Сварка металлоконструкций
Содержание:
- Виды сварки для сборки металлоконструкций
- Планирование и учёт нормативных требований
- Обеспечение правильной сборки
- Требования к сварке металлических конструкций
- Инновационные сварочные технологии
- Визуальный осмотр
- Дополнительные моменты
- Инновационные технологии
- Оформление документации
- Сварные соединения и их виды
- Внешний осмотр
- Контроль качества сварочных материалов
- Классическая технология
- Виды контроля
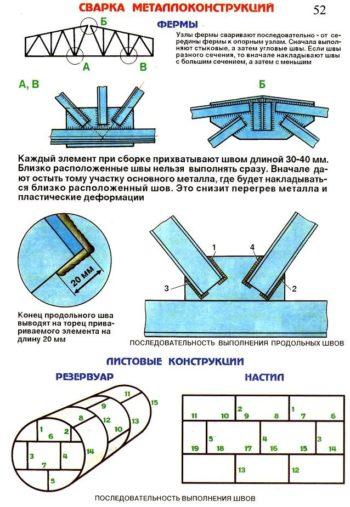
Виды сварки для сборки металлоконструкций
Как правильно сварить конструкцию из металла? Вопрос на самом деле серьезный. И ответ на него зависит не только от выбранных стальных профилей, их толщины и марки стали. Большое значение имеет и вид выбранной сварки.
Если говорить о ручной сварке, то она применяется, и это качественный вид сваривания металлов, который все-таки зависит от квалификации сварщика. Единственный ее недостаток – низкая производительность. Поэтому все чаще ручную сварку в цехах заменяют механизированной (порошковыми проволоками) и автоматической в защитных инертных газах или в слое защитных флюсов. Обычно механизированный вид применяют для сварки угловых, потолочных и вертикальных швов. Автоматический для нижних положений.
Из всего вышесказанного можно сделать вывод, что для сборки металлоконструкций можно использовать любой вид сварки как в цеховых помещениях, так и на монтажных открытых участках. Самое интересное, что многие зарубежные компании, оснащенные современными видами сварочных видов оборудования, предпочтение отдают ручной дуговой электросварке. К примеру, в Японии многие крупные компании, занимающиеся возведением ответственных металлоконструкций, используют до 65% ручной сварки.
Температурный режим сварочного процесса
Температура окружающей среды сильно влияет на технологию проведения сварочных работ и на качество самого сварочного шва.
- Нельзя проводить сварку металлоконструкций, если температура металлической заготовки ниже -18С. Температуру обычно контролируют вблизи стыка двух деталей. Для проведения сварки саму заготовку необходимо подогреть. Греть весь металл нет необходимости, достаточно на расстоянии толщины заготовки от края соединяемых кромок. Или на расстоянии не менее 76 мм во всех направлениях.
- Если соединяются две заготовки из разных марок сталей, то подогрев производится по температуре более высокопрочной стали. Конечно, показатель нагрева будет зависеть и от толщины заготовки. К примеру, марку А514 при толщине детали не более 38 мм надо нагревать до +205С. Более толстые заготовки этой марки надо уже нагревать до +230С.
- Оптимальный нагрев для всех видов сталей — +21С.
Планирование и учёт нормативных требований
План проектных работ (ППР) составляется с учётом заранее утверждённых нормативов, согласно которым подготавливаются так называемые «технологические карты».
Точное выполнение заложенных в них предписаний позволяет грамотно организовать сварочный процесс и обеспечить решение следующих важных задач:
- технологический расчёт объёмов предполагаемых работ (подготовка ведомостей трудовых и материальных расходов);
- составление общей для предприятия схемы электроснабжения;
- учёт замечаний по технологическим особенностям сварочного процесса и контролю его качества;
- выполнение основных требований безопасности (ТБ) и норм охраны труда.
Общее и техническое руководство сварочными работами осуществляется главным сварщиком (при больших объёмах продукции или штате операторов более 200 человек).
В остальных случаях ответственным исполнителем этой части производственного процесса назначается либо ведущий инженер, либо прораб (мастер) участка сварки.
Согласно требованиям государственных стандартов этот класс монтажных операций подлежит обязательному нормированию, позволяющему грамотно организовать рабочий процесс.
Действующие сварочные нормативы (при условии точного следования указаниям соответствующих документов) позволяют повысить текущую выработку и качество готовой продукции.
Основной показатель нормирования – это время, затрачиваемое на изготовление конструкции заданной сложности, складывающееся из многих составляющих.
На основании этого времени на предприятиях устанавливается норма выработки на одного исполнителя, являющаяся показателем средней производительности сварочных работ.
По положениям СНиП, касающимся организации сварочных операций, данный параметр учитывает ряд факторов, включая норму расхода электроэнергии, а также затраты на вспомогательные материалы и подсобный инструмент. Помимо этого, на основании нормы выработки определяются и другие расчётные показатели конкретной сварочной операции.
https://youtube.com/watch?v=PLFeHtF2Beg
Обеспечение правильной сборки
Обеспечение высококачественного завершения работ также основывается на правильном следовании определенному перечню правил по сборке металлоконструкций:
- Подбирая детали из которых будет состоять металлоконструкция, стоит придерживаться чертежей, которые были обрисованы при составлении проекта. Иначе минимальными потерями будет несоответствие внешнего вида конструкции, а в худшем случае она не сможет выполнять возложенные на нее функции.
- Исходя из плана проекта каждый элемент должен находиться на своем месте.
- Ширина зазоров имеет не последнюю роль при возведении конструкций. Если в конечном итоге они будут иметь большие габариты, чем должны были по задумке, то данный факт очень сильно отразится на прочности изделия. Но в свою очередь чересчур мелкие зазоры могут негативно отразиться на правильной работе подвижных деталей.
- Любая конструкция имеет углы, уровень которых должен быть проконтролирован при помощи специальных инструментов. Там, где это требуется углы должны быть исключительно прямые, иначе это очень сильно отразится на положении конструкции и вызовет ее перекос, или даже приведет к полному разрушению.
- Стыковые соединения должны быть обеспечены зазорами с достаточным пространством для допустимого люфта элементов.
- На протяжении возведения всей конструкции данные моменты необходимо учитывать. Особенно в случае с автоматической сваркой, ведь при ручной технологии рабочий может проконтролировать и скорректировать направление детали, что практически невозможно сделать при использовании автоматических приспособлений. Но в тоже время роботизированное вмешательство в сварку практически исключает погрешности, вызываемые человеческим фактором.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
 Сварка металлических конструкций.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия.
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы.
Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.

Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
-
Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. -
Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. -
Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. -
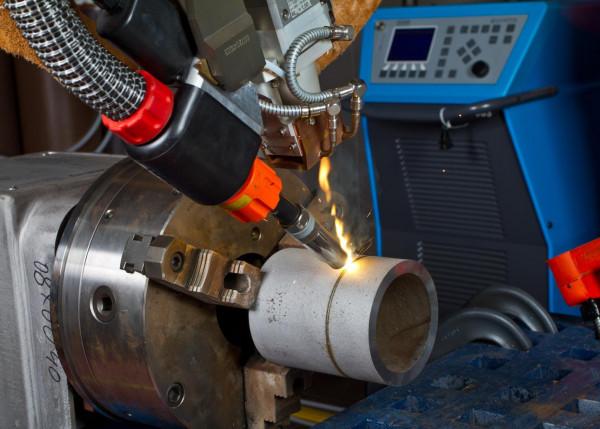
Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. -
Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Визуальный осмотр
Любое соединение изначально оценивается визуально. Зачастую обычного наблюдения достаточно, чтобы выявить внешние и некоторые внутренние дефекты. К примеру, изменения габаритов шва по высоте и ширине говорят о том, что в процессе сварки происходил обрыв дуги. Он, как правило, становится причиной непроваров.
Перед осмотром шов необходимо очистить от образовавшегося шлака или брызг. При необходимости детального рассмотрения зону сварки обрабатывают спиртом и 10% раствором азотной кислоты. В результате такой обработки поверхность становится матовой, и на ней отчетливо видны трещины или поры. Закончив осмотр, следует остатки кислоты удалить спиртом, иначе она будет разъедать металл.

Визуальный контроль предусмотрен для выявления неправильной геометрии швов, трещин, пор, наплывов и непроваров. Из дополнительных средств оснащения применяется лампы освещения и лупа. При помощи этих инструментов распознается пережог и подрез. Помимо этого, можно отследить поведение трещины при эксплуатации. Точный измерительный прибор, позволяющий зафиксировать мелкие элементы – штангенциркуль. Но и обыкновенная линейка тоже бывает полезной. Некоторые дефекты обнаруживаются при помощи специальных шаблонов.
Дополнительные моменты
Схема сварки неплавящимся электродом.
Но чтобы вся работа выполнялась качественно и на должном уровне, важно соблюдать все требования к технологии производства металлоконструкций. Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов
Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид
Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов. Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид.
Главное, неправильные швы грозят возникновением неприятных ситуаций: они могут разойтись, лопнуть, треснуть. А это в свою очередь приведет к дополнительным ремонтным работам. И это хорошо, если от такого «дефекта» никто не пострадает, но ведь может случиться и наоборот.
Вот поэтому, перед тем как браться за самостоятельную сварку, лучше проконсультироваться по этому вопросу с соответствующими специалистами.
Инновационные технологии
Времена, когда сварную конструкцию из металла изготавливали исключительно классическим способом позади. Инновационное оборудование прошло этап испытания прототипов и сейчас активно используется на передовых предприятиях.
К современным методам соединения относят:
- трением;
- лазерный;
- ультразвуковой;
- взрывом;
- термитный;
- плазменный.

