Приложение 5. «стропы грузовые общего назначения. требования к устройству и безопасной эксплуатации. рд-10-33-93» (утв. госгортехнадзором рф 20.10.1993) (ред. от 08.09.1998)
Содержание:
- 5. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
- Эксплуатация
- 4. ПРАВИЛА ПРИЕМКИ
- 2.1. Общие требования
- Журналы и бланки
- 2.4. Требования к элементам стропов
- Преимущества грузоподъемных стропов
- Книги
- Какие требования предъявляются к стропам?
- Как правильно подобрать грузоподъемные стропы?
- РД 10-33-93 «Стропы грузовые общего назначения» – основные положения
5. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
5.1. При испытаниях стропов статической нагрузкой по п. их ветви должны быть расположены под углом 90° друг к другу.
Допускаются испытания под другим углом с соответствующим пересчетом действующих нагрузок.
При серийном изготовлении стропов время их выдержки под нагрузкой составляет 3 мин, при индивидуальном изготовлении — 10 мин.
Испытательную нагрузку создают с помощью тарировочных грузов или нагрузочных приспособлений с контролем величины нагрузки посредством измерительных приборов,
5.2. Элементы стропов (соединительные звенья, крюки) испытывают на соответствие требованиям п. с помощью нагрузочных устройств или стендов, снабженных приборами, контролирующими величину действующей нагрузки.
5.3. Соответствие материалов и полуфабрикатов элементов стропов и сварочных материалов требованиям пп. , , — проверяют по технической документации на изготовление, утвержденной в установленном порядке,
Качество материалов проверяют по сертификатам или результатам лабораторного анализа.
5.4. Качество поверхностей элементов по пп. и , правильность расположения сварных швов по п. , качество заделки концов канатов по пп. — , цельность канатных ветвей стропов по п. проверяют визуально.
5.5. Отклонение длин ветвей по п. , размеры алюминиевых втулок по п. , радиус гибки по п. , глубину вмятин по п. , увеличение диаметра сечения элемента и относительное смещение концов элемента по п. , размеры сварных швов по п. проверяют с помощью универсального мерительного инструмента.
5.6. Качество сварных соединений, выполненных контактной сваркой, по п. проверяют путем их осмотра, обмера и механических испытаний звеньев на статическое растяжение по ГОСТ 6996.
5.7. Твердость металла по п. определяют по ГОСТ 9012, предел текучести, временное сопротивление разрыву и относительное удлинение металла — по ГОСТ 1497, ударную вязкость металла — по ГОСТ 9454.
Эксплуатация
3.1. Специалист, ответственный за содержание подъемных сооружений в работоспособном состоянии обязан обеспечить содержание в исправном состоянии съемных грузозахватных приспособлений и производственной тары (если содержание их в исправном состоянии не возложено приказом на других лиц) путем проведения периодических осмотров, технических обслуживании и ремонтов в установленные графиком сроки, систематического контроля за правильным ведением журнала осмотра и своевременного устранения выявленных неисправностей, а также личного осмотра грузозахватных приспособлений и тары в установленные сроки.
3.2. Специалист, ответственный за безопасное производство работ с применением подъемных сооружений, обязан не допускать в работу не испытанные, не маркированные или повреждённые съемные грузозахватные приспособления и тару, обеспечивать стропальщиков отличительными знаками.
3.3. Персонал, который назначается для выполнения работ по зацепке грузов, в т.ч. по навешиванию на крюк подъемных сооружений, строповке и обвязке грузов, перемещаемых подъемными сооружениями с применением грузозахватных приспособлений, должен иметь уровень квалификации, соответствующий профессии «стропальщик».
То же требование предъявляется к персоналу основных рабочих профессий, в обязанности которых входит подвешивание на крюк груза без предварительной обвязки (груз, имеющий петли, рымы, цапфы, находящийся в ковшах, бадьях, контейнерах или в другой таре), а также в случаях, когда груз захватывается полуавтоматическими захватными устройствами.
