Ост 36-21-77 детали трубопроводов dу 500-1400 мм сварные из углеродистой стали на ру до 2,5 мпа. отводы секционные под углом
Скачать документ
ОТРАСЛЕВЫЕ СТАНДАРТЫ
ДЕТАЛИ ТРУБОПРОВОДОВ Dу 500
— 1400 мм
СВАРНЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ
на Ру ? 2,5 МПа (? 25
кгс/см2)
ОСТ 36-21-77
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
Москва
РАЗРАБОТАНЫ И ВНЕСЕНЫ Всесоюзным научно-исследовательским
институтом по монтажным и специальным строительным работам
(ВНИИмонтажспецстрой)
Зам. директора по научной работе, д-р техн. наук Б.В.
Поповский
Зав. лабораторией технологических трубопроводов, канд. техн.
наук Р.И. Тавастшерна
Руководитель темы, канд. техн. наук А.И. Бесман
Исполнители Т.А. Тузова, В.О. Озеров
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным техническим управлением
Министерства монтажных и специальных строительных работ
СССР
Начальник В.М. Орлов
Начальник отдела норм и стандартов В.И. Аксенов
СОГЛАСОВАНЫ с Госгортехнадзором СССР
Зам. начальника управления по котлонадзору и подъемным
сооружениям А.И. Мурачев
Главными управлениями Министерства монтажных и специальных
строительных работ СССР:
ГлавУПП
Главный инженер Ю.С. Летников
Главхиммонтажем
Главный технолог Б.А. Тыркин
Главнефтемонтажем
Главный технолог В.М. Ашмян
Главтехмонтажем
Главный технолог Д.С. Корелин
Главметаллургмонтажем
Зам. начальника В.И. Фотеев
Главлегпродмонтажем
Зам. начальника Д.М. Гайдамак
УТВЕРЖДЕНЫ и ВВЕДЕНЫ В ДЕЙСТВИЕ ПРИКАЗОМ Министерства
монтажных и специальных строительных работ СССР от 29 марта 1977 г.
№ 69
Заместитель министра С.В. Подобедов
ОТРАСЛЕВОЙ СТАНДАРТ
|
ДЕТАЛИ ТРУБОПРОВОДОВ ОТВОДЫ СЕКЦИОННЫЕ R = Размеры |
ОСТ Вводится впервые |
Приказом Минмонтажспецстроя СССР от 29 марта 1977 г. №
69 срок введения установлен с 1 января 1978 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на секционные сварные
отводы R = 1,5Dу под углом 30, 45, 60 и 90° из
углеродистой стали на Ру ? 2,5 МПа (? 25
кгс/см2).
2. Назначение и условия применения отводов — по ОСТ
36-19-77.
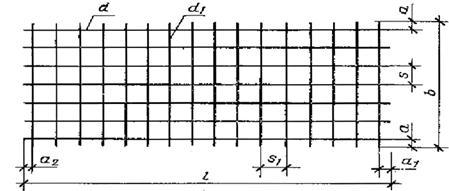
3. Конструкция, размеры, масса и условное давление отводов, а
также секторов и полусекторов (элементы 1, 2 и
3) должны соответствовать указанным на чертеже и в табл. 1 и
2.
3.1. Допускается изготовление отводов без полусекторов путем
скоса соединяемых труб под углом до 22°30?.
4. Материал и технические требования по ОСТ 36-26-77.
Таблица 1
|
Размеры, |
Условное давление отводов Ру, |
|||||||||||
|
Dу |
Dн |
R |
L отводов под углом |
H |
S |
|||||||
|
90° |
60° |
45° |
30° |
секторов |
полусекторов с углом j |
неагрессивных |
среднеагрессивных |
|||||
|
22°30? |
15° |
|||||||||||
|
500 |
530 |
750 |
750 |
432 |
310 |
201 |
260 |
200 |
130 |
7 |
1,6 (16) |
1,0 (10) |
|
8 |
2,5 (25) |
— |
||||||||||
|
10 |
— |
1,6 (16) |
||||||||||
|
12 |
— |
2,5 (25) |
||||||||||
|
600 |
630 |
900 |
900 |
520 |
372 |
241 |
314 |
242 |
157 |
7 |
1,6 (16) |
1,0 (10) |
|
10 |
2,5 (25) |
1,6 (16) |
||||||||||
|
12 |
— |
2,5 (25) |
||||||||||
|
800 |
820 |
1200 |
1200 |
694 |
496 |
322 |
424 |
327 |
212 |
8 |
1,6 (16) |
1,0 (10) |
|
10 |
— |
1,6 (16) |
||||||||||
|
12 |
2,5 (25) |
— |
||||||||||
|
14 |
— |
2,5 (25) |
||||||||||
|
1000 |
1020 |
1500 |
1500 |
865 |
620 |
402 |
530 |
410 |
265 |
8 |
1,0 (10) |
0,63 (6,3) |
|
10 |
1,6 (16) |
1,0 (10) |
||||||||||
|
12 |
— |
1,6 (16) |
||||||||||
|
15 |
2,5 (25) |
— |
||||||||||
|
1200 |
1220 |
1800 |
1800 |
1040 |
745 |
483 |
638 |
493 |
319 |
9 |
1,0 (10) |
0,63 (6,3) |
|
12 |
1,6 (16) |
1,0 (10) |
||||||||||
|
15 |
— |
1,6 (16) |
||||||||||
|
1400 |
1420 |
2100 |
2100 |
1210 |
870 |
564 |
744 |
576 |
372 |
10 |
1,0 (10) |
0,63 (6,3) |
|
14 |
1,6 (16) |
1,0 (10) |
Таблица 2