Наибольший интерес представляет последний способ. Его особенность – использование ионизированного газа, который выполняет функции электрической дуги. При этом рабочие параметры плазменного генератора гораздо выше.
В случае необходимости, простой настройкой можно переориентировать сварочный аппарат под функции резака для металла.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Сварные соединения и их виды
Сварные соединения классифицируются по наличию одного из следующих признаков:
- Месторасположение соединения 2 деталей.
- Тип применяемого сварного шва.
- Сварочные технологии, применяемые при соединении.
- Окружающими условиями, при которых проводился сам процесс
- По толщине деталей.
- Марка сплава, из которого изготовлены детали.

Сварной шов по алюминию
Касательно первого пункта плана, днетали, по геометрическому расположению, имеют четыре вида соединения:
- Встык, одноплоскостное соединение двух заготовок.
- Внахлест, когда заготовки привариваются при наложении края одной детали на край другой.
- Угловые соединения — объединение деталей под определенным углом.
- Тавровое соединения. Сварка при примыкании детали к другой торцевой плоскостью.
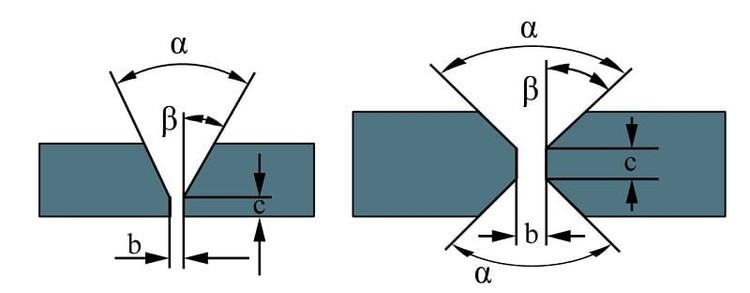
Стыковые соединения выполняются проваром по толщине элемента или при создании шва на выводных планках. Если сварочный процесс выполняется вне цехового помещения, то соединение можно организовать односторонней сваркой, с дальнейшей подваркой основания шва, что подразумевает собой заполнение пространства между элементами, производимое по одной из кромок.
Работа основывающаяся на выводных подкладках кардинально разнится с предшествующей. Подкладка должна прилегать к кромке объединяемых деталей — это раз. Образовавшееся пространство должно иметь размеры не более 6 мм. Данное условие распространяется на метод ручной сварки. Если же работа выполняется механизированным способом. То он не должен превышать 15 мм. Подкладки выбираются исходя из параметра толщины, чтобы во время рабочего процесса не случился прожог детали.

Сварной шов по титану
В возводимых конструкциях, основанных на стыковых соединениях, нередко объединяются заготовки, выполненные в разной толщине. В таком случае применяется метод обработки, при котором уменьшается угол наклона у стали с большей толщиной, который должен соответствовать 1/8 наклона растянутых заготовок металлоконструкции, или 1/5.для сжатых элементов.
Внешний осмотр
 Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Контроль качества сварочных материалов
Качество шва зависит от многих факторов. Но самая высокая зависимость всегда от одного и того же фактора: качества расходных материалов. Это качество нужно постоянно контролировать с выполнением стандартов и правил контроля и, самое главное, хранения и употребления всех сварочных компонентов.
Самым первым и простым требованием является соблюдение маркировки упаковочных изделий в виде коробок, пачек, баллоном или паллет, на которых в обязательном порядке должны быть указаны главные паспортные данные.
Без такого рода данных вся партия расходных материалов должна быть проверена по всем установленным показателям с вскрытием упаковки, до конца которой использование этих изделий запрещается.
Вопрос, как и в каком объеме можно использовать расходники, которые имеют несоответствие, или упаковка которых повреждена, решается начальством в каждом индивидуальном случае.
Классическая технология
Классическая технология сварки металлоконструкций основана на проверенных временем методах, таких как газово-огневая и электрическая сварка. В обоих вариантах способы накладки швов делятся на :
- Автоматический.
- Полуавтомат.
- Ручной.
Автоматический способ основывается на отсутствии физического труда человека. Специальный роботизированной аппарат, в зависимости от проводимых работ, переводится в правильный режим и выполняет работу, тем самым заменяя собой человека. Подобные агрегаты имеют ограничения, прокомментированные в их инструкциях. Выгоднее всего использовать подобные машины в массовом производстве компаниями, продукция которых нуждается в большом количестве соединений.
Ручной метод подразумевает наличие физического человеческого труда. В него входят контроль над сварочными электродами и формированием соединения. Чаще всего под ручным методом подразумевается:
- Использование стандартной сварки с нанесением флюса.
- Пайка металлоконструкций газосварочным устройством.
- Электродуговая сварка.
Последний способ популярен при работе в домашних условиях под собственные нужды, либо на небольшом предприятии, так как крупное производство будет иметь большие затраты на поддержание подобного способа сварки конструкций.