3.4. Для подъемных сооружений, управляемых с пола, зацепку груза на крюк без предварительной обвязки разрешается выполнять персоналу основных рабочих профессий, прошедшему проверку навыков по зацепке грузов и инструктаж на рабочем месте.
3.5. Графическое изображение способов строповки и зацепки должно быть выдано на руки стропальщикам и крановщикам или вывешено в местах производства работ.
3.6. Неисправные грузозахватные приспособления, а также приспособления, не имеющие бирок (клейм), не должны находиться в местах производства работ. Не допускается нахождение в местах производства работ немаркированной и поврежденной тары.
3.7. Строповка грузов должна производиться в соответствии со схемами строповки. Для строповки предназначенного к подъему груза должны применяться стропы, соответствующие массе и характеру поднимаемого груза, с учетом числа ветвей и угла их наклона; стропы общего назначения следует подбирать так, чтобы угол между их ветвями не превышал 90°.
3.8. Соединения крюка грузоподъемной машины с подвесками, петлями и коушами стропов должны быть надежными. Подвеска стропа должна фиксироваться защелкой крюка. Монтажная петля должна закрепляться защелкой в звене крюка стропа.
3.9. В целях предупреждения падения грузов во время подъема и перемещения их подъемными сооружениями следует соблюдать следующие правила строповки:
при обвязке груза стропы должны накладываться без узлов и перекруток;
под острые углы металлических грузов (швеллер, уголок, двутавр) необходимо подкладывать подкладки. При этом необходимо учитывать расположение центра тяжести груза. Подводить строп под груз следует так, чтобы исключить возможность его выскальзывания во время подъема груза. Обвязывать груз нужно таким образом, чтобы во время его перемещения исключалось падение его отдельных частей и обеспечивалось устойчивое положение груза при перемещении. Для этого строповка длинномерных грузов (столбов, бревен, труб) должна производиться не менее чем в двух местах;
не использованные для зацепки концы многоветвевого стропа должны быть укреплены так, чтобы при перемещении груза краном исключалась возможность задевания этими концами за встречающиеся на пути предметы.
3.10. Груз, грузозахватное приспособление или тару при их горизонтальном перемещении следует предварительно поднять на 500 мм выше встречающихся на пути оборудования, строительных конструкций и других предметов.
3.11. Опускать перемещаемый груз разрешается лишь на предназначенное для этого место, где исключается возможность падения, опрокидывания или сползания устанавливаемого груза. На место установки груза должны быть предварительно уложены соответствующей прочности подкладки для того, чтобы стропы могли быть легко и без повреждения извлечены из-под груза.
3.12. При производстве работ с применение ПС не допускаются подъем груза, засыпанного землей или примерзшего к земле, заложенного другими грузами, а также освобождение с применением грузоподъемной машины защемленных стропов, канатов, цепей.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия стропов требованиям настоящего РД предприятие должно проводить приемо-сдаточные испытания.
4.2. При испытаниях каждый строп проверяют на соответствие требованиям пп. , , , и .
4.3. Каждый строп должен быть испытан статической нагрузкой, превышающей грузоподъемность этого стропа на 25 %.
4.4. Элементы стропов (крюки, соединительные звенья, ветви стропов и др.) при их серийном изготовлении для поставки на предприятия, производящие стропы, подлежат испытанию статической нагрузкой, превышающей номинальную грузоподъемность элемента на 75 %, на предприятии-изготовителе. Испытанию подвергают не менее 2 % каждой партии изготавливаемых элементов, но не менее двух единиц.
Допускается испытывать указанные элементы непосредственно в составе стропа соответствующей грузоподъемности.
При индивидуальном изготовлении подлежат испытанию элементы каждого стропа или каждый строп.
4.5. При статических испытаниях стропов и их элементов визуально проверяют отсутствие остаточных деформаций и трещин на внешних поверхностях элементов, повреждений канатных ветвей, а также смещения канатов в креплениях.
4.6. Каждый цепной строп должен быть проверен на соответствие требованиям пп. , и .
4.7. Каждый канатный строп должен быть проверен на соответствие требованиям пп. — , , — .
