Гост 6211-81 (ст сэв 1159-78) основные нормы взаимозаменяемости. резьба трубная коническая
Содержание:
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
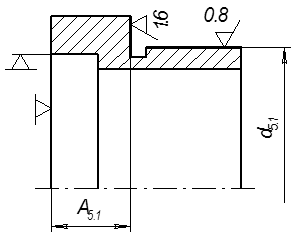
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в .
Таблица 4
Допуски диаметров d и D1
Наружная резьба
Внутренняя резьба
Степень точности
4
6
8
4
5
6
7
8
Допуск, мкм
Td
TD1
0,2
36
56
—
38
48
60
—
—
0,25
42
67
—
45
56
71
—
—
0,3
48
75
—
53
67
85
—
—
0,35
53
85
—
63
80
100
—
—
0,4
60
95
—
71
90
112
—
—
0,45
63
100
—
80
100
125
—
—
0,5
67
106
—
90
112
140
180
—
0,6
80
125
—
100
125
160
200
—
0,7
90
140
—
112
140
180
224
—
0,75
90
140
—
118
150
190
236
—
0,8
95
150
236
125
160
200
250
315
1
112
180
280
150
190
236
300
375
1,25
132
212
335
170
212
265
335
425
1,5
150
236
375
190
236
300
375
475
1,75
170
265
425
212
265
335
425
530
2
180
280
450
236
300
375
475
600
2,5
212
335
530
280
355
450
569
710
3
236
375
600
315
400
500
630
800
3,5
265
425
670
355
450
560
710
900
4
300
475
750
375
475
600
750
950
4,5
315
500
800
425
530
670
850
1060
5
335
530
850
450
560
710
900
1120
5,5
355
560
900
475
600
750
950
1180
6
375
600
950
500
630
800
1000
1250
Таблица 5
Допуски диаметра d2
Шаг Р, мм
Степень точности
3
4
5
6
7
8
9
10
Допуск Тd2 , мкм
От 1 до 1,4
0,2
24
30
38
48
(60)
(75)
—
—
0,25
26
34
42
53
(67)
(85)
—
—
0,3
28
36
45
56
(71)
(90)
—
—
Св. 1,4 до 2,8
0,2
25
32
40
50
(63)
(80)
—
—
0,25
28
36
45
56
(71)
(90)
—
—
0,35
32
40
50
63
80
(100)
—
—
0,4
34
42
53
67
85
(106)
—
—
0,45
36
45
56
71
90
(112)
—
—
Св. 2,8 до 5,6
0,25
28
36
45
56
(71)
—
—
—
0,35
34
42
53
67
85
(106)
—
—
0,5
38
48
60
75
95
(118)
—
—
0,6
42
53
67
85
106
(132)
—
—
0,7
45
56
71
90
112
(140)
—
—
0,75
45
56
71
90
112
(140)
—
—
0,8
48
60
75
95
118
150
190
236
Св. 5,6 до 11,2
0,25
32
40
50
63
(80)
—
—
—
0,35
36
45
56
71
90
—
—
—
0,5
42
53
67
85
106
(132)
—
—
0,75
50
63
80
100
125
(160)
—
—
1
56
71
90
112
140
180
224
280
1,25
60
75
95
118
150
190
236
300
1,5
67
85
106
132
170
212
265
335
Св. 11,2 до 22,4
0,35
38
48
60
75
95
—
—
—
0,5
45
56
71
90
112
(140)
—
—
0,75
53
67
85
106
132
(170)
—
—
1
60
75
95
118
150
190
236
300
1,25
67
85
106
132
170
212
265
335
1,5
71
90
112
140
180
224
280
355
1,75
75
95
118
150
190
236
300
375
2
80
100
125
160
200
250
315
400
2,5
85
106
132
170
212
265
335
425
Св. 22,4 до 45
0,5
48
60
75
95
118
—
—
—
0,75
56
71
90
112
140
(180)
—
—
1
63
80
100
125
160
200
250
315
1,5
75
95
118
150
190
236
300
375
2
85
106
132
170
212
265
335
425
3
100
125
160
200
250
315
400
500
3,5
106
132
170
212
265
335
425
530
4
112
140
180
224
280
355
450
560
4,5
118
150
190
236
300
375
475
600
Св. 45 до 90
0,5
50
63
80
100
125
—
—
—
0,75
60
75
95
118
150
—
—
—
1
71
90
112
140
180
224
280
355
1,5
80
100
125
160
200
250
315
400
2
90
112
140
180
224
280
355
450
3
106
132
170
212
265
335
425
530
4
118
150
190
236
300
375
475
600
5
125
160
200
250
315
400
500
630
5,5
132
170
212
265
335
425
530
670
6
140
180
224
280
355
450
560
710
Св. 90 до 180
0,75
63
80
100
125
160
—
—
—
1
75
95
118
150
190
—
—
—
1,5
85
106
132
170
212
265
335
425
2
95
118
150
190
236
300
375
475
3
112
140
180
224
280
355
450
560
4
125
160
200
250
315
400
500
630
6
150
190
236
300
375
475
600
750
Св. 180 до 355
1,5
90
112
140
180
224
280
355
—
2
106
132
170
212
265
335
425
530
3
125
160
200
250
315
400
500
630
4
140
180
224
280
355
450
560
710
6
160
200
250
315
400
500
630
800
Св. 355 до 600
2
112
140
180
224
280
355
450
—
4
150
190
236
300
375
475
600
750
6
170
212
265
335
425
530
670
850
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Степень точности |
||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
|||
|
Допуск ТD2, мкм |
||||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
— |
— |
— |
|
|
0,25 |
45 |
56 |
71 |
— |
— |
— |
||
|
0,3 |
48 |
60 |
75 |
— |
— |
— |
||
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
— |
— |
— |
|
|
0,25 |
48 |
60 |
75 |
— |
— |
— |
||
|
0,35 |
53 |
67 |
85 |
— |
— |
— |
||
|
0,4 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,45 |
60 |
75 |
95 |
— |
— |
— |
||
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
— |
— |
— |
|
|
0,35 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,5 |
63 |
80 |
100 |
125 |
— |
— |
||
|
