкиСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоМетрологияКанатные дороги, фуникулерыКладбищаАрхивыАттракционыЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетов
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы электросварщик ручной сварки должен надеть спецодежду, спецобувь и приготовить необходимые средства индивидуальной защиты. 2.2. Электросварщик ручной сварки должен знать о том, что перед тем как приступить к выполнению работ повышенной опасности (например, сварочных работ снаружи и внутри емкостей из-под горючих веществ, в закрытых резервуарах, колодцах различного назначения, ямах и т.п.) должен быть оформлен наряд-допуск. 2.3. Электросварщик ручной сварки должен осмотреть и привести в порядок рабочее место и подходы к нему, убрать все лишнее из-под ног. 2.4. Электросварщик ручной сварки должен подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ, проверить их исправность. 2.5. Электросварщик ручной сварки перед началом работы должен проверить: — исправность электрододержателя; — надежность изоляции рукоятки электрододержателя; — исправность предохранительной маски с защитным стеклом и светофильтром; — состояние изоляции проводов; — плотность соединений контактов сварочного провода; — наличие заземления сварочного аппарата; металлические части электросварочного трансформатора, вывод его вторичной обмотки, а также свариваемая конструкция должны быть заземлены до включения сварочного аппарата в электрическую сеть. 2.6. Нельзя располагать сварочную передвижную машину в загроможденном месте; машина должна быть установлена так, чтобы можно было свободно подойти к ней. 2.7. В случае производства сварочных работ в закрытом помещении или на территории действующего предприятия электросварщику ручной сварки нужно проверить выполнение требований пожарной безопасности и наличие вентиляции в зоне работы. 2.8. Электросварщик ручной сварки не должен приступать к работе при следующих нарушениях требований безопасности: — при отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты; — при отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника; — при недостаточной освещенности рабочего места и подходов к нему; — при отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним; — при пожаровзрывоопасных условиях; — при отсутствии вытяжной вентиляции в случае работы в закрытых помещениях. 2.9. Обнаруженные неисправности и нарушения требований безопасности должны быть устранены собственными силами до начала работ, а при невозможности сделать это сварщик обязан сообщить о них руководителю работ.