4.8. Крюки должны проверяться на соответствие требованиям пп. , и .
На соответствие требованиям п. должны проверяться все заготовки крюков, изготовленные свободной ковкой, и первая и последняя заготовки из партии, изготовленной горячей штамповкой.
Партия заготовок должна состоять из изделий одного типоразмера, изготовленных из металла одной плавки, на одном штампе и совместно прошедших термообработку.
4.9. При изготовлении крюков свободной ковкой или штамповкой материалы должны проверяться на соответствие предела текучести и относительного удлинения нормативным значениям в объеме, установленном в .
Зависимость числа проверяемых заготовок крюков от размера партии
|
Размер партии |
Число заготовок |
|
До 6 |
1 |
|
От 6 до 30 |
2 |
|
От 30 до 200 |
3 |
|
Свыше 200 |
5 |
Образцы для испытаний крюков, изготовленных свободной ковкой, должны вырезаться из припуска заготовки крюка, а изготовленных горячей штамповкой — из тела крюка.
Временное сопротивление разрыву и ударную вязкость стали следует проверять по требованию потребителя.
4.10. На соответствие требованиям п. должно проверяться не менее 2 % партии подвергающихся сварке элементов.
4.11. На соответствие требованиям пп. и следует проверять не менее 10 % деталей.
4.12. На соответствие требованиям п. следует проверять все детали.
4.13. Алюминиевые втулки проверяют на соответствие требованиям п. .
4.14. Для элементов, подвергающихся выборочной проверке, при получении неудовлетворительных результатов по какому-либо из показателей должна производиться повторная проверка по этому показателю удвоенного числа образцов, взятых из той же партии.
При неудовлетворительных результатах повторной проверки партию бракуют.
2.1. Общие требования
2.1.1. Грузовые
стропы должны изготавливаться в соответствии с требованиями настоящего РД,
Правила устройства и безопасной эксплуатации грузоподъемных кранов, а также
конструкторской документации, утвержденной в установленном порядке.
Проектирование и изготовление
грузовых стропов должно проводится в организациях и на предприятиях, имеющих
лицензию (разрешение) органов Госгортехнадзора России и располагающих
квалифицированными специалистами и техническими средствами, обеспечивающими их
проектирование и изготовление в полном соответствии с требованиями настоящего
нормативного документа.
Для получения разрешения
(лицензии) на изготовление стропов предприятие-изготовитель должно представить
в территориальные органы госгортехнадзора документы, указанные в п. 2.1 Положения о порядке выдачи специальных
разрешений (лицензий) на виды деятельности, связанные с повышенной опасностью
промышленных производств (объектов) и работ, а также с обеспечением
безопасности при пользовании недрами, утвержденного постановлением Госгортехнадзора
России от 03.07.93. № 20.
К заявлению
предприятия-изготовителя стропов должны быть приложены и другие документы,
подтверждающие возможность и готовность качественного изготовления стропов, в
том числе:
— технические условия на
изготовление, утвержденные в установленном порядке,
— рабочие чертежи стропов,
— описание технологического
процесса изготовления стропов (технологические карты),
— сертификаты на канаты и
цепи,
— справка о наличии аттестованных
специалистов (при необходимости выполнения сварочных работ).
Разрешение (лицензия) на
изготовление стропов выдается территориальными органами Госгортехнадзора России
на основании результатов проверки предприятия-изготовителя и рассмотрения представленной
им документации. Стропы, изготавливаемые для сторонних организаций, должны быть
снабжены паспортом, форма паспорта приведена в приложении 4.
(Измененная редакция, Изм. №
1).
2.1.2. Расчет канатов и
цепей стропов, используемых как для непосредственной обвязки груза, так и для
захвата последнего с помощью концевых звеньев, производят на растяжение.
2.1.3. Определение усилий в
канатах и цепях двух-, трех- и четырехветвевых стропов при отсутствии дополнительных
требований производят исходя из условия, что углы между ветвями не превышают
90° (рис. 1).