0,6 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,7 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
||
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
— |
— |
— |
|
|
0,35 |
60 |
75 |
95 |
— |
— |
— |
||
|
0,5 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,75 |
85 |
106 |
132 |
170 |
— |
— |
||
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
||
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
Св. 11,2 до 22,4 |
0,35 |
63 |
80 |
100 |
— |
— |
— |
|
|
0,5 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
90 |
112 |
140 |
180 |
— |
— |
||
|
1 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
— |
— |
— |
|
|
0,75 |
95 |
118 |
150 |
190 |
— |
— |
||
|
1 |
106 |
13,2 |
170 |
212 |
265 |
335 |
||
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
||
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
— |
— |
— |
|
|
0,75 |
100 |
125 |
160 |
— |
— |
— |
||
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
||
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
||
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
— |
— |
— |
|
|
1 |
125 |
160 |
200 |
250 |
— |
— |
||
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
||
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
— |
|
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
||
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
— |
|
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
6 |
280 |
355 |
450 |
560 |
710 |
900 |
||
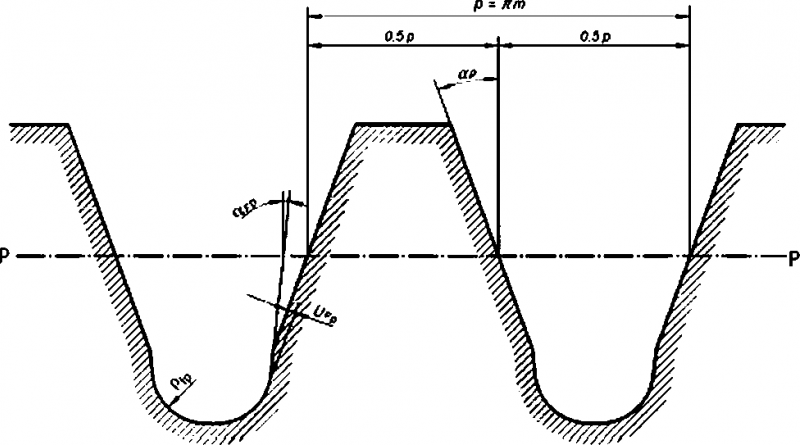
ФОРМА ВПАДИНЫ РЕЗЬБЫ
6.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника.
6.2. При закругленной форме впадины наружной резьбы радиус кривизны реального профиля ни в одной точке не должен быть менее 0,1Р ().
Числовые значения наименьших радиусов закругления впадины наружной резьбы (Rmin) должны соответствовать указанным в .
Черт. 2
6.3. При высоких требованиях к прочности резьбы может устанавливаться наименьший радиус кривизны реального профиля впадины наружной резьбы Rmin=0,125Р ().
Таблица 9
мм
Rmin=0,1P
Rmin=0,125P
ШагР
Rmin=0,1P
Rmin=0,125P
ШагР
Rmin=0,1P
Rmin=0,125P
0,2
0,020
0,025
0,75
0,075
0,094
3,5
0,350
0,438
0,25
0,025
0,031
0,8
0,080
0,100
4
0,400
0,500
0,3
0,030
0,038
1
0,100
0,125
4,5
0,450
0,562
0,35
0,035
0,044
1,25
0,125
0,156
5
0,500
0,625
0,4
0,040
0,050
1,5
0,150
0,188
5,5
0,550
0,688
0,45
0,045
0,056
1,75
0,175
0,219
6
0,600
0,750
0,5
0,050
0,062
2
0,200
0,250
0,6
0,060
0,075
2,5
0,250
0,312
0,7
0,070
0,088
3
0,300
0,375
6.4. При плокосрезанной форме впадины наружной резьбы реальный профиль впадины следует располагать между линиями плоского среза на расстоянии и от вершины исходного треугольника ().
6.5. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника ().
Черт. 3
Черт. 4
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
- измерить резьбовым калибром;
- сравнить, сопоставив резьбу разных деталей между собой;
- попробовать ввинтить наружную резьбу во внутреннюю, при этом не должно наблюдаться сопротивление;
- измерить штангенциркулем ход в миллиметрах и разделить полученное значение на количество заходов.
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
|
Москва Стандартинформ 2005 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерения в машиностроении» (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 25 от 26 мая 2004 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узгосстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения (и приложения) следующих международных стандартов:
— ИСО 965-1:1998 «Резьба метрическая ИСО общего назначения — Допуски — Часть 1: Общие положения и основные данные» (ISO 965-1:1998 «General purpose metric screw threads — Tolerances — Part 1: Principles and basic data»)
— ИСО 965-3:1998 «Резьба метрическая ИСО общего назначения — Допуски — Часть 3: Предельные отклонения для конструкционных резьб» (ISO 965-3:1998 «General purpose metric screw threads — Tolerances — Part 3: Deviations for constructional screw threads»).
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. № 39-ст межгосударственный стандарт ГОСТ 16093-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
(Поправка. ИУС 7-2005)
6 ВЗАМЕН ГОСТ 16093-81
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Метрическая и дюймовая
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.