Сварка полуавтоматом
Полуавтомат — подразумевает обработку швов вручную, но подача самого электрода осуществляется автоматически, благодаря чему возрастает производительность труда. И в совокупности человеческого фактора и автоматического способа сварки, роботизированный метод соединения имеет большую популярность, и получил развитие как среди любителей, так и профессионалов данного дела.
Виды контроля
Качество сварных соединений должно соответствовать последующим условиям использования изделий. В связи с этим существуют различные требования к проводимым работам.
В любом случае обязательными к проверке являются такие показатели, как:
- внешний вид швов;
- плотность соединения;
- физико-химические свойства швов.

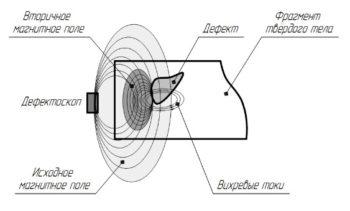
Конструктивные особенности дефектоскопа.
Также существуют две разновидности проверки: предварительная и окончательная. В первом случае осуществляется предварительный контроль подготовки к работе. Проверяются используемые материалы, оборудование, оснастка, и, естественно, готовность сварщика.
Во время самой работы следят за соблюдением технологии сварки, правильным выбором параметров и режимов для аппаратов, порядком наложения кромок изделий и их обработкой.
Окончательный вид контроля проводится после завершения сварки. Он включает в себя внешний осмотр для обнаружения наружного брака. Данную процедуру выполняет соответствующий специалист с использованием увеличительного стекла.
Технолог осматривает изделие на наличие непроваров, наплывов, трещин. Также он проверяет правильность расположения деталей. Необходимо удостовериться, что во время сварки не произошло смещение элементов относительно друг друга.
Если проверяются емкости, трубы и другие изделия, работающие под воздействием высоких давлений, проводятся испытания на проницаемость. Метод проверки швов выбирается исходя из источника давления.
Если емкость предполагается использовать для воды, тогда ее полностью или частично заполняют жидкостью. В таком состоянии она находится на протяжении от двух часов до суток. Соединение считается качественным, если за это время оно осталось сухим с наружной стороны.
При проверке труб, данные изделия заполняются водой под высоким давлением, значение которого выше рабочего в два раза. Затем напор уменьшают до стандартного значения и трубу простукивают молотком.
Наличие влажных участков свидетельствует о присутствии дефектов. Их отмечают мелом и после слива жидкости выполняют повторную сварку.
После выполнения всех проверок их результаты вносятся в журнал осмотра.
Визуальный осмотр

Разновидности дефектов сварных швов.
Любой контроль качества начинается с визуального осмотра изделия. Это позволяет обнаружить не только внешние дефекты, но и внутренние.
Частый обрыв дуги можно выявить по разной высоте и ширине катета. Поэтому необходимо осуществлять также и предварительный осмотр материалов, правильность подключения аппарата и готовность рабочего.
Перед проверкой соединения очищаются от таких продуктов сварки, как окалины, шлаки, металлические брызги. Для лучшего выявления мелких трещин стык можно обработать раствором азотной кислоты. Это сделает поверхность шва матовой и более удобной для визуального осмотра.
Данный метод контроля, в первую очередь, позволяет обнаружить именно внешние дефекты, поры, трещины, непровары, наплывы.
Для большей эффективности применяют увеличительное стекло. В данном случае лупа оказывается просто незаменимой. Многие дефекты, незаметные для невооруженного глаза, легко выявляются с ее помощью. К ним могут относиться тонкие трещины, малозаметные подрезы, пережоги металла и др.
Радиационные методы контроля
Выявление дефектов сварных швов.
Контроль качества сварочных стыков с использованием гамма-излучения или рентгена является самым надежным и чувствительным. Подобные методы позволяют обнаружить дефекты, располагающиеся внутри детали на глубине до сотни миллиметров, в зависимости от материала изделия.
Гаммаграфирование – процесс проникновения гамма-излучения в глубину исследуемого материала. В данном случае речь идет о металлах. Интенсивность излучения может меняться в зависимости от наличия дефектов в изделии. На этом и основан принцип работы данного метода.
Достоинствами радиационного контроля являются: высокая чувствительность, возможность определения типа дефекта, его размера и местоположения.
В то же время метод не лишен недостатков, среди которых: высокая стоимость подобных приборов и их большие габариты, а также сложность технологии.
Использование радиационной технологии позволяет убедиться в том, что соединение является идеальным не только в соответствии с внешними признаками, но и ввиду отсутствия дефектов в толще шва.