2.1.4. Расчет трех- и
четырехветвевых стропов при отсутствии гарантии равномерности распределения
нагрузок между ветвями производят исходя из условия, что груз удерживается
только двумя ветвями.
2.1.5. При расчете на
действие номинальной нагрузки запас прочности для канатов и цепей по отношению
к разрушающей нагрузке, указанной в их сертификате, должен быть не менее 6,0 и
5,0 соответственно.
2.1.6. При проверке
прочности сечения рабочей части крюка стропа и учете кривизны последнего запас
прочности по отношению к пределу текучести материала принимают не менее 1,2, а
для сечения ветвей головки крюка с проушиной при расчете на растяжение — не
менее 1,5.
Рис. 1. Строповка груза двух- (а), трех- (б) и
четырехветвевыми (в) стропами
2.1.7. При расчете петель
всех типов их прямолинейные участки рассчитывают на растяжение; запас прочности
по отношению к пределу прочности материала должен быть не менее 5,0. Для
криволинейных участков при расчете с учетом их кривизны запас прочности для
внутренней стороны сечения должен быть не менее 1,1 по отношению к пределу
текучести материала, а на внешней стороне — не менее 1,3 по отношению к пределу
прочности материала.
2.1.8.
Грузоподъемность цепных стропов, предназначенных для перемещения грузов,
имеющих температуру свыше 300 °С, но не более 500 °С, снижают на 25 %, а свыше
500 °С — на 50 %.
2.1.9.
Канатные стропы, ветви которых изготовлены из канатов с органическим
сердечником, допускается применять для транспортирования грузов, имеющих
температуру не выше 100 °С, а стропы, ветви которых изготовлены из канатов с
металлическим сердечником, с заделкой концов каната опрессовкой алюминиевыми
втулками, — не выше 150 °С.
Грузоподъемность стропов с
ветвями из каната со стальным сердечником при перемещении грузов, имеющих
температуру от 250 до 400 °С, снижают на 25 %; перемещение грузов, имеющих
температуру свыше 400 °С, не допускается.
2.1.10.
Отклонение длины ветвей, используемых для комплектации одного стропа, не должно
превышать 1 % от длины ветви.
Журналы и бланки
БухгалтерияОхрана труда и техника безопасностиМЧСКадровая работа: Журналы, бланки, формыЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФКонструкторская, научно-техническая документацияЛесное хозяйствоПромышленностьГостиницы, общежития, хостелыСвязьЖурналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЛифтыКомплекты журналовНефтебазыБассейныГазовое хозяйство, газораспределительные системы, ГАЗПРОМЖКХЭксплуатация зданий и сооруженийЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы для образовательных учрежденийЖурналы и бланки для армии, вооруженных силБанкиГеодезия, геологияГрузоподъемные механизмыДокументы, относящиеся к нескольким отраслямНефтепромысел, нефтепроводыДелопроизводствоЖурналы для медицинских учрежденийАЗС и АЗГСЭлектроустановкиТепловые энергоустановки, котельныеЭнергетикаШахты, рудники, метрополитены, подземные сооруженияТуризмДрагметаллыУчреждения культуры, библиотеки, музеиПсихологияПроверки и контроль госорганами, контролирующими организациямиРаботы с повышенной опасностьюПожарная безопасностьОбложки для журналов и удостоверенийАптекиТранспортРегулирование алкогольного рынкаАвтодороги, дорожное хозяйствоСамокопирующиеся бланкиСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоМетрологияКанатные дороги, фуникулерыКладбищаАрхивыАттракционыЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетов
2.4. Требования к элементам стропов
2.4.1.
Стальные канаты, применяемые для изготовления грузовых стропов, должны отвечать
действующим государственным стандартам и иметь сертификат или копию сертификата
предприятия-изготовителя канатов об их испытании в соответствии с ГОСТ 3241-80 «Канаты стальные.
Технические условия». При получении канатов, не снабженных сертификатом, они
должны быть подвергнуты испытанию в соответствии с указанными стандартами.