|
Размеры, |
Масса, кг |
|||||||
|
Dу |
S |
отводов под углом |
секторов |
полусекторов с углом j |
||||
|
90° |
60° |
45° |
30° |
22°30? |
15° |
|||
|
500 |
7 |
109,1 |
72,7 |
56,0 |
36,2 |
36,0 |
27,8 |
17,9 |
|
8 |
124,4 |
83,8 |
63,8 |
41,2 |
41,0 |
31,6 |
20,3 |
|
|
10 |
154,7 |
102,9 |
79,3 |
51,2 |
50,9 |
39,2 |
25,2 |
|
|
12 |
184,7 |
122,9 |
94,6 |
61,0 |
60,7 |
46,7 |
29,9 |
|
|
600 |
7 |
155,9 |
103,9 |
80,1 |
51,8 |
51,6 |
39,8 |
25,6 |
|
10 |
220,9 |
147,4 |
113,6 |
73,3 |
73,0 |
56,3 |
36,2 |
|
|
12 |
265,2 |
176,0 |
135,6 |
87,5 |
87,1 |
67,1 |
43,0 |
|
|
800 |
8 |
309,3 |
206,0 |
159,0 |
102,8 |
102,4 |
79,0 |
50,9 |
|
10 |
385,5 |
256,7 |
198,0 |
127,9 |
127,5 |
98,4 |
63,3 |
|
|
12 |
461,1 |
306,9 |
236,8 |
152,8 |
152,3 |
117,4 |
75,5 |
|
|
14 |
535,9 |
356,5 |
275,2 |
177,5 |
177,0 |
136,3 |
87,3 |
|
|
1000 |
8 |
481,9 |
321,0 |
247,8 |
160,1 |
159,8 |
123,3 |
79,5 |
|
10 |
600,8 |
400,2 |
308,8 |
199,5 |
199,0 |
153,6 |
98,9 |
|
|
12 |
719,1 |
478,8 |
369,4 |
238,6 |
238,0 |
183,6 |
118,1 |
|
|
15 |
895,5 |
596,1 |
459,8 |
296,7 |
296,0 |
228,2 |
146,6 |
|
|
1200 |
9 |
778,0 |
518,3 |
400,2 |
258,6 |
258,1 |
199,3 |
128,5 |
|
12 |
1037,2 |
690,8 |
531,6 |
343,4 |
342,7 |
264,4 |
170,3 |
|
|
15 |
1288,7 |
858,0 |
662,1 |
427,3 |
426,6 |
329,0 |
211,6 |
|
|
1400 |
10 |
1174,2 |
782,2 |
603,9 |
390,3 |
389,7 |
300,8 |
194,0 |
|
14 |
1637,9 |
1090,8 |
841,9 |
543,7 |
542,9 |
418,8 |
269,7 |
Пример условного обозначения отвода под углом 90°
Dн = 530 мм, S = 10 мм из стали
ВСт3сп:
Отвод 90° 530?10 ВСт3сп ОСТ 36-21-77.
лист регистрации изменений
ОСТ _______________________________
(Обозначение стандарта)
|
Изм. |
Номер листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
1.1. Сварочные материалы.
1.1.1.
Требования к сварочным материалам, их маркировка, упаковка, транспортировка и
хранение должны соответствовать нормативно-технической документации, указанной
в таблице справочного приложения .
1.1.2.
Сварочные материалы следует назначать в соответствии с таблицей рекомендуемого
приложения .
Для
сварки конструкций допускается использовать новые прогрессивные сварочные
материалы (электроды, проволоки, флюсы, защитные газы), обеспечивающие
необходимые свойства сварного соединения.
1.1.3.
Электроды для ручной электродуговой сварки и порошковую проволоку следует
прокаливать на режимах, соответствующих указаниям сертификата или паспортных
данных.
1.1.4. На
поверхности сварочной проволоки не должно быть ржавчины, масел, технологической
смазки и других загрязнений.
1.1.5. В
качестве порошкообразного присадочного металла (ППМ) следует применять стальную
крупку, приготовленную из электродной проволоки диаметром от 1,2 до 2,0 мм по ГОСТ
2246-70. Длина
крупинок не должна превышать диаметра проволоки.
1.1.6. Для
сварки в защитном газе следует использовать сварочную двуокись углерода
(углекислый газ) по ГОСТ
8050-76 или
газовую смесь, состоящую из 75 % аргоно-кислородной смеси по ТУ 14-1-2079-77 и 25 % углекислого
газа. Пищевую двуокись углерода допускается использовать только после
предварительной осушки. Применять для сварки технический углекислый газ
запрещается. При сварке в газовой смеси допускается применение чистого аргона
по ГОСТ 10157-79
взамен аргоно-кислородной смеси.
1.1.7.
Сварочные флюсы перед употреблением следует прокалить в течение двух часов:
флюсы марок АН-348-А, АН-60 и ОСЦ-45 при температуре от 350 до 400 °С, флюсы марок
АН-17М, АН-43 и АН-47 при температуре от 400 до 500 °С.
1.1.8.
Сварочные материалы следует выдавать на рабочее место в количестве, необходимом
для односменной работы и хранить в условиях, предохраняющих их от воздействия
влаги, повреждений и смешивания различных марок.