Обозначение сварных швов
Содержание:
- Зачистка
- Дефекты группы 3 — Твердые включения
- Зоны сварного соединения
- Правила нанесения обозначений и особенности их расшифровки
- Сущность термитной сварки
- Дефекты группы 2 — Поры
- Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
- Сварочно-технологические свойства электродов ГОСТ 9466
- Прокалка сварочных электродов
- Классификация сварных соединений и швов
- Типичные дефекты термитной сварки выводов ЭХЗ
Зачистка
А на Ваших сварных швах часто бывают дефекты?
Никогда!Редко, но бывают
После выполнения сварки рекомендуется зачистить шов.
Этот процесс выполняется в 3 этапа:
- Чистка зоны, ближайшей к шву – часто сюда попадают капли металла. Их отбивают при помощи молотка или зубила.
- Полировка шва – чтобы шов не бросался в глаза, его полируют при помощи шлифмашинки.
- Лужение шва – этот этап нужен, если варились мягкие металлы. На шов наносят тонкий слой расплавленного олова.
Перед тем как проводить зачистку, нужно проверить шов на наличие следующих дефектов:
- Трещины на шве.
- Лунки, которые образуются от искрения.
- Окалина от электродов.
- Непроваренные участки.
Всех этих погрешностей легко избежать, если соблюдать технологию сварки, использовать качественные и чистые электроды, и контролировать состояние шва в процессе работы.
Таким образом, существует множество видов сварочных швов. Каждый из них применяется в зависимости от сварочного соединения, положения в пространстве, и других факторов. Ключевое при выборе вида шва – его целесообразность и оправданность будущей конструкцией.
- Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
- Инверторные сварочные аппараты: разновидности, рейтинг моделей, их плюсы и минусы, как выбрать оптимальный, советы по использованию и обслуживанию
- Как пользоваться холодной сваркой: инструкция и советы, разновидности, руководство по использованию
Дефекты группы 3 — Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение
Твердое включение (300) — твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение
Шлаковое включение (301; Ва) — шлак, попавший в металл сварного шва.
В зависимости от условий образования такие включения могут быть:
- линейными (3011)
- разобщенными (3012)
- прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение
Флюсовое включение (302; G) — флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
- линейными (3021)
- разобщенными (3022)
- прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение
Оксидное включение (303; J) — оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение
Металлическое включение (304, Н) — частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
- вольфрама (3041)
- меди (3042)
- другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений — замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Зоны сварного соединения
Зона сплавления – занимает от 0,1 до 0,4 мм основного металла. В ней присутствуют частично оплавленные зерна. Когда металл прогревается в данной зоне, то он приобретает игольчатую структуру. Она обладает низкой прочностью и высокой хрупкостью.
Зона термического влияния – она разделяется на четыре участка. Первый участок относится к основному металлу, который нагрелся до температуры выше 1100 градусов Цельсия. Он обладает крупнозернистой структурой. Зерна в данной области, примерно, в 12 раз больше стандартных. Из-за перегрева снижается вязкость, пластичность и прочие механические свойства металла. Это самый слабый участок сварки, в котором зачастую происходит разрыв.
Второй участок – это зона нормализации, где основной металл прогревается на 900 градусов Цельсия. Структура зерна здесь намного более мелкая, чем в предыдущем случае. Данный участок занимает от 1 до 4 мм.
Третий участок – зона неполной кристаллизации. Здесь основной металл прогревается от 750 до 900 градусов Цельсия. На нем встречаются как мелкие, так и крупные зерна. За счет неравномерного распределения кристаллов механические свойства снижаются.
Четвертый участок – зона рекристаллизации. Область прогревается от 450 до 750 градусов Цельсия. Здесь восстанавливается форма зерен, которые были деформированы прошлыми механическими воздействиями. Примерная ширина данного участка составляет от 5 до 7 мм.
Зона основного металла – начинается от участка, который прогревается менее чем 450 градусов Цельсия. Здесь структура схожа с основным металлом, но за счет прогревания сталь теряет свои свойства крепости. По границе выделяются нитриды и оксиды, которые ослабляют связь зерен. Металл приобретает более высокую прочность в данном месте, но получает меньшую ударную вязкость и пластичность.
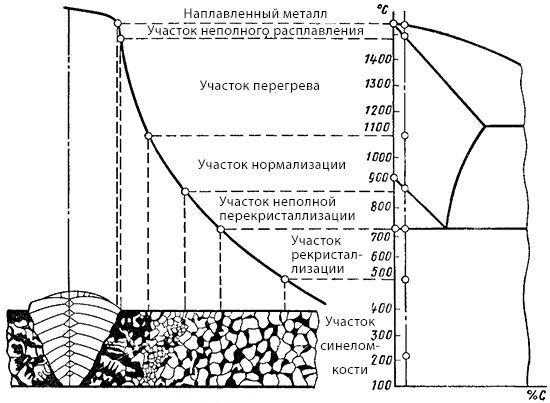
Схема зон сварного шва
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.