Круглозвенные сварные и
штампованные цепи, применяемые для грузовых стропов, должны соответствовать ГОСТ 228 «Цепи якорные» или техническим условиям,
утвержденным в установленном порядке. Цепи должны иметь сертификат.
(Новая редакция, Изм. № 1).
2.4.2.
Ветви канатных стропов должны изготавливаться из цельного каната. Наращивание
канатов не допускается.
2.4.3.
Число проколов каната каждой прядью при заплетке должно быть не меньше
указанного в табл. 1.
Таблица 1
Зависимость
числа проколов каната каждой прядью от его диаметра
|
Диаметр |
Число проколов каждой прядью, не менее |
|
До |
4 |
|
От |
5 |
|
От |
6 |
Последний прокол каждой
пядью должен производиться половинным числом ее проволок (половинным сечением
пряди).
2.4.4. При заделке концов
каната заплеткой места сплетения проволок должны обкатываться обжимными роликами
или протягиваться через обжимную втулку. Разрешается при индивидуальном
изготовлении место заплетки стропа уплотнять простукиванием молотком.
2.4.5.
После отрезки технологических припусков концы прядей должны быть заделаны
способом, исключающим их разматывание и повреждение рук стропальщика.
2.4.6.
Место сплетения не должно иметь выступающих концов проволок. Рекомендуется
обматывать место сплетения проволокой пли снабжать его защитной оболочкой
другого вида.
При защите места сплетения
оплеткой или оболочкой должно быть обеспечено перекрытие участка с выступающими
концами проволок на 10 -30 мм.
2.4.7.
Требования к выполнению заделки концов канатов опрессовкой алюминиевыми
втулками приведены в приложении 1.
2.4.8.
Крюки должны изготавливаться ковкой или штамповкой. Допускается изготовление
крюков из листовой или полосовой стали при условии направления волокон вдоль
вертикальной оси крюка. Крюки грузоподъемностью до 1 т допускается изготовлять гибкой
из прутков по технологии, согласованной со специализированной организацией по
кранам.
При изготовлении кованых и
штампованных крюков сварка не допускается.
Крюки, изготовленные из
листовой стали и круглого прутка, после сварки должны подвергаться нормализации.
Крюки должны снабжаться
предохранительными замками.
2.4.9.
Петли и скобы должны изготавливаться гибкой; допускается изготовление их
ковкой, штамповкой или плазменной резкой из листового или полосового материала.
Применение других способов резки
допускается при согласовании технологического процесса резки со
специализированной организацией по кранам.
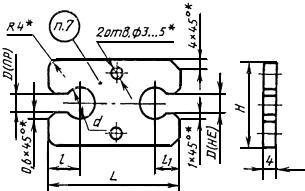
2.4.10.
При изготовлении элементов, указанных в пп. 2.4.8и2.4.9, холодной гибкой относительные радиусы гибки (по внутренней
поверхности) не могут быть меньше значений, приведенных в табл. 2.
Таблица 2
Зависимость
радиуса гибки (r) от толщины элемента
|
Толщина |
Углеродистые стали |
Низколегированные стали |
|
r |
||
|
До |
2d |
5d |
|
От |
3d |
8d |
|
От |
5d |
10d |
2.4.11.
Качество поковок для кованых и штампованных крюков (захватов) должно соответствовать
группе II по ГОСТ 8479.
2.4.12.
На поверхности крюков, звеньев и других элементов стропов не допускаются трещины,
плены, расслоения, волосины и надрывы.
Заваривать и заделывать
указанные дефекты не разрешается.
Допускаются отдельные
вмятины глубиной в пределах допуска на размеры материала, из которого
изготовлены элементы.
2.4.13.
Сварной шов треугольного звена (петли) должен располагаться в центре нижней
прямолинейной части звена, а овального кольца — на прямолинейной части.
2.4.14.
Крюки после ковки или штамповки, разъемные звенья после гибки и неразъемные
звенья после сварки должны пройти термообработку и быть очищены от окалины. Вид
термообработки — нормализация.
Для элементов, изготовленных
из низколегированных сталей, твердость после нормализации не должна превышать
НВ 140.
Преимущества грузоподъемных стропов
-
При производстве мы используем только надёжные и качественные материалы/комплектующие, которые имеют все необходимые сертификаты и паспорта изготовителей. Это позволяет обеспечить высокий ресурс работы выпускаемых изделий.
-
Производство в соответствии со всеми требованиями РД, нормами техпроцесса. Это гарантирует безопасность грузоподъемных работ.
-
Сотрудники отдела продаж предложат большой ассортимент грузовых стропов. Кроме того, мы можем наладить производство изделий по индивидуальным заказам. Это позволяет решать узкоспециализированные задачи, сохраняя высокую эффективность и безопасность рабочего процесса.
-
Собственное производство, налаженные деловые связи и оптимизация деятельности позволяют нам поддерживать низкие цены на грузовые стропы общего назначения.
Вам может быть интересно:
- Что необходимо знать, выбирая стропы
- Область применения цепных стропов
- Грузовые цепные стропы из цепей повышенной прочности: класс Т(8)
Скачайте прайс-лист нашей продукции
Цепные стропыКанатные стропыТекстильные стропы
Книги
Нормативные правовые актыОбщественные и гуманитарные наукиРелигия. Оккультизм. ЭзотерикаОхрана труда, обеспечение безопасностиСанПины, СП, МУ, МР, ГНПодарочные книгиПутешествия. Отдых. Хобби. СпортНаука. Техника. МедицинаКосмосРостехнадзорДругоеИскусство. Культура. ФилологияКниги издательства «Комсомольская правда»Книги в электронном видеКомпьютеры и интернетБукинистическая литератураСНиП, СП, СО,СТО, РД, НП, ПБ, МДК, МДС, ВСНГОСТы, ОСТыЭнциклопедии, справочники, словариДомашний кругДетская литератураУчебный годСборники рецептур блюд для предприятий общественного питанияЭкономическая литератураХудожественная литература
Какие требования предъявляются к стропам?
В силу простоты конструкции предъявляемых требований не слишком много, однако выполнение их неукоснительно, а любая халатность недопустима и карается согласно трудовому законодательству. В первую очередь, они касаются конструкции строп, а именно:
| № | Полезная информация |
|---|---|
| 1 | цепные стропы включают в себя цепь, состоящую из определённого техническим заданием количества звеньев (в зависимости от длины) одинакового диаметра и сорта стали. Использование звеньев из другой цепи либо другой толщины или диаметра категорически запрещается. Для устранения каких-либо поломок используются либо электрическая сварка (для ремонта повреждённого либо деформированного звена) либо соединительные звенья из ветвевой цепи |
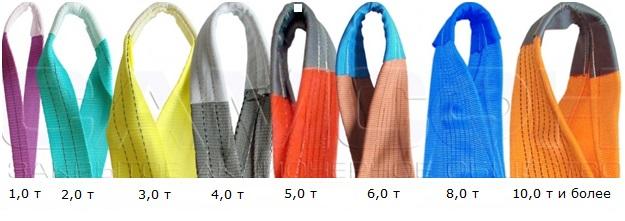
| 2 | при производстве канатных строп используются исключительно круглопрядные тросы двойной свивки, изготовление которых регламентируется нормами ГОСТ 3241. Сердечник троса обычно изготавливается из пеньки либо хлопковой пряжи; материалы могут изменяться в зависимости от планируемого температурного режима использования изделия (для работы при температуре от +400С используются стропы, изготавливающиеся согласно отдельному ГОСТ 7669) |

Канатные стропы
важно упомянуть также и о завивке концов канатов, а также способах их соединений при использовании кольцевого типа конструкции. Для завивки обычно используется заплётка тонкой проволокой диаметром до 1 мм, для соединения – опрессовка втулкой из алюминиевого сплава; при использовании комбинированной системы из канатных и цепных видов стропов используются специальные крепёжные приспособления, которые называются коушами, которые предотвращают повреждение оплётки
Коуши могут быть полукруглыми, треугольными, каплевидными, а также выпускаться в нестандартных формах согласно выданному техническому заданию.