На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
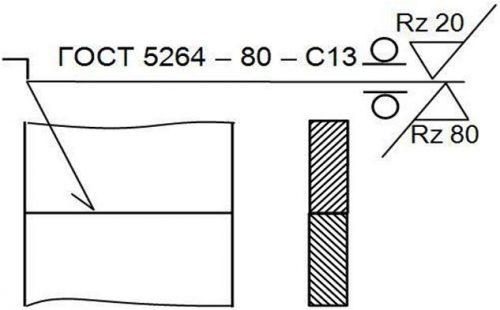
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
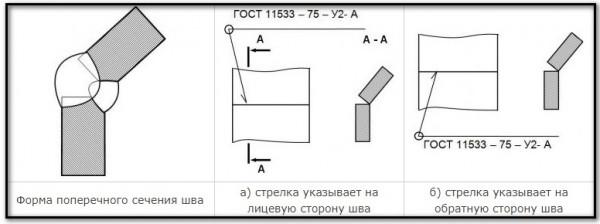
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
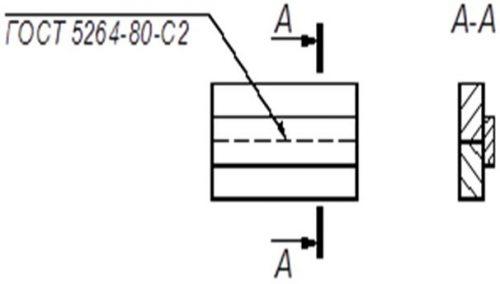
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
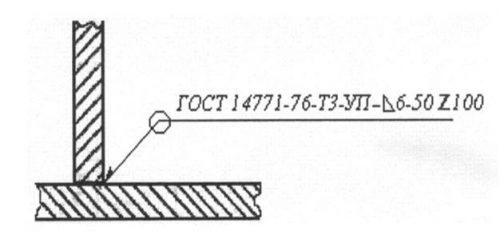
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
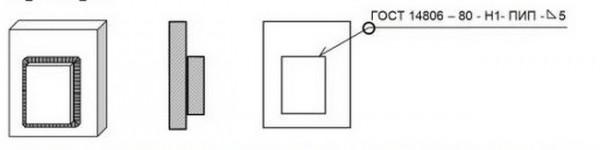
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
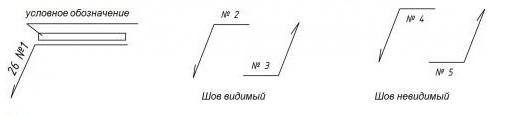
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Сущность термитной сварки
Способ термитной сварки основан на получении тепла в процессе химической реакции, в результате свариваемые материалы нагреваются до температуры плавления и свариваются.
Для термитной сварки применяются порошкообразные горючие смеси металлов с окислами металлов, которые при сгорании выделяют большое количества тепла. Такими материалами в термитных смесях служат металлы с большой теплотой образования окислов, например алюминий и магний.
Для термитной приварки выводов ЭХЗ используется медный термит, в состав которого входят порошок алюминия, меди и из медная окалина.
Для запуска процесса сварки термитную смесь необходимо зажечь. Горение термитной смеси проходи довольно активно. Смесь сгорает за 5 — 10 сек с образованием большого количества тепла, температура может достигать 3000 градусов. Принцип термитной сварки выводов ЭХЗ основан на сжигании термитной смеси в специальной огнеупорной форме — тигле. По окончании процесса горения продукты реакции — жидкая медь и шлак разделятся на слои в зависимости от плотности. Жидкая смесь расплавляет мембрану в тигле и выливается на свариваемый металл, оплавляя его и образуя сварное соединение. Жидкий шлак служит в качестве защиты сварного соединения и сохраняет тепло для полного завершения процесса сварки.
В термитные смеси кроме основных компонентов, добавляют различные присадки и легирующие компоненты, для улучшению технологических свойств термита и приданию сварному соединению специальных свойств.
Дефекты группы 2 — Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т.д.)
Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) — полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металлеили
— полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) — несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую формуили
— газовая полость обычно сферической формы (ГОСТ 30242 — 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) — группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) — группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) — ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) — несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ
Свищ (2016; Ab) — трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) — газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) — полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) — усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходовили
— дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
Отклонение от перпендикулярности торца трубы относительно образующей: 05мм. для Dу до 65мм.; 1,0мм. для Dу св.65мм. до 125мм.; 1,5мм для Dу свыше 125мм. до 500мм.; 2,0 мм для Dу свыше 500мм.(п. 7.1.18. ПБ 03-585-03)
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм. должны быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены (п. 7.1.19. ПБ 03-585-03)
Газовую, воздушно-дуговую или плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо производить с предварительным подогревом 200-250 С и медленным охлаждением. После резки кромки должны быть проконтролированы капиллярной или порошковой дефектоскопией. Обнаруженные трещины удаляются механической зачисткой по всей кромке. (п.п. 7.1.16., 7.1.17 ПБ 03-585-03)
После термической резки кромки труб из закаливающихся сталей должны быть зачищены на глубину не менее 3 мм., а из углеродистых и аустенитных сталей на глубину не менее 0,5 мм. от наибольшей впадины реза (п.п. 18.20,18.21 РД 38.13.004)
Подготовка кромок трубопроводов котельного оборудования (КО1,2)
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены на ширину: по наружной поверхности не менее чем на 20 мм. от кромки разделки, –по внутренней не менее 10 мм. При установке штуцера поверхность со стороны наложения шва должна быть зачищена на ширину 15-20 мм. от отверстия, а поверхность очка на всю глубину. (п. 6.2.4. РД 153-34.1-003)
Кислородную резку труб из хромо молибденовых и хромо ванадиевых сталей с толщиной стенки более 12 мм. при температуре воздуха ниже 0 С необходимо производить с предварительным подогревом 200 С и медленным охлаждением. (п. 6.1.5. РД 153-34.1-003)
При термической резке высоколегированных сталей (мартенситного мартенситно-ферритного и аустенитного классов)должен быть предусмотрен припуск не менее 1 мм. на последующую механическую обработку (п. 6.1.4. РД 153-34.1-003)
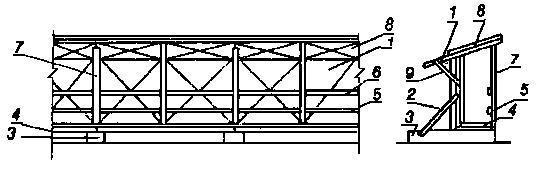
Подготовка кромок строительных конструкций
Непосредственно перед сваркой кромки и прилегающие к ним участки на ширину 20 мм. при ручной или механизированной дуговой сварке и не менее 50 мм. для автоматической, а также места примыкания начальных и выводных планок должны быть тщательно очищены от окалины грязи, краски, масла, ржавчины,влаги, снега и льда. (п. 5.6. РД 3415.132, п.1.4.2 ОСТ 36-58, п. 6.5 ОСТ 36-60)
Огневую резку кромок деталей из стали С345 и более прочных при температуре окружающего воздуха ниже минус 15 С нужно проводить с предварительным подогревом металла в зоне реза до 100 С. (п. 5.5. РД 3415.132)
После термической (кислородной, воздушно-дуговой, плазменной)
резки поверхности реза должны быть механически обработаны:
- на элементах из сталей С235 до С285 – до удаления следов резки
- на элементах из сталей С345 до С375 – с удалением слоя толщиной не менее 1 мм.
- на элементах из сталей С390 до С440 — с удалением слоя толщиной не менее 2 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок (п. 5.3. РД 34 15.132).
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
https://youtube.com/watch?v=EptnFOMMip4
По пространственному положению:
- полупотолочный;
- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Типичные дефекты термитной сварки выводов ЭХЗ
|
Дефекты |
Причины образовании дефектов |
Способы устранения дефектов |
|
I .Низкая прочность сварного соединения, вывод отрывается от трубы при сгибании или при удалении шлака. |
Некачественная зачистка поверхности трубы и конца привариваемого вывода. В формирующуюся полость тигель- формы попала термитная смесь. |
Тщательно зачистить место приварки и конец вывода. Сварку повторить. Проверить плотность соединения графитовых вкладышей тигель- формы и прилегание мембраны. |
|
2.Форма термитного контакта неправильная, недостаточное количество наплавленного металла, в тигель- форме образуется пробка из металла и шлака. |
Плохо перемешана термитная смесь, расслоение состава. Термитная смесь отсырела. |
Тщательно перемешать термитную смесь перед засыпкой тигель-форму. Термитную смесь просушить. |
|
3. Наплавленный металл пористый. |
В тигель-форму попала влага. Влага на трубе или на привариваемом конце вывода. |
Просушить тигель- форму. Удалить влагу со свариваемых элементов. |