Для размещения стропа на грузовом тросе подъёмника используют петли либо специальные овальные звенья – неразъёмные или с замком. Для осуществления захвата груза могут также использоваться петли, но чаще – крюки на стандартной или карабинной основе.
Рекомендуем купить
Как правильно подобрать грузоподъемные стропы?
Перед покупкой нужно обратить внимание на массу груза, размещение центра его тяжести, число захватных и концевых элементов и мест застропки
Кроме этого, важно не ошибиться с длиной ветви и материалом, из которого она изготовлена
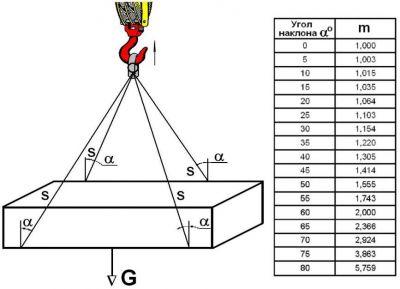
Допустимая нагрузка рассчитывается по специальной формуле. В ней учитывается масса груза, количество ветвей, угол их наклона и коэффициент неравномерности на каждую из них. При этом угол между ними не должен превышать 45°.
 |
|
|
Рис.1. Схема распределения нагрузок на ветви стропа: I – рекомендуемая зона захвата груза; II – нерекомендуемая зона захвата груза. |
Рис.2. Схема строповки грузов |
| αº | 0º | 5º | 10º | 15º | 20º | 25º | 30º | 35º | 40º | 45º | 50º | 55º | 60º | 65º | 70º | 75º | 80º |
| m | 1,000 | 1,003 | 1,015 | 1,035 | 1,064 | 1,103 | 1,154 | 1,220 | 1,305 | 1,414 | 1,555 | 1,743 | 2,000 | 2,366 | 2,924 | 3,863 | 5,759 |
Заказать
Ещё один важный параметр — коэффициент запаса прочности стропов. Он указывается в паспорте изделия и зависит от разрывного усилия того материала, из которого оно изготовлено. У цепных приспособлений он равен 4, у канатных — 6, у текстильных — 7.
Наше предприятие организует быструю доставку готовых стропов, грузозахватных и грузоподъёмных приспособлений в любой населённый пункт РФ. Перевозкой заказанных изделий в пределах Московской области занимается наша транспортная служба. В зависимости от суммы заказа бесплатно.
Оплата принимается по безналичному переводу на счёт организации. Наши бухгалтеры и юристы оперативно готовят всю сопутствующую документацию.
Желаете приобрести надежные, эффективные и безопасные сертифицированные стропы? Воспользуйтесь услугами ООО «Стартком»!
РД 10-33-93 «Стропы грузовые общего назначения» – основные положения
В первую очередь, определяются используемые конструкции грузовых строп. Всего выделяют два типа – ветвевые, оснащённые крюком для захвата и петлёй для крепления к тросу подъёмного крана и кольцевые – сомкнутые в петлю, использующиеся для обвязки груза и обычно применяющиеся совместно с ветвевыми стропами.
Независимо от типа конструкции, для изготовления канатных стропов используются отрезки стальных тросов, для цепных, соответственно, цепи с круглыми звеньями одинакового диаметра. Грузоподъёмность конструкции может колебаться от 500 килограмм до 50 тонн и в обязательном порядке указывается в технической документации изделия и на специальных бирках.
Итоговая документация, которая выдаётся такими предприятиями, обязательно включает в себя:
- копию технического задания, предоставленного заказчиком;
- полные графические схемы всех элементов стропа с текстовыми пояснениями;
- технологическую карту, включающую в себя перечень и подробное описание процессов производства изделия;
- сертификаты, подтверждающие проведение испытаний пригодности изделия в лабораторных условиях с применением нагрузок, значение которых должно превышать номинальные в среднем на 25%;
- при использовании в процессе изготовления сварочных швов – справка о соответствующем образовании проводившего сварку специалиста.